Scarica Esercitazione layout macchine e più Esercizi in PDF di Impianti Industriali e Sicurezza sul lavoro solo su Docsity!
Esercizio 1
Si consideri il processo operativo qui di seguito riportato, composto da:
- 7 lavorazioni
- 3 ispezioni o controlli
Il livello di produzione richiesto è: QTOTs = 200.000 pezzi/anno
Determinare le quantità orarie da immettere nelle stazioni 4 e 1, considerando 2. 000
ore/anno di lavoro.
Esercizio 2
Si considerino: prodotti (i) 6
macchine (j) 1
Prodotto (i) Produzione richiesta [pezzi/anno] Qi 1 Reale capacità produttiva della macchina [pezzi/ora] i1 i
T T*
Turni di lavoro [ore/mese] Ni 1 1 72. 000 120 150 2 108. 000 150 150 3 180. 000 100 150 4 24. 000 100 150 5 96. 000 120 150 6 48. 000 80 150
Quante macchine sono necessarie nella stazione per completare le operazioni su tutti i
prodotti? Qual è il coefficiente di utilizzazione della stazione?
Esercizio 3
Considerando i seguenti dati, si tracci la curva caratteristica di prodotto U:
Stazione operativa (j) Tipo di apparecchiatura Valore economico [€] Tempo di ciclo tj [min/pz] 1 tornio automatico 35 .0 00 1, 02 2 rettifica superficiale 32. 000 0, 45 3 trapano 3. 000 0 , 4 4 rettifica senza centri 21. 000 0, 923 5 pulitrice 1. 350 0, 923 6 rettifica senza centri 32. 000 1 , 5 7 pulitrice 1. 350 0, 75
Inoltre si valuti il numero di macchine necessario a produrre 140 pezzi/ora e il relativo
coefficiente di utilizzazione della linea.
Svolgimento 2
Avendo definito:
ij ij ij ij
Q pezzi / mese
M = =
pezzi ore
N
T* ore mese
Si può valutare per il primo prodotto:
11 11 11 11 Q 72. M = = 0, 120 150 12 N T*
ed estendere il ragionamento a tutti e 6 i prodotti, sommando i risultati ottenuti (la tipologia
di macchina e la relativa operazione è unica)
Prodotto (i) Produzione richiesta [pezzi/anno] Qi Reale capacità produttiva della macchina [pezzi/ora] i1 i
T T*
Turni di lavoro [ore/mese] Ni N° macchine per il prodotto (i) M’ij 1 72.000 120 150 M’ 11 =0, 2 108.000 150 150 M’ 21 =0, 3 180.000 100 150 M’ 31 =1, 4 24.000 100 150 M’ 41 =0, 5 96.000 120 150 M’ 51 =0, 6 48.000 80 150 M’ 61 =0, Q = 528.000 M’ 1 =2,
Quindi occorrono M 1 = 3 macchine (arrotondato all’intero superiore), con coefficiente di
utilizzazione:
1 1 =^ = 1 ' (^) 2, = 88,1% 3 M u M
Svolgimento 3
Si calcolano i volumi di produzione del prodotto in esame quando la stazione operativa j-
esima è satura, utilizzando la
j js j 60n = t ^ q con nj = numero di macchine uguali nella stazione
(60 è il fattore di conversione tra ore e minuti)
Considerando la stazione operativa 6, (q6s = 40 pezzi/ora), essa sarà composta da una
sola macchina in caso si preveda di produrre fino a 40 pezzi/ora, da due macchine fino a
80 pezzi/ora e così via. Il relativo coefficiente di utilizzazione della singola stazione
operativa, in funzione della quantità da produrre, sarà quindi ricavato come:
6 6 6
u =
M
M
dove:
6
s
Q
M
q
, M 6 = M’ 6 arrotondato all’intero superiore, Q = quantità da produrre
Volendo illustrare su un grafico l’andamento del coefficiente di utilizzazione della stazione
6, si identifica una linea spezzata in corrispondenza dei multipli della sua quantità di
saturazione: l’andamento di uj è infatti lineare e raggiunge il 100% fino alla saturazione
delle macchine coinvolte; una volta inserita una nuova macchina il coefficiente scende
bruscamente in quanto lo stesso carico di lavoro si ripartisce su più macchine.
