Download Accreditation and outcome based learning question and more Assignments Mechanical Engineering in PDF only on Docsity!
09/02/
Advanced
Manufacturing
Choices
ENG 165-
Spring 2017, Class 4 Thermal
Energy Based Removing
Techniques
- (^) Sinker electrical discharge machining
(EDM) and wire EDM
- (^) Laser beam machining
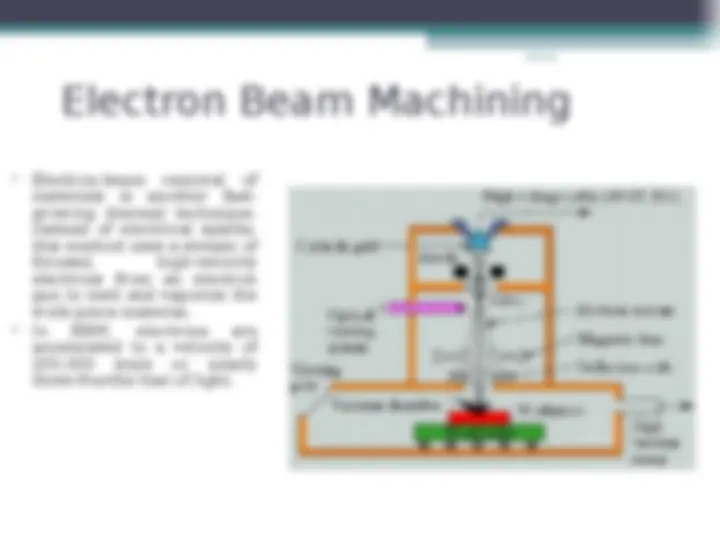
- (^) Electron beam machining
- (^) Plasma arc cutting
- (^) What is a laser?
Electrical Discharge Machining - EDM
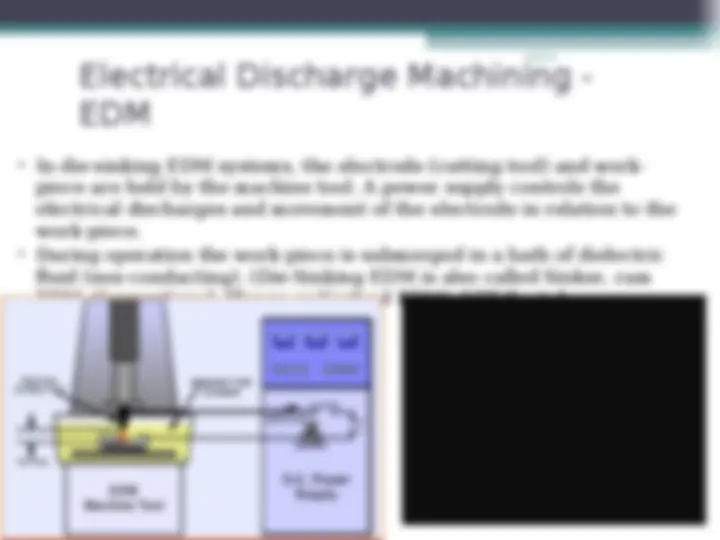
- (^) In die-sinking EDM systems, the electrode (cutting tool) and work- piece are held by the machine tool. A power supply controls the electrical discharges and movement of the electrode in relation to the work-piece.
- (^) During operation the work-piece is submerged in a bath of dielectric fluid (non-conducting). (Die-Sinking EDM is also called Sinker, ram EDM, Conventional, Plunge or Vertical EDM). SEE Youtube.
Electrical Discharge Machining - EDM
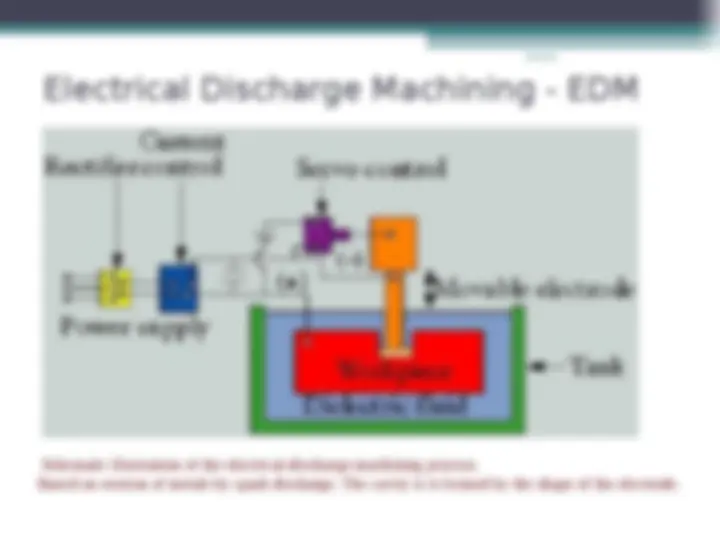
Schematic illustration of the electrical-discharge-machining process.
