Scarica 10 CICLO TORNITURA e più Dispense in PDF di Metallurgia E Tecnologia Meccanica solo su Docsity!
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 1 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione Sezione Tecnologie e Sistemi di Lavorazione
Il ciclo di lavorazione
- Analisi critica del disegno di progetto
- Riprogettazione del componente (ove necessario)
- Determinazione dei processi tecnologici e scelta
delle macchine utensili
- Stesura del ciclo di lavorazione da realizzare
- Calcolo dei tempi e dei costi di fabbricazione
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 2 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione
Materiale : C40 acciaio speciale da costruzione
Dimensioni barra grezza:
- lunghezza 100 mm
- diametro 40 mm
61^ φφφφ
^26
±±±±^
φφφφ^
R
Esempio 1
Ra = 0.8 μm
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 3 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione Sezione Tecnologie e Sistemi di Lavorazione
Caratteristiche del materiale
Composizione :
- C = 0,37÷0,44%
- Mn = 0,5÷0,8%
- Si ≤ 0,4%
Caratteristiche meccaniche :
- Modulo di Young E = 206 kN/mm^2
- Carico unitario massimo di rottura Rm = 690÷830 N/mm^2
- Carico unitario massimo di snervamento Rs = 490 N/mm^2
- Allungamento percentuale A = 15% N/mm^2
- Durezza Brinell HB ≈ 240
Materiale: C
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 4 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione
Determinazione dei processi tecnologici
e scelta delle macchine utensili
Tornio tradizionale o centro di tornitura CN
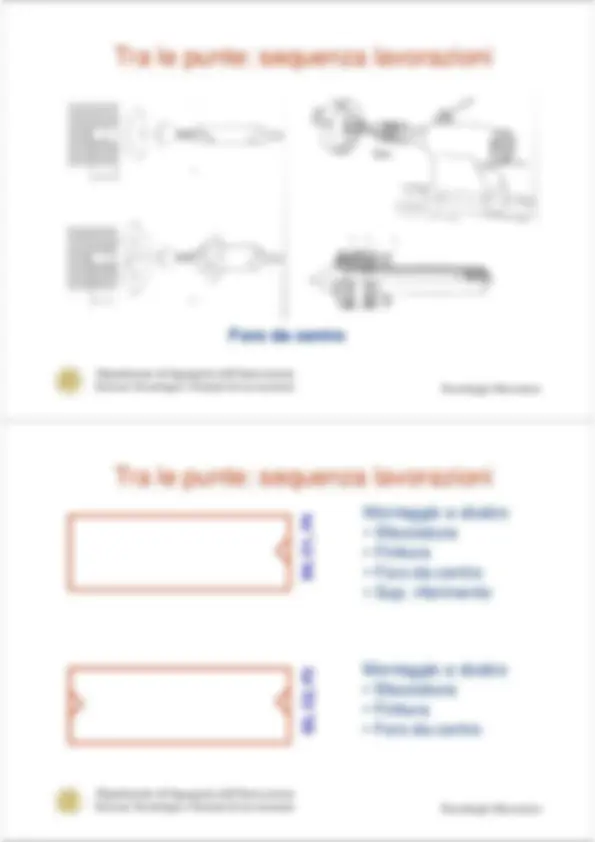
Grezzo Finito Lavorazioni assialsimmetriche
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 7 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione Sezione Tecnologie e Sistemi di Lavorazione
Determinazione dei processi tecnologici
e scelta delle macchine utensili
Sfacciatura su lato destro (sgrossatura, finitura)
Sfacciatura su lato sinistro (sgrossatura, finitura)
Tornitura longitudinale (φ 36) (sgrossatura, finitura)
Tornitura longitudinale (φ 26) (sgrossatura, finitura)
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 8 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione
Posizionamento e bloccaggio
Sequenza lavorazioni
Utensile Parametri di taglio
Stesura del ciclo di lavorazione
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 9 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione Sezione Tecnologie e Sistemi di Lavorazione
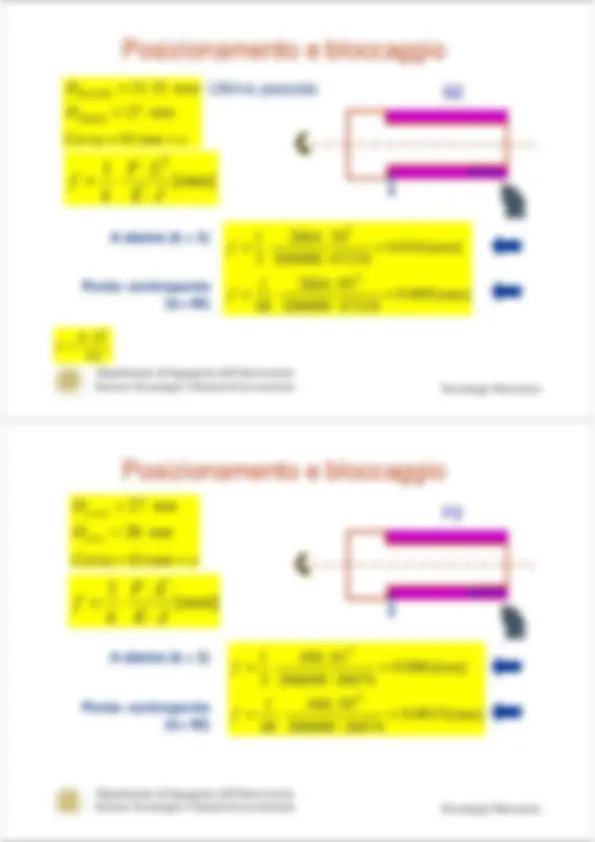
Se il rapporto lunghezza/diametro è elevato il pezzo
può inflettersi a causa della forza di taglio.
