



Ejection
Chapter 12
Docsity.com


















Study with the several resources on Docsity

Earn points by helping other students or get them with a premium plan

Prepare for your exams
Study with the several resources on Docsity
Earn points to download
Earn points by helping other students or get them with a premium plan
Main points are: Ejection, Basic Requirements, Ejection Method, General Ejection Guidelines, Ejector Pins and Sleeves, Air Ejection, Multiple Ejection Stroke, Special Ejection Methods, Molding Surface Finish, Collapsible Cores
Typology: Slides
1 / 46

This page cannot be seen from the preview
Don't miss anything!
Docsity.com
Docsity.com
Docsity.com
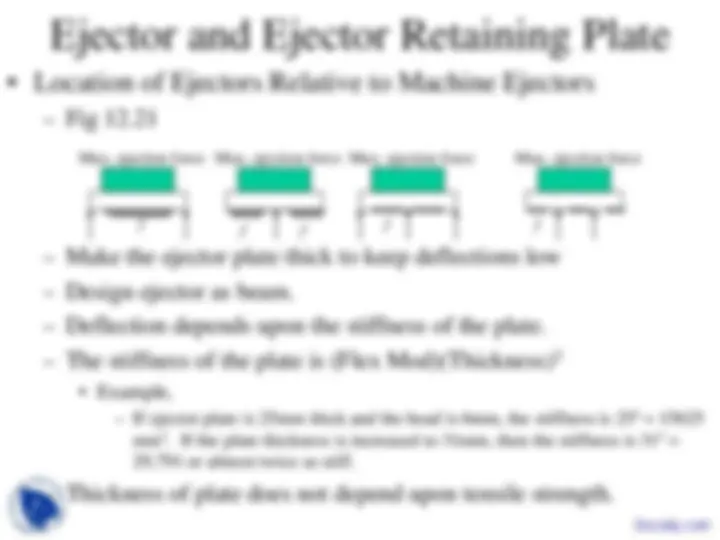
6 mm standard pin size
6 mm 1.5 mm 1.5 mm
Docsity.com
Docsity.com