Based on erosion of metals by spark discharge. The cavity is is formed by the shape of the electrode.
Electrical Discharge Machining - EDM
- The dielectric fluid in EDM performs the following functions:
▫ It acts as an insulator until sufficiently high
potential is reached.
▫ Acts as a coolant medium and reduces the
extremely high temp. in the arc gap.
▫ More importantly, the dielectric fluid is
pumped through the arc gap to flush away the
eroded particles between the work-piece and
the electrode which is critical to high metal
removal rates and good machining conditions.
- A relatively soft graphite or metallic electrode
can easily machine hardened tool steels or
tungsten carbide. One of the many attractive
benefits of using the EDM process.
Electrical Discharge Machining- EDM
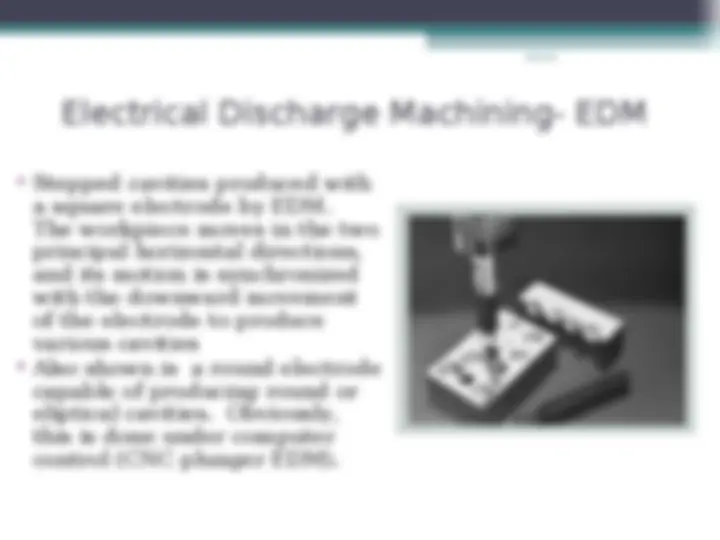
- (^) Stepped cavities produced with a square electrode by EDM. The workpiece moves in the two principal horizontal directions, and its motion is synchronized with the downward movement of the electrode to produce various cavities
- (^) Also shown is a round electrode capable of producing round or eliptical cavities. Obviously, this is done under computer control (CNC plunger EDM).
Electrical Discharge Machining- EDM
- (^) When referring to micro electrical discharge machining (μ-EDM) one refers either to working with a small EDM machine (see Figure for a hand-held EDM at Panasonic) or to working with smaller than usual electrodes (in sinker EDM) or with thinner wires (in EDM-WC).
Batch Electrical Discharge Machining- EDM
- (^) The use of microelectrode arrays enables one to use μ-EDM in batch mode as pioneered by Takahata
- (^) Takahata employed the LIGA process to make microelectrode arrays.
- (^) Structures made with this hybrid LIGA-EDM method are shown in the Figure on the right.
- (^) C-MEMS as electrodes!
Wire Electrical Discharge Machining
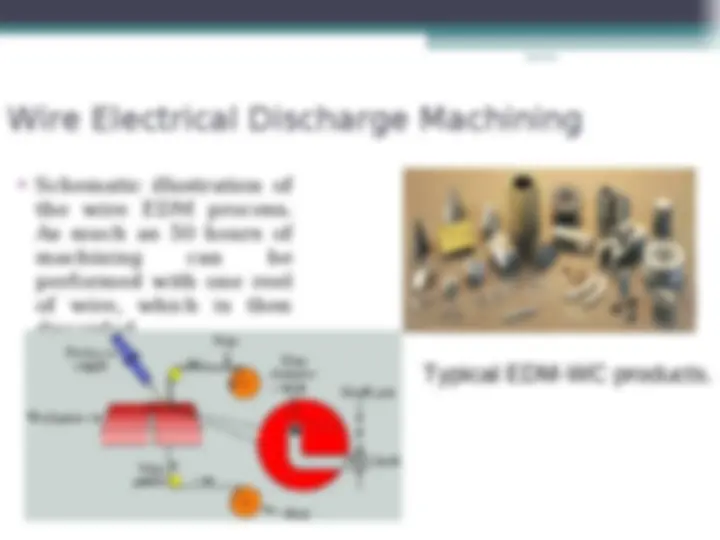
- (^) Schematic illustration of the wire EDM process. As much as 50 hours of machining can be performed with one reel of wire, which is then discarded. Typical EDM-WC products.
Wire Electrical Discharge Machining
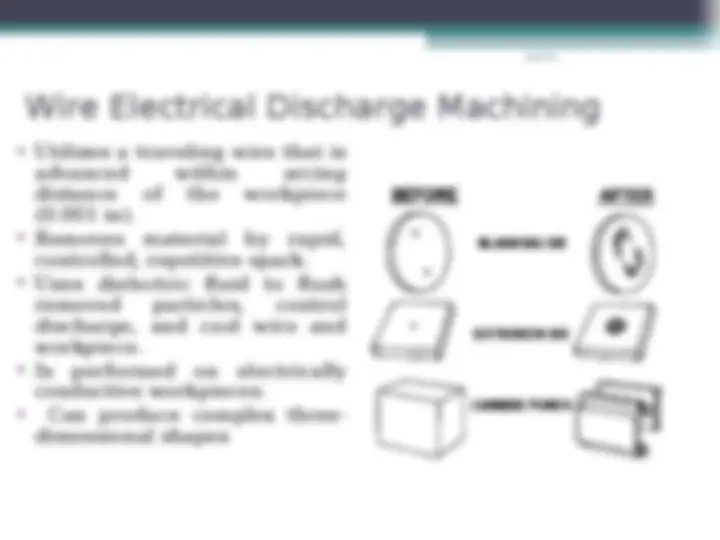
- Utilizes a traveling wire that is advanced within arcing distance of the workpiece (0.001 in).
- (^) Removes material by rapid, controlled, repetitive spark.
- (^) Uses dielectric fluid to flush removed particles, control discharge, and cool wire and workpiece.
- Is performed on electrically conductive workpieces.
- (^) Can produce complex three- dimensional shapes
Wire Electrical Discharge Machining
- (^) The vertical, horizontal and slanted cutting with the μ-EDM-WC tool has successfully fabricated complex features and parts.
- (^) An example is the impressive Chinese pagoda (1.25 mm × 1. mm) shown here where vertical and horizontal μ-EDM-WC cuts are illustrated
Laser Beam Machining
- The word laser stands for Light Amplification
by Stimulated Emission of Radiation.
- (^) Machining with laser beams, first introduced
in the early 1970s, is now used routinely in
many industries. Laser machining, with long
or continuous wave (CW*), short, and ultra-
short pulses, includes the following
applications:
▫ Heat treatment ▫ Welding ▫ (^) Ablation or cutting of plastics, glasses, ceramics, semiconductors and metals ▫ Material deposition– ▫ (^) Etching with chemical assist i.e., Laser Assisted Chemical Etching or LACE ▫ Laser-enhanced jet plating and etching ▫ (^) Lithography ▫ Surgery ▫ Photo-polymerization (e.g., μ-stereo- lithography)
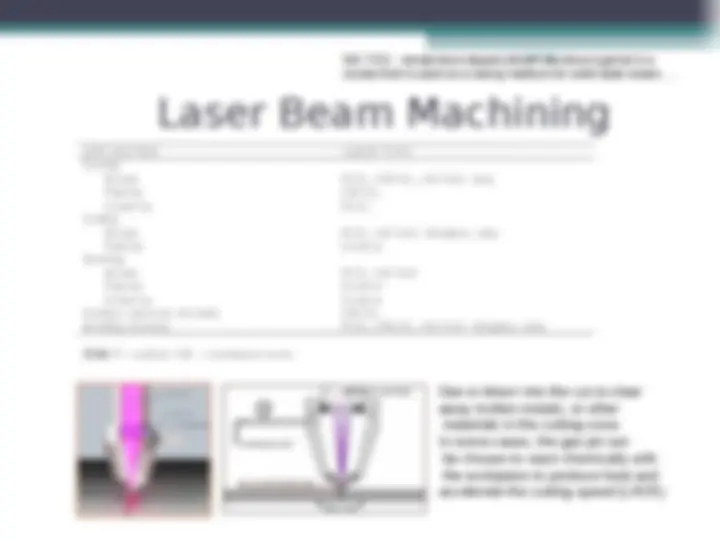
(a) Schematic illustration of the laser-
beam machining process. (b) and
(c) Examples of holes produced in
non-metallic parts by LBM.
*In laser physics and engineering the term
"continuous wave" or "CW" refers to a laser
which produces a continuous output beam,
sometimes referred to as 'free-running'.
Laser Beam Machining
- (^) A laser machine consists of the laser, some mirrors or a fiber for
beam guidance, focusing optics and a positioning system. The laser
beam is focused onto the work-piece and can be moved relatively to
it. The laser machining process is controlled by switching the laser
on and off, changing the laser pulse energy and other laser
parameters, and by positioning either the work-piece or the laser
focus.
- (^) Laser machining is localized, non-contact machining and is almost
reaction-force free. Photon energy is absorbed by target material in
the form of thermal energy or photochemical energy. Material is
removed by melting and blown away (long pulsed and continuous-
wave lasers), or by direct vaporization/ablation (ultra-short pulsed
lasers). Any material that can properly absorb the laser irradiation
can be laser machined. The spectrum of laser machinable materials
includes hard and brittle materials as well as soft materials. The
very high intensities of ultra-short pulsed lasers enable absorption
even in transparent materials.
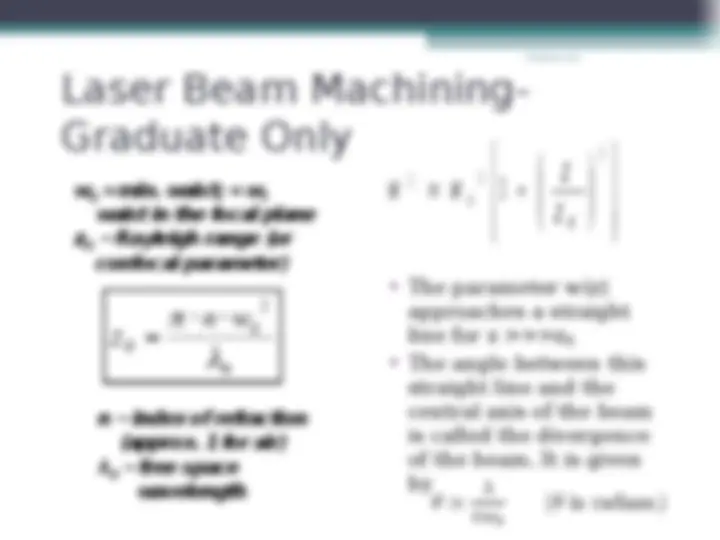
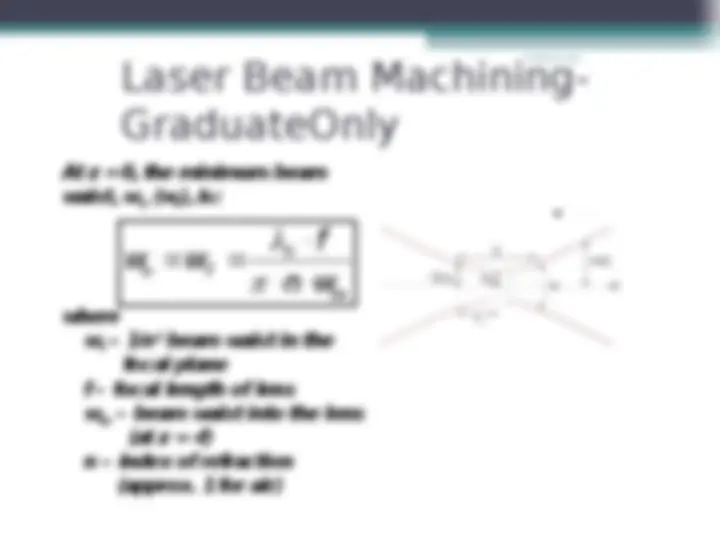
Graduates only w ~ “beam waist” or 1/e 2 radius ~ be careful, 1/e radius is used for calculating electric field ~ μm to mm ~ 20 to 40 μm for Nd:YAG harmonic lasers w optics Laser Beam Machining- Graduate Only
- (^) Pulsed lasers (beam waist): 2 2
( )
w
r
I r I e
= × I 0 ~axial intensity w ~beam waist (i.e. 1/e 2 radius) At r =w, the I(r) is at 1/e 2 (13.5%) of the axial intensity, I 0.