nj = 1 nj = 2 nj = 3 q1s 59 118 177 pezzi/ora q2s 133 266 399 “ q3s 150 300 450 “ q4s 65 130 195 “ q5s 65 130 195 “ q6s 40 80 120 “ q7s 80 160 240 “
= = = =
^
1 1 1 1
U= =
N N j j j j j j j N N j j j j
t
u n Q^ n
n
n n
(lineare in Q)
(ovvero, per quanto riguarda il tasso di utilizzazione medio del capitale):
1 C 1
U =
=
N j j j N j j
C u
C
Si ricava, in corrispondenza dei vari punti di saturazione delle differenti stazioni:
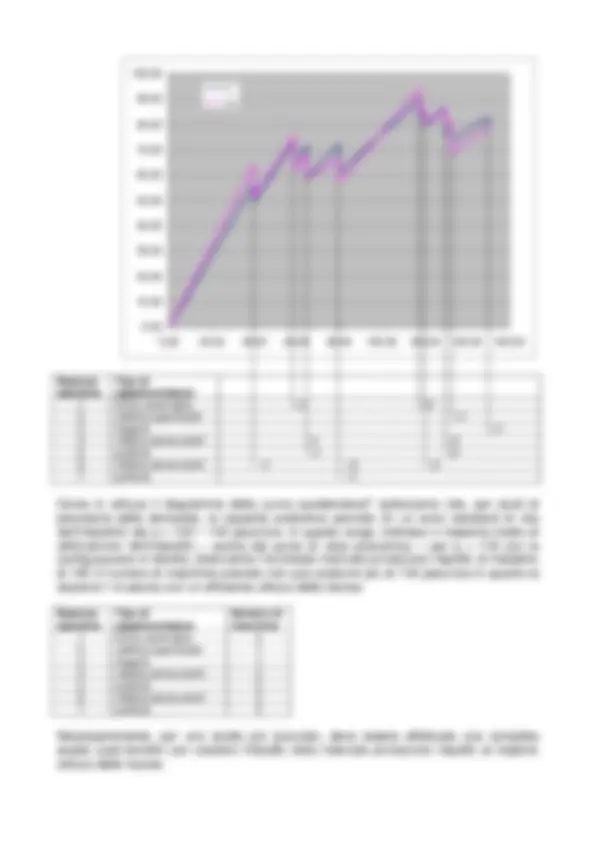
Tracciando la curva caratteristica da zero, al crescere di Q si conferma l’andamento
lineare di U fino a 40 pezzi/ora. Per questo valore si satura la stazione 6, per la quale si
aggiunge una seconda macchina, verificando l’atteso calo di U. Continuando di nuovo
linearmente, per Q = 59 pezzi/ora si satura anche la stazione 1, per cui si aggiunge a
questa una seconda macchina; nuovamente cala il coefficiente di utilizzazione U, e così
via al crescere di Q e per tutti i multipli di tutti i valori di saturazione delle stazioni, come
indicato in figura.
Valori della capacità produttiva per i quali bisogna aggiungere macchine [pezzi/ora] U % Uc % 40 (=q6s)
59 (=q1s)
65 (=q4s =q5s)
80 (=q6s =q7s)
118 (=q1s)
120 (=q6s)
130 (=q4s =q5s)
133 (=q2s)
150 (=q3s)
0, 10, 20, 30, 40, 50, 60, 70, 80, 90, 100, 0,00 20,00 40,00 60,00 80,00 100,00 120,00 140,00 160, U Uc Stazione operativa Tipo di apparecchiatura 1 tornio automatico +1 + 2 rettifica superficiale + 3 trapano + 4 rettifica senza centri +1 + 5 pulitrice +1 + 6 rettifica senza centri +1 +2 + 7 pulitrice +
Come si utilizza il diagramma della curva caratteristica? Ipotizziamo che, per studi di
previsione della domanda, la capacità produttiva prevista (in un anno standard di vita
dell’impianto) sia q = 100 ÷ 1 4 0 pezzi/ora. In questo range, individuo il massimo livello di
utilizzazione dell’impianto – anche dal punto di vista economico – per q = 118 con la
configurazione in tabella, bilanciando l’eventuale mancata produzione rispetto al massimo
di 140 (il numero di macchine previsto non può produrre più di 118 pezzi/ora in quanto la
stazione 1 è satura) con un efficiente utilizzo delle risorse:
Stazione operativa Tipo di apparecchiatura Numero di macchine 1 tornio automatico 2 2 rettifica superficiale 1 3 trapano 1 4 rettifica senza centri 2 5 pulitrice 2 6 rettifica senza centri 3 7 pulitrice 2
Necessariamente, per uno studio più accurato, deve essere effettuata una completa
analisi costi-benefici per valutare l’impatto della mancata produzione rispetto al migliore
utilizzo delle risorse.