Occorre scegliere correttamente il sistema di bloccaggio in modo tale da evitare inflessioni del pezzo durante la lavorazione.
Posizionamento e bloccaggio
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 10 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione
F
Incastro
Trave
Il pezzo montato a sbalzo si può modellare come una trave vincolata da incastro. Si consiglia quando:
Inflessione massima:
A SBALZO
Posizionamento e bloccaggio
Autocentrante a 3 griffe
D
L
[mm ] 3
1 3 E J
F L f ⋅
⋅ ≈ ⋅
64
D^4 J =^ π^ ⋅ per sezionecircolare
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 13 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione Sezione Tecnologie e Sistemi di Lavorazione
φφ^ φφ
φφφφ^
R
Grezzo: L = 100; D = 40 2.^55
D
L
Si consiglia il montaggio del pezzo tra le punte. DA VERIFICARE CON L’INFLESSIONE MASSIMA!
Posizionamento e bloccaggio
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 14 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione
φφφφ^
φφφφ^^3626
R
S1, F
S2, F
S4, F4 S3, F
- Qual è la sequenza di operazioni che minimizza i costi soddisfando i vincoli tecnologici?
- Quanti posizionamenti sono necessari?
Sequenza lavorazioni
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 15 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione Sezione Tecnologie e Sistemi di Lavorazione
S1 F
S2 F
S3 F
S4 F
Le operazioni di sgrossatura devono precedere quelle di finitura.
Esistono altri vincoli tecnologici?
Sequenza lavorazioni
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 16 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione
Possibili sequenze:
- Pos. 1: S3-F3-S2-F2 Pos. 2: S4-F4-S1-F
- Pos. 1: S3-S2-F3-F2 Pos. 2: S4-S1-F4-F
- Pos. 1: S4-F4-S1-F1 Pos. 2: S3-F3-S2-F
- Pos. 1: S4-S1-F4-F1 Pos. 2: S3-S2-F3-F -...
A sbalzo: sequenza lavorazioni
S2, F
S3, F
S1, F
S4, F
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 19 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione Sezione Tecnologie e Sistemi di Lavorazione
Possibili sequenze:
- Pos. 1: S1-F1-S2-F
- Pos. 1: S1-S2-F1-F2 (^) S1, F
S2, F
Tra le punte: sequenza lavorazioni
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 20 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione
I II
III
Se i fori da centro devono essere eliminati il pezzo necessita altri due montaggi a sbalzo per eseguire le sfacciature.
=> 5 piazzamenti!
S4, F4, C1 S3, F3, C
S1, F
S2, F
Tra le punte: sequenza lavorazioni
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 21 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione Sezione Tecnologie e Sistemi di Lavorazione
Oltre a minimizzare il numero di piazzamenti si cerca di minimizzare anche il numero di cambi utensile.
Nello stesso posizionamento è possibile scegliere fra diverse sequenze:
- S3-F3-S2-F2 3 cambi utensile
- S3-S2-F3-F2 1 cambio utensile
Sequenza lavorazioni
S2, F
S3, F
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 22 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione
Volume di truciolo da asportare:
Sfacciatura
Stesura del ciclo di lavorazione
i u
finale
iniziale
Corsa 2 mm e e
L 98 mm
L 100 mm
==== ++++ ++++
====
====
S
3
2
V 2 = mm
40 mm
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 25 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione Sezione Tecnologie e Sistemi di Lavorazione
SCELTA UTENSILE
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 26 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione
Angoli di registrazione effettivi Devono essere verificate le condizioni:
SCELTA UTENSILE
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 27 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione Sezione Tecnologie e Sistemi di Lavorazione
Fattori da considerare:
- vibrazioni
- forze
- spessore di truciolo
- rugosità -...
Si consigliano ψ ≤ 0 con pezzi poco rigidi o
per realizzazione di spallamenti retti.
