



CH 4050 UNIT OPERATION II
Distillation Column Design Assignment
J.S. Ahamed | 170019G
Department of Chemical and Process Engineering













Study with the several resources on Docsity

Earn points by helping other students or get them with a premium plan

Prepare for your exams
Study with the several resources on Docsity
Earn points to download
Earn points by helping other students or get them with a premium plan
A step-by-step guide for designing a distillation column. It includes topics such as constructing the equilibrium curve, finding the distillate and bottom product, determination of minimum reflux ratio, calculation of flowrates, and column efficiency calculation. The document also provides graphs and equations for each step.
Typology: Assignments
1 / 23

This page cannot be seen from the preview
Don't miss anything!
J.S. Ahamed | 170019G
Department of Chemical and Process Engineering
1. Problem
Design a distillation column with a total condenser and a partial reboiler for the following
separation.
Data:
System : Benzene-Ethylbenzene
Operating pressure : 1 bar
Feed rate : 80 kmol/hr
Feed condition : saturated vapour
Feed composition: 60 mol% benzene
Distillate composition: 95 mol% benzene
Bottom product composition : 4 mol% benzene
Column type : Sieve tray column
Operating condition : 70 Percent of flooding
Obtain equilibrium data for the system from ‘Vapour Pressure Data’ available in Moodle page.
Estimate the tray and/or column efficiency and assume a suitable reflux ratio, down comer type
and area and calculate the Actual number of stages required , the Height and the Diameter of
the column, Size and the Number of holes in a tray, tray spacing and the feed tray location.
Check the design for satisfactory operation.
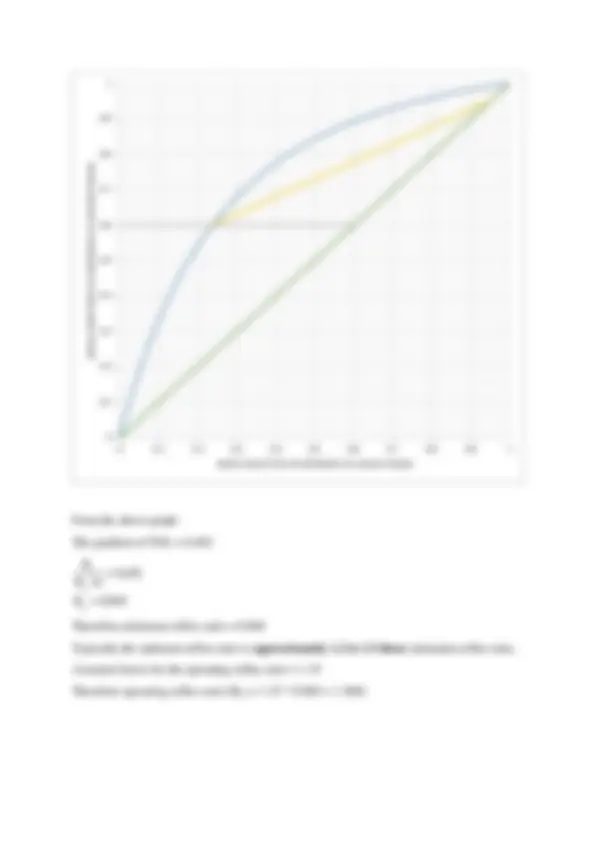
3. Finding the distillate and bottom product
0
1
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
MOLE FRACTION OF BENZENE IN VAPOR PHASE
MOLE FRACTION OF BENZENE IN LIQUID PHASE
P = 1 bar,
F = 80 kmol/hr
Overall mass balance,
100 =D+W ( ) 1
Mass balance for benzene,
80 0.6 D0.95 W*0.04 ( ) 2
D = 48.352 kmol/hr
W = 51.648 kmol/hr
Setting a suitable operating reflux ratio
4. Determination of minimum reflux ratio
4.1. q line equation
Molarlatentheatofthefeed
Heatrequiredtovaporize 1 moleoffeed q =
Feed is at saturated vapor condition; therefore according to q line equation q value should be
4.2. Top operating line equation (at minimum reflux ratio condition)
D m
n m
m n X R
1 −
Top operating line is passing through the point of (XD, XD)
In minimum reflux ratio condition the top operating line and q line intersect in the liquid vapor
equilibrium curve.
5. Constructing the top operating line (TOL) for operating reflux ratio
1
1
n n
n n
6. Constructing the bottom operating line (BOL) for operating reflux ratio
BOL can be constructed by using intersection between q line and top operating line and the
bottom product composition (XW, XW).
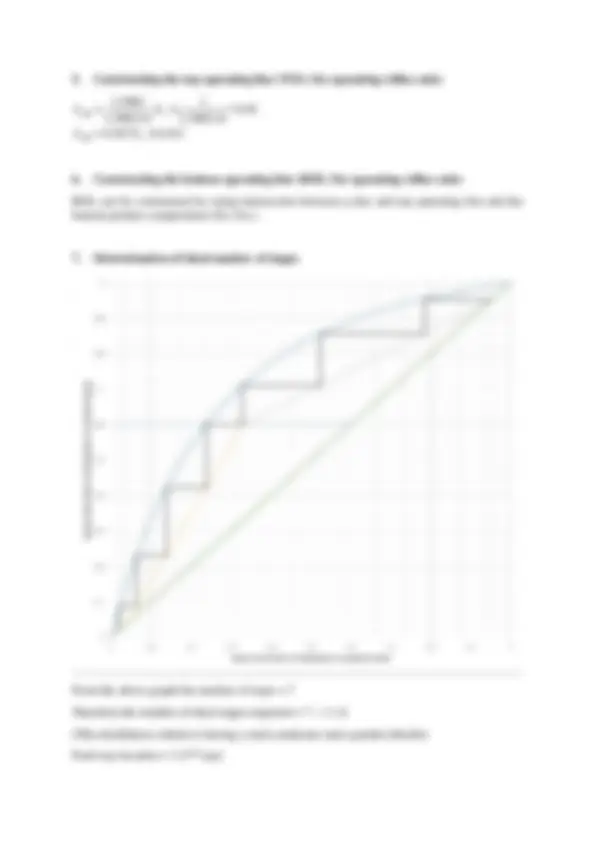
7. Determination of ideal number of stages
From the above graph the number of steps = 7
Therefore the number of ideal stages required = 7 – 1 = 6
(This distillation column is having a total condenser and a partial reboiler)
Feed tray location = 3 (3rd^ tray)
8. Calculation of flowrates
F : Feed (kmol/hr)
D : Distillate (kmol/hr)
W : Bottom product (kmol/hr)
XF : Feed composition of benzene
XD : Distillate product composition of benzene
XW : Bottom product composition of benzene
V : Upward gas flow rate in rectifying section
V' : Upward gas flow rate in stripping section
L : Downward liquid flow rate in rectifying section
L' : Downward liquid flow rate in stripping section
8.1. Material balance for rectifying section
D = 48.352 kmol/hr
W = 51.648 kmol/hr (From previous section)
Density of liquid at 118 °C = 0. 6 *771.51 + 0. 4 *778.61 = 774.35 kg/m^3
Similarly,
Temperature Density of liquid mixture(kg/m^3 )
Density of liquid mixture(kg/m^3 )
9.1. Rectifying section densities
Rectifying section is operating between 81 °C – 118 °C. Therefore the average density values
are,
3
3
. kg/m
ρ
. kg/m
ρ
V
L
9.2. Stripping section densities
Stripping section is operating between 81 °C – 118 °C. Therefore the average density values
are,
3 '
3 '
. kg/m
ρ
kg/m
ρ
V
L
10. Calculation of column diameter
10.1. Diameter of rectifying section
LV
LV
L
V LV
ρ
ρ
V
Assume tray spacing = 0. 45 m
The flooding velocity can be calculated from the correlation given below,
1
1
U ms
ρ
ρ ρ U K
f
f
V
L V f
Dc- Column diameter
Ac- Column cross sectional area
Ad-Down comer area
Aa – Active area
Ah-Holes area
An- Net area
Ua-Actual vapour velocity required through the column
An = Ac - Ad
Assume Ad=12% of Ac.
An = Ac – 0. 12 Ac
An = 0.88 Ac
7 0% flooding condition,
Ua = 0. 7 Uf
Ua = 0. 7 *1.4 4
Ua = 1. 008 m/s
Finding the average molar mass of the mixture
1 0527811 048106165 91576
- Average molar mass of mixture. *.. *.. gmol
mass fraction of benzene
Dc m
Ac m
An m
U ms
U ms
a
f
2
2
1
1
1
−
−
So, this satisfies the above condition table.
10.3. Calculation of diameter of stripping section
This is similar to rectifying section.
'
'
LV
LV
L
V LV
ρ
ρ
V
Assume tray spacing = 0. 6 m
The flooding velocity can be calculated from the correlation given below,
1
'
' ' 1
U ms
ρ
ρ ρ U K
f
f
V
L V f
Ua = 0. 7 *1.4 69
Ua = 1. 028 m/s
3 1
V m s
n
n
n mixture
2
An m
Ua An
Vn
Dc m
π*Dc
π*Dc Ac
Ac m
. *Ac
An. *Ac
2
2
2
Therefore the column diameter of rectifying section is 1.42 m
11. Calculation of hole diameter and area
Hole size less than 6.5 mm. Entrainment may be greater with larger hole sizes. ( Page No. 568
Coulson & Richardson 6th volume 4th edition).
Therefore hole diameter is considered as 6mm.
12. Number of Holes in a tray at rectifying section
For a plate there is one down comer on the plate and top down comer also affected to bottom
plate. Therefore two down comer areas need to reduce from active area. So,
2
Aa m
Aa
Aa Ac Ac
Aa Ac Ad
Assume holes area is 10% of active area;
2
Ah m
Ah
Ah Aa
Total holes area in a tray = 0.1925 m^2
Numberofholeinaplate
5
5 2
2
−
−
. * m
π*. Area of a hole
13. Number of Holes in a tray at stripping section
2
2
Ah Aa m
Aa m
= = =
15. Column efficiency calculation
Here we can use “Van Winkle’s correlation” for calculate to efficiency of column.
Surface tension of liquid at 1 07.92 °C is calculated according to their molar basis of feed.
For the Uv the maximum value Ua value has been taken from both sections.
Assumption,
The surface tension, viscosity, diffusivity values for ethyl benzene could not find for this
particular temperature. So the surface tension, viscosity, diffusivity values of benzene is
assumed as for the mixture.
σL = 17_._ 5526 mN/m
μ. mPa*s
Uv ms
Uv Ua
1
max
−
The average density values were taken for vapor and liquid densities,
3
3
kg m
kg m
avg
avg
V
L
=
Weir height for 1 atm column is 40-90mm. Therefore assume that the weir height of the column
is 50 mm.
Average temperature of column =
DLK 3. 01 * 10 m / s − 9 2 =
hW = 50 mm
15.1. Fractional area (FA) calculation
columncrosssectionalarea
ofholes
avg
avg
Total
Area FA
15.2. Surface tension number calculation,
Dg = (^) − 3 =
15.3. Liquid Schmidt number calculation,
9
3 = (^) − =
− Sc
15.4. Reynolds number calculation;
Re = (^) − 3 =
Therefore,
mv
mv
mv
Therefore the efficiency of column = 48.7%
16. Calculation of actual number of stages required