Download Doctoral thesis THOMAS BORTOLOTTI and more Summaries Economics in PDF only on Docsity!
UNIVERSITY OF BERGAMO
FACULTY OF ECONOMICS AND BUSINESS ADMINISTRATION
RESEARCH DOCTORATE IN LOGISTICS AND SUPPLY CHAIN
MANAGEMENT
DOCTORAL THESIS
ACHIEVING MULTIPLE-
PERFORMANCE EXCELLENCE
THROUGH LEAN MANUFACTURING:
EMPIRICAL EVIDENCES USING CUMULATIVE
AND TRADE-OFF MODELS
SUPERVISOR: PH.D. CANDIDATE:
PROF. PIETRO ROMANO THOMAS BORTOLOTTI
INDEX
3 TRADE-OFF MODEL: ASSESSING THE IMPACT OF JUST-IN-TIME ON
- 1 INTRODUCTION…………………………………………………………….. - 1.1 Research questions - 1.2 Structure of the thesis and methodology adopted - 1.3 Data collection - 1.4 References - 2 CUMULATIVE MODEL FOR LEAN MANUFACTURING……………… - 2.1 Introduction - 2.2 Literature review and hypotheses - 2.2.1 Lean Manufacturing - 2.2.2 Operational Performance - 2.2.3 In defense of the sand cone model............................................................ - 2.2.4 Links between Lean Manufacturing and the sand cone model - 2.3 Methodology - 2.3.1 Measurement of variables - 2.3.1 Content validity............................................................................................
- measurement variables 2.3.2 Unidimensionality, reliability, convergent and discriminant validity of the - 2.3.3 Structural model results
- 2.4 Discussion
- 2.5 Conclusions
- Appendix A
- REPETITIVENESS……………………………………………………………………. OPERATIONAL PERFORMANCE AT VARYING DEGREES OF
- 3.1 Introduction
- 3.2 Literature review and theoretical framework
- 3.3.1 Characteristics of non-repetitive manufacturing contexts
- 3.3.2 Just-in-time
- 3.3.3 Just-in-time and operational performance
- 3.3.4 Interaction effects on performance
- 3.4 Methodology
- 3.4.1 Data collection
- 3.4.2 Measures
- 3.4.3 Measurement model
- 3.4.4 Structural equation modeling results
- 3.5 Discussion
- 3.6 Conclusions and limitations
- 3.7 References
- APPENDIX A
- APPENDIX B
- PERFORMANCE, INVESTIGATING THE MODERATING EFFECTS…………… 4 A SECOND TRADE-OFF MODEL: JIT-PRODUCTION, JIT-SUPPLY AND
- 4.1 Introduction
- 4.2 Literature review and hypotheses
- 4.2.1 JIT practices
- 4.3 Methodology
- 4.3.1 Data collection and sample
- 4.3.2 Variables and measurement scale assessment
- 4.3.3 Hierarchical regression and expert analysis
- 4.4 Results of hierarchical regression
- 4.5 Discussion and implications
- 4.6 Conclusions
- 4.7 References
- Appendix A
- Appendix B
- 5 CONCLUSIONS……………………………………………………………
- References
1 INTRODUCTION
The intensification of global competition and the crisis have forced manufacturing companies to explore all available opportunities for reducing their costs without compromising the other operational performance. As a consequence, there has recently been renewed attention towards Lean Manufacturing. This attention doesn’t come only from managers, but also from academics. This thesis has the main purpose to understand the mechanism by which manufacturing companies could achieve multiple-performance excellence through the implementation of Lean Manufacturing. To obtain this objective I adopted one cumulative model and two trade-off models to empirically demonstrate how Lean Manufacturing could improve operational performance and to highlight possible problems and traps when implementing Lean Manufacturing practices in particular contexts and configurations.