SCELTA UTENSILE
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 28 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione
Si utilizza lo stesso utensile per le operazioni S1, S2, S3 e S4. ψψ^ ψψ^ < 0
SCELTA UTENSILE
φφφφ^
φφ^ φφ
R
S1, F
S2, F
S4, F4 S3, F
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 31 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione Sezione Tecnologie e Sistemi di Lavorazione
SCELTA UTENSILE - forma dell’inserto
La scelta della forma dell’inserto è influenzata da:
- angolo di registrazione richiesto
- accessibilità richiesta
S: Robustezza V: Vibrazioni
A: Accessibilità P: Assorbimento di potenza
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 32 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione
SCELTA UTENSILE - forma dell’inserto
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 33 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione Sezione Tecnologie e Sistemi di Lavorazione
SCELTA UTENSILE - forma dell’inserto
C
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 34 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione
SCELTA UTENSILE - geometria dell’inserto
Occorre scegliere:
- angoli di taglio α, β e γ
- rompitruciolo
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 37 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione Sezione Tecnologie e Sistemi di Lavorazione
C N M M
SCELTA UTENSILE - geometria dell’inserto
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 38 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione
SCELTA UTENSILE - forma dell’inserto
Occorre ora scegliere le dimensioni dell’inserto.
C N M M PR
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 39 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione Sezione Tecnologie e Sistemi di Lavorazione
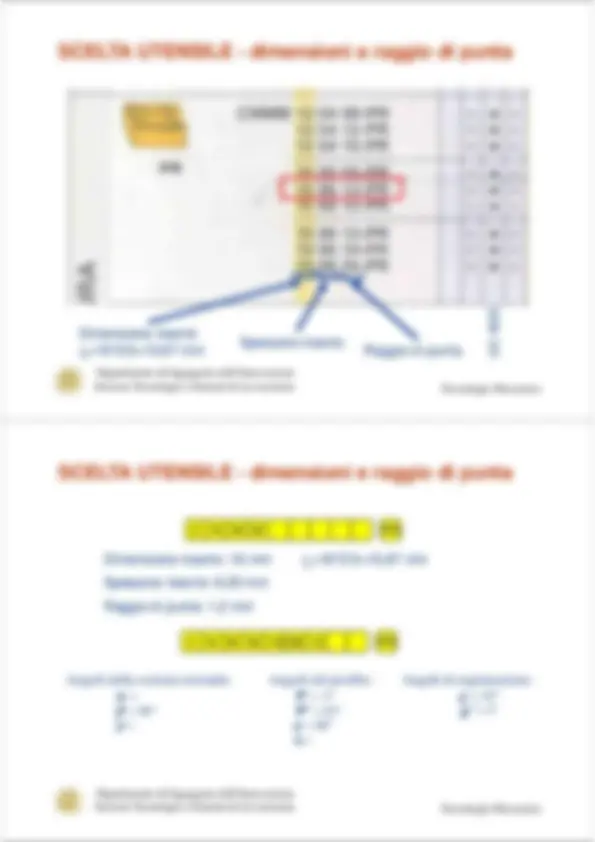
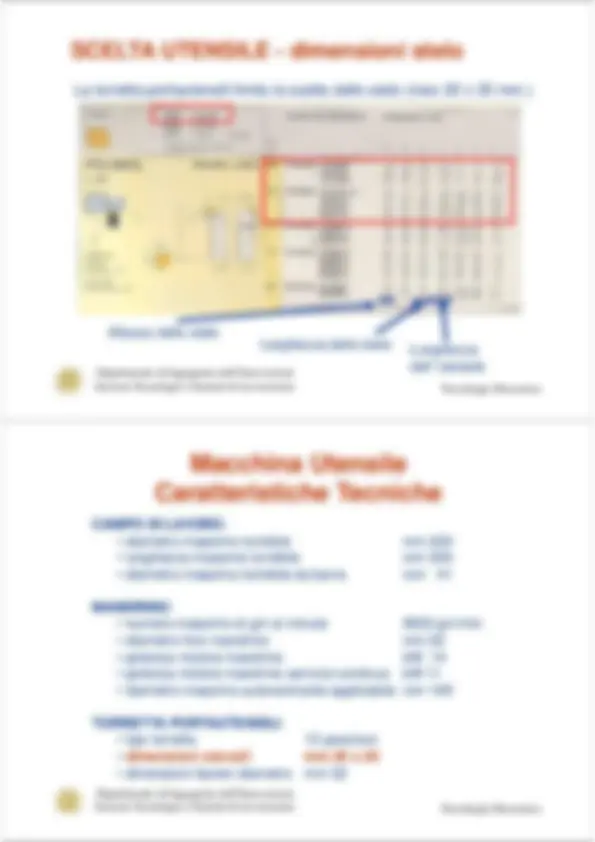
SCELTA UTENSILE - dimensione dell’inserto
Occorre scegliere la lunghezza l del tagliente considerando:
- la lunghezza effettiva del tagliente la
La scelta dipende dalla massima profondità di passata prevista nella lavorazione.
Lunghezza del tagliente
la
p
la = p
sin χ
p Deve essere: la =
Dipartimento di Meccanica Sezione Tecnologie Meccaniche e Produzione 40 Tecnologia Meccanica I Tecnologia Meccanica
Dipartimento di Ingegneria dell’Innovazione
SCELTA UTENSILE - forma dell’inserto
La lunghezza effettiva del tagliente dipende dalla forma dell’inserto: