Download Process Improvement with Control Charts: A Chemical and Paint Case Study and more Slides Production and Operations Management in PDF only on Docsity!
Consider the example of the manufacturer of chemicals discussed earlier.
The chemical, A-744, is used by the manufacturer’s customer as an ingredient in another process sensitive to the quantity of A-744.
The manufacturer’s customer is seeking to reduce costs by using the A-744 in whole bin lots.
As the yield of the batches of A-744 can be expected to vary from its 2,000-gallon target, that yield is a likely candidate for the use of an individuals control chart.
The yields of the 30 batches of A-744 are each carefully measured, yielding a sequence of 30 single values.
The control chart for the moving range appears
stable, so the average moving range value can be used to construct the individuals portion of the chart.
The control chart for the individual values also
appears to be in a state of statistical control.
However, an experienced eye detects that more
than ⅔ of the data points (20 of the 29 moving ranges) are below the centerline, indicating that the control limits may be artificially inflated and therefore may be hiding indications of special sources of variation.
Since Minitab does not calculate median values, the
control chart is drawn by hand.
Revising Control Limits for Variables
Control Charts
Overly frequent revision of control limits is
undesirable and inappropriate. Control
limits should only be revised for one of
three reasons:
- A change in the process
- When trial control limits have been used and are to be replaced with regular control limits
- When out-of-control points have been removed from a data set.
Collecting Data: Rational Subgrouping
Proper organization of the data to be control
charted is critical if a control chart is to be helpful in process improvement.
We must be certain that we’re asking the right
questions. In other words, the data must be organized in such a way as to permit examination of variation productively and in a manner that will reveal special sources of variation.
Let us consider the case of the manufacturer of industrial paints.
One-gallon cans are filled four at a time, each one by a separate filling head.
The department manager is interested in learning if the weight of the product is stable and within specification and has decided to use statistical process control as an aid.
The supervisor is asked to take five successive cans from each of the four filling heads every hour.
The gross weight (in kg) of each can is recorded for 20 measurements each hour.
The supervisor continues observations for 8 consecutive hours, yielding 160 individual observations.
How these observations are arranged may reveal variation from one of three sources:
- variations over time
- variations between measurements
- variations between filling heads.
Variation over time (hour-to-hour in this case) is represented by the differences in the groups of 20 cans.
Variation between measurements is represented by the differences between the five cans selected at each hour regardless of filling head.
Variation between filling heads is represented by the differences between the results of the filling heads for each of the five cans selected per head, per hour.
- For the 8 hours, there will be a total of 40
subgroups.
- The average and range for each subgroup is
computed, and then:
and R 0.
x 6.
=
=
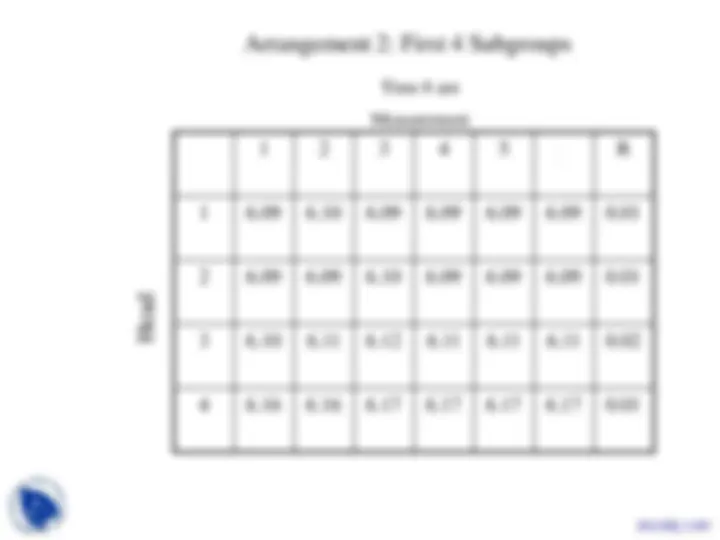
On the next slide we see the first 5 of the 40 subgroups.
1 2 3 4 5 1 6.09 6.10 6.09 6.09 6. 2 6.09 6.09 6.10 6.09 6.
3 6.10 6.11 6.12 6.11 6. 4 6.16 6.16 6.17 6.17 6.
6.11 6.12 6.12 6.12 6.
R 0.07 0.07 0.08 0.08 0.
x
Arrangement 1: First 5 Subgroups Time 8 am Measurement
Head
- There is evidence of a lack of control.
- Notice the long string of points above the
centerline on the portion of the control chart.
- This is likely the result of some special source of
variation that must be investigated.
x
Arrangement 2
- If the basic subgroup consists of five
measurements for a given head and hour,
then the variation from measurement-to-
measurement is the basis for the estimate
of the standard error.
- The control chart will be set up to detect
variation between subgroups due to filling-
head-to-filling-head and hour-to-hour
special causes of variation.
The process can now be seen as being wildly out of control with many points beyond the control limits.
Grouping the measurements by fill head reduced the within group variation so that the average range was lowered.
This revealed the out of control points.
Special sources of variation are present, and careful examination reveals that most of the out of control points correspond to fill head number
The reason that the overfilling of head 4
was not revealed by the first arrangement
of the data and the first control chart is that
the first chart was not constructed to
identify differences between the fill heads.
- The second arrangement was grouped to
reveal differences between the fill heads
and the differences from hour to hour.