1.1 Research questions
What is Lean Manufacturing? Shah and Ward (2007) defined Lean Manufacturing as a “ methodology that aims at eliminating waste by reducing supplier, internal and customer variability through an integrated socio-technical system that involves the simultaneous use of many practices ”. Starting with this definition, the preliminary step of a empirical research on Lean Manufacturing is to operationalized it into a measurable scale. Bearing in mind that to make significant academic contributions it is important to study a phenomenon using a commonly accepted and comprehensive measurement scale (McCutcheon and Meredith, 1993), in scientific literature it is possible to note that
Moreover, most of the empirical studies concerning Lean Manufacturing analyzed the impact of some Lean Manufacturing practices on operational performance measured as a single construct that includes at the same time multiple dimensions (e.g. McKone et al., 2001; Furlan et al., 2011) with the result that it is not clear to what extent the Lean Manufacturing practices can improve individual performance dimensions. Furthermore, there are empirical studies that operationalized the performances with multiple constructs for multiple dimensions, but without any causal relation between them (e.g. Flynn et al., 1995; Cua et al., 2001; Shah and Ward, 2003; Li et al., 2005). However, we know that a lot of models about sequence of operational performance dimensions exist in scientific literature (e.g. the sand cone model about cumulative capabilities: Ferdows and De Meyer, 1990). These models, even though are very famous, they are also criticized and not yet effectively proved (Flynn and Flynn, 2004, Rosenzweig and Easton, 2010). From the abovementioned discussion, a third gap of the literature is a lack of a comprehensive study about the relationships between Lean Manufacturing practices and each operational performance dimension and a fourth gap is the lack of empirical evidences about sequence of performance dimensions (quality, delivery, flexibility and cost). Thus, this thesis aims at answering to the following two research questions:
RQ 3: how does Lean Manufacturing improve operational
performance? Why?
RQ 4: how are operational performances related? Why?
These first four research questions will be answered by the paper presented in Chapter 2 where I will prove that Lean Manufacturing practices help to dramatically improve operational performances if manufacturing companies follow a precise sequence of implementation to build cumulative capabilities.
From the cumulative model results presented in Chapter 2 may seem that Lean Manufacturing methodology could be universally adopted to obtain maximum results on operational performances. However, there could be contingent variables or unexplored synergies between practices that lead to trade-off results on performance (e.g. Efficiency vs. Responsiveness). The two trade-off models presented in Chapters 3 and 4 aim at analyzing these potential effects. In literature almost all of successful lean stories came from repetitive contexts, where products are standardized and customer demand is stable and predictable (product customization and demand variability represent the contingent variables) (Jina et al., 1997; Lander and Liker, 2007). The most critical Lean Manufacturing bundle of practices in non-repetitive contexts is Just-In-Time, mainly because demand fluctuations make takt time dynamic and the high product variety inhibits production smoothing (Lander and Liker, 2007; Reichhart and Holweg, 2007). Just-In-Time practices were firstly developed in Toyota, where the production is highly repetitive, and for many years researchers have thought that this methodology could be applied in contexts characterized by repetitive manufacturing systems only. Recently some authors have refuted this view, providing empirical evidences that Just-In-Time practices can be successfully implemented also in non-repetitive contexts. However, these evidences came from descriptive and anecdotal case studies, whereas in the literature, studies based on large sample lack, which analyze Just-In-Time impact on performance at varying degrees of repetitiveness. Thus, the gap of the literature is the lack of a study based on a large sample, which analyze Just-In-Time impact on performance at varying degrees of repetitiveness.
The fifth research question is as follows:
RQ 5: is Just-In-Time applicable in non-repetitive manufacturing
contexts? In particular: how the contingent variables that represent
1.2 Structure of the thesis and methodology adopted
The thesis is composed by three papers that are organized as follows: after a introduction about the specific research, I will present the literature review and, consequently, the theoretical model definition, after that I will describe the methodology adopted. Finally a discussion of the main results will conclude each chapter. At the end of the thesis, in Chapter 5, I will summarize the academic and managerial contributions in relation with the research questions discussed in this chapter. The empirical research of this thesis is based on survey methodology. To test the cumulative and trade-off models, I have followed a common structure in all the three papers:
- Content validity of the variables of interest
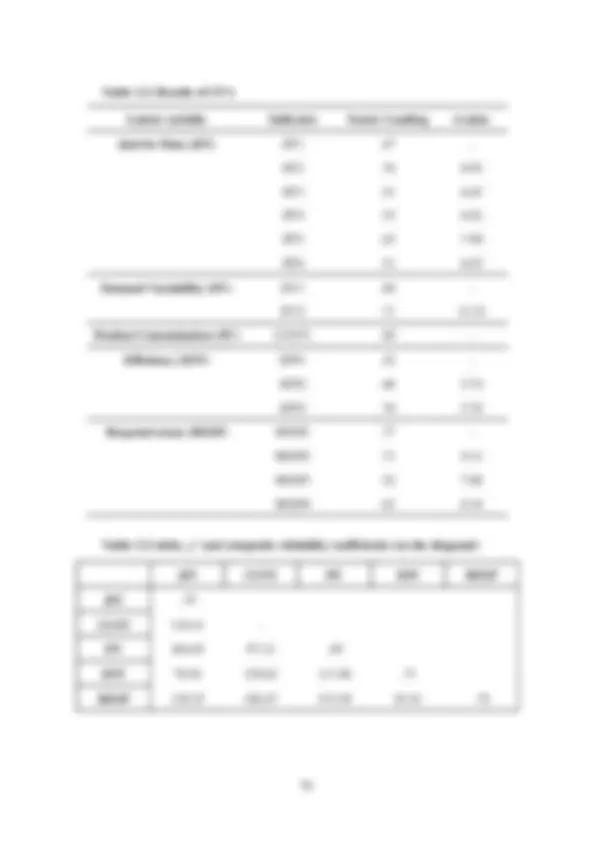
- Confirmatory Factor Analysis to test the measurement model a. Standardization of the data by country and industry b. Assessment of unidimensionality, convergent validity and reliability for the all of the first-order constructs c. Discriminant validity for the first-order constructs assessed by conducting a series of χ²difference tests between nested models for all pairs of constructs d. Convergent validity for the second-order constructs (for the cumulative model) e. Discriminant validity for the second-order constructs (for the cumulative model)
- Test of the hypotheses with different methods, depending on the specific purpose a. Structural Equation Modeling for the cumulative model (Chapter 2) b. Structural Equation Modeling and Ping (1995)’s 2-step approach to test the moderating hypotheses of the first trade-off model (Chapter 3)
c. Hierarchical regression method to test the moderating hypotheses of the second trade-off model (Chapter 4)
In every chapter I decided to use slightly different tests to demonstrate my knowledge about the survey methodology, nevertheless trying to keep the methodology discussion lean and easy to read.
1.3 Data collection
I use data from the third round of the High Performance Manufacturing (HPM) project data set (Schroeder and Flynn 2001). The survey questionnaire was distributed by my research group in collaboration with an international team of researchers working in different universities all over the world to a selection of plants from different countries (i.e. Finland, US, Japan, Germany, Sweden, Korea, Italy, Austria, China and Spain). These countries were included because they contain a mix of high performing and traditional manufacturing plants in the selected industries, while providing diversity of national cultural and economic characteristics. The selected plants operate in machinery (SIC code: 35), electronics (SIC code: 36) and transportation components (SIC code: 37) sectors. As I said before, the plants were randomly selected from a master list of manufacturing plants in each of the countries. Within the research group, for each country, a group of researchers and a person in charge of plant selection process and data collection were identified. Each local HPM research team used different tools for selecting plants. In Italy, we used Dun’s Industrial Guide. The study administrators sent requests to each local HPM research team to include an approximately equal number of high performing and traditional manufacturing plants. This allowed to include in the sample plants that use advanced practices in their industry, i.e. World Class Manufacturing (WCM) plants, as well as traditional (i.e. not
Flynn, B.B. and Flynn, E.J., 2004. An exploratory study of the nature of cumulative capabilities. Journal of Operations Management. 22(5), pp. 439-457. Furlan, A., Dal Pont, G. and Vinelli, A., 2010. On the complementarity between internal and external just-in-time bundles to build and sustain high performance manufacturing. International Journal of Production Economics, Article in Press, DOI: 10.1016/j.ijpe.2010.07.043. Jina, J., Bhattacharya, A.K. and Walton, A.D., 1997. Applying lean principles for high product variety and low volumes: Some issues and propositions. Logistics Information Management, 10(1), pp. 5-13. John, C.H.S., Cannon, A.R. and Pouder, R.W., 2001. Change drivers in the new millennium: implications for manufacturing strategy research. Journal of Operations Management. 19(2), pp. 143-160. Lander, E. and Liker, J.K., 2007. The Toyota Production System and art: Making highly customized and creative products the Toyota way. International Journal of Production Research, 45(16), pp. 3681-3698. Li, S., Rao, S.S., Ragu-Nathan, T.S. and Ragu-Nathan, B., 2005. Development and validation of a measurement instrument for studying supply chain management practices. Journal of Operations Management. 23(6), pp. 618-641. Mackelprang A.W. and Nair, A., 2010. Relationship between just-in-time manufacturing practices and performance: A meta-analytic investigation. Journal of Operations Management. 28. pp. 283-302. McCutcheon, D. and Meredith, J.R., 1993. Conducting case study research in operations management. Journal of Operations Management. 11(3), pp. 239-256. McKone, K.E., Schroeder, R.G. and Cua, K.O., 2001. The impact of total productive maintenance practices on manufacturing performance. Journal of Operations Management. 19(1), pp. 39-58. Ping, R.A., 1995. A parsimonious estimating technique for interaction and quadratic latent variables. Journal of Marketing Research, 32(AUGUST), pp. 336-347. Reichhart, A. and Holweg, M., 2007. Creating the customer-responsive supply chain: a reconciliation of concepts. International Journal of Operations and Production Management, 27(11), pp. 1144-1172.
Rosenzweig, E.D. and Easton, G.S., 2010. Tradeoffs in Manufacturing? A Meta- Analysis and Critique of the Literature. Production and Operations Management. 19(2), pp. 127-141. Sakakibara, S., Flynn, B.B., Schroeder, R.G. and Morris, W.T., 1997. The impact of just-in-time manufacturing and its infrastructure on manufacturing performance. Management Science, 43(9), pp. 1246-1257. Shah, R. and Ward, P.T., 2003. Lean manufacturing: Context, practice bundles, and performance. Journal of Operations Management. 21, pp. 129-149. Shah, R. and Ward, P.T., 2007. Defining and developing measures of Lean Manufacturing. Journal of Operations Management. 25(4), pp. 785-805. Skinner, B.F., 1969. Contingencies of reinforcement. East Norwalk, CT, US.
same time all the manufacturing practices, since managers typically don’t have sufficient resources (Skinner, 1969; Rosenzweig and Easton, 2010). For this reasons, managers need an implementation sequence of tools and techniques that could maximize the impact of these practices on operational performances. A research stream (Cua et al ., 2001; McKone et al ., 2001; Furlan et al ., 2011), tried to fill this gap studying some causal relationships between LM practices, however these studies firstly didn’t analyze together all LM practices and secondly they didn’t differentiate the impact of LM on the different dimensions of operational performance. The first problem causes a lack of generalizability of the results, while the second leads to possible errors of implementation sequence of manufacturing capabilities. It is fundamental to study sequence of practices – or manufacturing capabilities – implementation in relation to a precise sequence of operational performance achievement – or competitive capabilities – (Ferdows and De Meyer, 1990). Ferdows and De Meyer (1990) used the “sand cone” model to describe how a manufacturing company could build a sustainable success through a cumulative sequence of capabilities. In particular, the authors stated that manufacturers have to focus on manufacturing capabilities that are able to improve quality (quality conformance), after that on capabilities for quality and dependability (delivery performance), then for quality, dependability and speed (flexibility performance) and finally also for cost reduction. Starting from the seminal publication of Ferdows and De Meyer (1990), some researchers have studied the relationship between these performance dimensions (e.g. Noble, 1995; Boyer and Lewis, 2002; Flynn and Flynn, 2004; Rosenzweig and Roth, 2004; Großler and Grubner, 2006). Noble (1995) analyzed through a exploratory survey, based on regression and cluster analyses, the strategies and priorities of 561 companies in North America, Europe and Korea and found out that the manufacturing strategy follows a sequence of priorities that starts from quality, then dependability, delivery, cost, flexibility and innovation. Boyer and Lewis (2002) studied 110 plants that had implemented Advanced Manufacturing Technologies (AMT) to understand if there are evidences of trade-off between priorities. The authors argued that manufacturers and decision makers need to
set priorities in trade-off, even though the use of AMT guide to cumulative capabilities effects. Flynn and Flynn (2004) used multiple regression analysis to test in 165 plants located in five countries and operating in three industries whether cumulative capability sequences are country and industry specific. Empirical evidences of this study didn’t support the generalizability of the “sand cone” model, since the sequence of capabilities changed for different countries. In addition, the authors argued that manufacturing strategies support the foundation of cumulative capabilities, while they don’t for the high-level parts of capabilities. Rosenzweig and Roth (2004) gave empirical evidences of the “sand cone” model, confirming the sequence of Ferdows and De Meyer (1990) on a restricted sample of 81 plants and explain how manufacturing capabilities lead to business profitability. Großler and Grubner (2006) proposed an alternative path model to test the accuracy of cumulative capabilities. They assumed that after the sequence of quality and delivery capabilities, delivery has a direct impact on both flexibility and cost, while these capabilities are modeled in trade-off. After a Structural Equation Modeling procedure on a sample of 558 plants operating in 17 countries and 5 industries, the authors concluded that the cumulative part of their theoretical framework is valid, thus quality results as the baseline of the model, followed by delivery capability. Results of this research suggest also that after delivery, companies could improve simultaneously cost and flexibility capabilities. Finally, results cannot support the trade-off nature of cost- flexibility relationship. From the abovementioned studies, it can be found a substantial agreement on the first two competitive capability dimensions sequence of the “sand cone” model, namely quality and delivery performance, while there is no an universal agreement on the sequence of the last two dimensions: flexibility and cost. These mixed results could be explained by several argumentations and problems. First of all, there is no consensus about the measures to test the “sand cone” model, as a matter of facts, some authors measured competitive priorities instead of competitive capabilities (Flynn and Flynn, 2004; Rosenzweig and Easton, 2010). The second problem is connected with the sample size: when the sample is restricted, the generalizability of the results is limited. Another problem is the theoretical framework
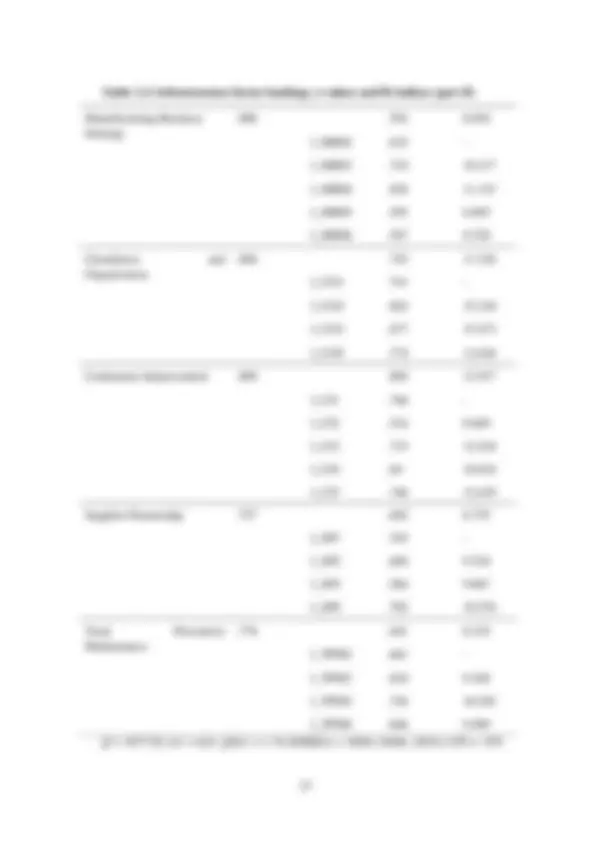
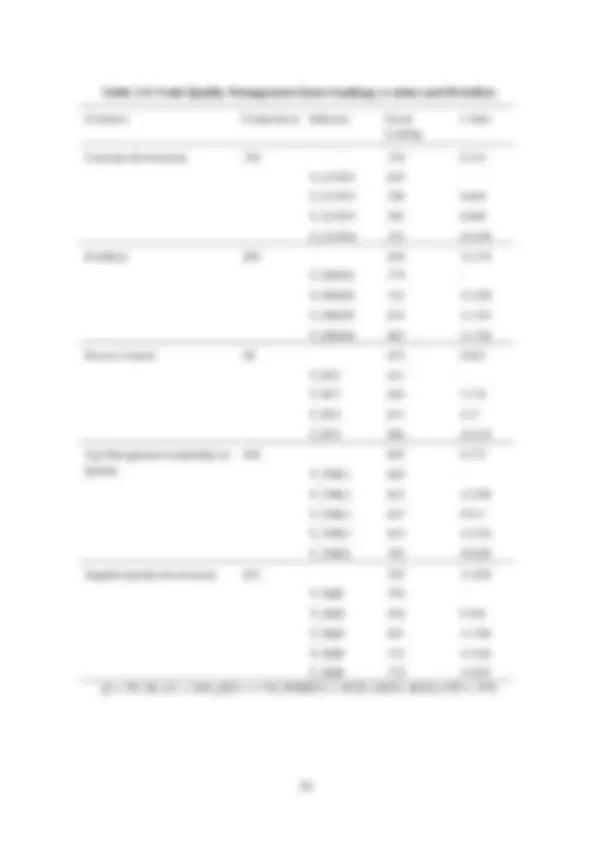
of LM practices, and this leads to misalignments between theory and empiricism. To solve this problem Shah and Ward (2007) developed the LM measures, identifying ten distinct dimensions: supplier feedback, JIT delivery by suppliers and supplier development (supplier related constructs); customer involvement (customer related construct); pull, continuous flow, set up time reduction, total productive maintenance, statistical process control and employee involvement (internally related constructs). These LM dimensions could be grouped following four bundles of practices, named: Just-In-Time (JIT), Total Quality Management (TQM), Human Resource Management (HRM) and Total Productive Maintenance (TPM) (Shah and Ward, 2003). Even though Shah and Ward (2007) have argued that “ the relationships among the elements of Lean Manufacturing are neither explicit nor precise in terms of linearity or causality ”, it is possible to find a stream of literature that studied the causality relations and interconnection between LM practices. Cua et al. (2001) revealed the importance of using TQM, JIT and TPM practices simultaneously to maximize operational results, supported by McKone et al. (2001) who theorized that JIT and TQM alone cannot improve operational performance, but they act as mediators between TPM and operational performance, in fact TPM practices on the one hand they facilitate the introduction of TQM because reduce process variability, on the other they help JIT because increase plant capacity. Furlan et al. (2011) distinguish two parts of the LM system, the technical part, represented by JIT and TQM tools, and the social part, represented by HRM practices. The authors have proved that JIT and TQM are complementary and HRM acts as an antecedent and enabler that creates the right environment where develop the technical part of the system. As a matter of fact, the combination of TQM and JIT creates additional complexity and makes worker training and skills more important (Snell and Dean, 1992), thus, the implementation of JIT and TQM requires an adequate organizational change because “ technology alone does not provide companies with better performance ” (Challis et al. , 2005). Aihre and Dreyfus (2000) argued that the success of the introduction of new quality improvement programs depends not only on the employee’s knowledge and training, but also on a coherent manufacturing strategy. This is due to the fact that a clear manufacturing strategy, based on a continuous improvement foundation, is able to direct all the efforts toward new technical and
managerial directions (Hayes and Wheelwright, 1988). Finally, this manufacturing strategy must be shared with suppliers carefully selected to reinforce the relationship with them, and it must be aligned with the company business strategy to achieve maximum firm results (Flynn et al. , 1995; Swink et al. , 2005). Actually, all the aforementioned TPM tools and human and strategic oriented practices (see Table 2.1) are common to both JIT and TQM methodologies. This common set of practices is named in literature Infrastructure (Flynn et al. , 1995). Based on these considerations, I argue that LM is composed by three main bundles: Infrastructure, JIT and TQM, that are related as follows:
H1a: The Infrastructure is an antecedent of TQM H1b: The Infrastructure is an antecedent of JIT
Table 2.1: Lean Manufacturing practices
Bundles Practices
JUST IN TIME Daily Schedule Adherence
Flow Oriented Layout JIT links with suppliers Kanban Setup Time Reduction
TOTAL QUALITY MANAGEMENT Statistical Process Control
Process Feedback Top-Management Leadership for Quality Customer Involvement Supplier Quality Involvement
INFRASTRUCTURE Total Preventive / Autonomous Maintenance Cleanliness Multi-Functional Employees Small Group Problem Solving