Download Friedel-Crafts Reactions: Microreactors, Advantages, and Continuous Flow and more Slides Chemistry in PDF only on Docsity!
Printed by Jouve, 75001 PARIS (FR)
EP 3 696 157 A
EP003696157A1
(11) EP 3 696 157 A
(12) EUROPEAN PATENT APPLICATION
(43) Date of publication:
19.08.2020 Bulletin 2020/
(21) Application number: 19186193.
(22) Date of filing: 15.07.
(51) Int Cl.:
C07C 17/269 (2006.01)^ C07C 45/46 (2006.01)
C07C 201/12 (2006.01)^ C07C 49/813 (2006.01)
C07C 25/18 (2006.01)^ C07C 49/80 (2006.01)
C07C 205/11 (2006.01)
(84) Designated Contracting States:
AL AT BE BG CH CY CZ DE DK EE ES FI FR GB
GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO
PL PT RO RS SE SI SK SM TR
Designated Extension States: BA ME Designated Validation States: KH MA MD TN
(30) Priority: 15.02.2019 DE 102019103840
(71) Applicant: Fujian Yongjing Technology Co., Ltd.
Nanping, Fujian 354003 (CN)
(72) Inventors:
- CUI, Weilong **Nanping City, Fujian 354003 (CN)
- DU, Hongjun** **Nanping City, Fujian 354003 (CN)
- WU, Wenting** Nanping City, Fujian 354003 (CN)
(74) Representative: Gong, Jinping
CocreateIP Eggenfeldenerstraße 56 81929 München (DE)
(54) PROCESS FOR FRIEDEL-CRAFTS REACTION, AND CATALYST THEREFORE
(57) The invention relates to a new process for the manufacture or synthesis, respectively, of acylated or alkylated
aryl compounds, for example, acylated or alkylated benzenes, by the so-called Friedel-Crafts reaction, and a new catalyst therefore.. The present invention particularly pertains to a novel environmentally friendly process for the synthesis of the said acylated or alkylated compounds Friedel-Crafts reaction.
5
10
15
20
25
30
35
40
45
50
55
Description
[0001] The invention relates to a new process for the manufacture or synthesis, respectively, of acylated or alkylated aryl compounds, for example, acylated or alkylated benzenes, by the so-called Friedel-Crafts reaction, and a new catalyst therefore. [0002] Friedel-Crafts reactions, for example, are used in the industrial manufacture of PAEKs (polyaryletherketones), and especially of PEEK (polyetheretherketones). [0003] For example, PEEK is made out of condensation of hydroquinone with 4,4’-difluorobenzophenone, and this benzophenone is made out of fluorobenzene as key raw material like described in Victrex WO2018/055384 and also patents in Faming Zhuanli Shenqing (2018), CN 107573500. The 4,4’-difluorobenzophenone is either made out of 4,4’- difluorodiphenylmethane by oxidation (ChemCatChem (2018), 10(5), 1096-1106) or alternatively out of Friedel-Crafts alkylation reaction of fluorobenzene with CCl 4 (Huagong Jinzhan (2015), 34(4), 1104-1108) or Friedel-Crafts acylation of fluorobenzene with 4-fluorobenzoylchloride like mentioned in Raychem’s US4814508. The most common synthesis of difluorodiphenylmethane as of today is the synthesis out of 4,4’-methylenebis[benzenamine] by Balz-Schiemann reaction involving dirty NaNO2/HBF4 chemistry like described by Faming Zhuanli Shenqing (2016), in CN 106008182, and by other authors. The synthesis of difluorodiphenylmethane out of fluorobenzene and formaldehyde is described in early days already in Bulletin de la Societe Chimique de France; (1951); p. 318,323 or out of 4-fluorobenzylchloride like in Journal of the Chemical Society, Chemical Communications (1989)(18), 1353-4. [0004] Another Friedel-Crafts acylation based synthesis of 4,4’-difluorobenzophenone is out of fluorobenzene, or alternatively starting from 4-fluorophenylboronic acid like described in Chemical Communications (Cambridge, United Kingdom) (2017), 53(93), 12584-12587 and a 4-fluorobenzoic acid derivative or 4-fluorotrichlorotoluene derivative like described in Faming Zhuanli Shenqing (2016), CN 106045828. All these processes involve at least in one of the steps a Balz-Schiemann reaction combined with a Friedel-Crafts reaction. Both reaction types are quite old technologies which might have to be replaced by newer environmentally friendly chemistries and reaction technologies. The synthesis of 4,4’-difluorobenzophenone out of 4,4’-dichlorobenzophenone by "dirty" Halex reaction is described in Mitsui’s patent US4453009. The said Halex chemistry in general is considered "dirty" due to incomplete conversion, and isolation of product is challenging and often produces large amounts toxic waste water. The "dirty" KCI obtained as coupling product is often used for landfill. [0005] In general a Friedel-Crafts reaction of benzoylchloride with chlorobenzene in state of the art reactors (Lewis acid catalyzed in ionic liquids) is known as described in Chemistry Letters (2008), 37(8), 844-845 and Journal of the Chinese Chemical Society (Taipei) (2000), 47(6), 1243-1246, also the Friedel-Craft in microreactors with α-Fe2O3 and CaCO3 nanoparticles is already described like in Chemical Engineering Journal (Amsterdam, Netherlands) (2018)331, 443-449. The Friedel-Crafts reaction of chlorobenzene with chlorobenzoylchloride with AlCl3 as Lewis acid is described with 96% yield in Huagong Xinxing Cailiao (2012), 40(2), and 87-90% and in Journal of Fluorine Chemistry (2005), 126(8), 1191-1195 by using rare earth(III) perfluorooctane sulfonates in fluorous solvents with 86 % yield. [0006] The reaction of chlorobenzene with terephtaloylchloride is known from Khimicheskaya Tekhnologiya (Moscow, Russian Federation) (2001)(5), 3-5, at temperatures around 260°C without Friedel-Crafts Catalyst and with 86% yield and also in Qingdao Keji Daxue Xuebao, Ziran Kexueban (2007), 28(1), 39-42 using AlCl3 and Jpn. Kokai Tokkyo Koho (2014), JP 2014237738 using FeCI3 as Lewis acid. [0007] Friedel-Crafts reaction of chlorobenzylchloride and chlorobenzene is described in Journal of Organic Chemistry (1989), 54(5), 1201-3, and Angewandte Chemie, International Edition (2011), 50(46), 10913-10916. [0008] For example, Friedel-Crafts reaction may be useful regarding the manufacture of benzophenone. The preferred IUPAC name of benzophenone is diphenylmethanone; other names include benzophenone, phenyl ketone, diphenyl ketone, benzoylbenzene, benzoylphenyl, benzoylphenyl, diphenylmethanone; the CAS Number is 119-61-9. [0009] In the prior art benzophenone is produced by the copper-catalyzed oxidation of diphenylmethane with air. A laboratory route involves the reaction of benzene with carbon tetrachloride followed by hydrolysis of the resulting diphe- nyldichloromethane. It can also be prepared by Friedel-Crafts acylation of benzene with benzoyl chloride in the presence of a Lewis acid (e.g., aluminum chloride) catalyst. Another route of synthesis is through a palladium(II)/oxometalate catalyst. This converts an alcohol to a ketone with two groups on each side. Another, less well-known reaction to produce benzophenone is the pyrolysis of anhydrous calcium benzoate. [0010] Regarding properties, diphenyldichloromethane is an organic compound with the formula (C 6 H 5 ) 2 CCl 2. It is a colorless solid that is used as a precursor to other organic compounds. [0011] Diphenyldichloromethane is prepared, in the prior art, from carbon tetrachloride and anhydrous aluminum chloride as catalyst in a double Friedel-Crafts alkylation of benzene. Alternatively, benzophenone is treated with phos- phorus pentachloride:
(C 6 H 5 ) 2 CO + PCl 5 → (C 6 H 5 ) 2 CCl 2 + POCl (^3)
5
10
15
20
25
30
35
40
45
50
55
[0028] The Friedel-Crafts alkylation involves the alkylation of an aromatic ring with an alkyl halide using a strong Lewis acid catalyst. With anhydrous ferric chloride as a catalyst, the alkyl group attaches at the former site of the chloride ion. This reaction suffers from the disadvantage that the product is more nucleophilic than the reactant. Consequently, overalkylation occurs. Furthermore, the reaction is only very useful for tertiary alkylating agents, some secondary alkylat- ing agents, or ones that yield stabilized carbocations (e.g., benzylic ones). In the case of primary alkyl halides, the incipient carbocation (R(+)^ -X-Al(-)^ -Cl 3 ) will undergo a carbocation rearrangement reaction. [0029] The Friedel-Crafts acylation involves the acylation of aromatic rings. Typical acylating agents are acyl chlorides. Typical Lewis acid catalysts are acids and aluminum trichloride. Friedel-Crafts acylation is also possible with acid an- hydrides. Reaction conditions are similar to the Friedel-Crafts alkylation. This reaction has several advantages over the alkylation reaction. Due to the electron-withdrawing effect of the carbonyl group, the ketone product is always less reactive than the original molecule, so multiple acylations do not occur. Also, there are no carbocation rearrangements, as the acylium ion is stabilized by a resonance structure in which the positive charge is on the oxygen. The viability of the Friedel-Crafts acylation depends on the stability of the acyl chloride reagent. [0030] A compound of relevance in the context of the present invention is terephthaloyl chloride (TCL, 1,4-benzen- edicarbonyl chloride), also known as terephthalic acid dichloride. The preferred IUPAC name is benzene-1,4-dicarbonyl dichloride. Other names are terephthaloyl dichloride, 1,4-benzenedicarbonyl chloride, benzene-1,4-dicarbonyl chloride, terephthalic acid dichloride, terephthaloyl dichloride, p-phthalyl chloride; and a common abbreviation is TCL. [0031] As stated before, all reactions known in the prior art either produce lots of waste and waste water, require expensive reagents or are not practicable in industrial scale. [0032] The disadvantages ofthe prior art are overcome by the presentinvention. Hence, this present invention provides a process without waste water, reasonable prices reagents and suitable for industrial scale. More particularly the object is solved by using very cheap clean and easy to make starting materials, and by using SbHal 5 based catalyst systems. The invention is also very advantageous even if fluorinated compounds are intended to be prepared, and furthermore, in one embodiment the Friedel-Crafts reaction of the invention optionally is performed in microreactor systems. [0033] The invention, in one aspect, is directed to a process of preparing a compound by Friedel-Crafts reaction, characterized in that the reaction is performed in the presence of an antimony pentahalide catalyst (SbHal 5 ), preferably in the presence of an activated antimony pentahalide catalyst (SbHal 5 ), optionally activated by hydrogen fluoride (HF). [0034] In another aspect, the invention is directed to a use of an antimony pentahalide catalyst (SbHal 5 ), preferably of an activated antimony pentahalide catalyst (SbHal 5 ), optionally activated by hydrogen fluoride (HF), as catalyst in Friedel-Crafts reaction. [0035] In a further aspect, the invention is directed to a use of an antimony pentahalide catalyst (SbHal 5 ), preferably of an activated antimony pentahalide catalyst (SbHal 5 ), optionally activated by hydrogen fluoride (HF), as catalyst in a process of preparing a compound by Friedel-Crafts reaction. [0036] In still a further aspect, the invention is directed to a process or use as defined here before, wherein the Friedel- Crafts reaction is combined with a fluorination reaction, which fluorination reaction may be prior to the Friedel-Crafts reaction, or which fluorination reaction may be after the Friedel-Crafts reaction. [0037] Accordingly, the invention also pertain in one embodiment to a process of preparing a compound by Friedel- Crafts reaction, characterized in that the reaction is performed in the presence of an antimony pentahalide catalyst (SbHal 5 ), preferably in the presence of an activated antimony pentahalide catalyst (SbHal 5 ), optionally activated by hydrogen fluoride (HF), and wherein the compound prepared is a fluorinated compound. [0038] Surprisingly, it was found that a fluorination catalyst normally used with excess of HF in an industrially beneficial process for preparing fluorobenzenes from halobenzene precursors using HF to form hydrogen halide, in addition can also provide for a beneficial and surprisingly simple use as a Friedel-Crafts catalyst if HF is used in "low" concentration, or HF is absent, and thus provides new opportunities of providing acylated or alkylated compounds as industrially interesting starting materials for the manufacture of compounds by Friedel-Crafts reaction, in a manner that was not known in the prior art before the present invention. The term "low" concentration is defined more particularly herein below in the detailed description of the invention. [0039] Halogenation catalysts and/or fluorination catalysts are well known to those skilled in the field, and preferably in context of the invention, based on Sb, As, Bi, Al, Zn, Fe, Mg, Cr, Ru, Sn, Ti, Co, Ni, preferably on the basis of Sb. More preferably a fluorination catalyst, especially an Sb fluorination catalysts providing the active species H 2 F +^ SbF 6 -^ , if SbHal 5 is kept in an excess of HF for a fluorination step prior or subsequent to the Friedel-Crafts reaction, but wherein in the Friedel-Crafts reaction itself the HF is used in "low" concentration only, e.g. in the ppm-range. [0040] According to the invention, antimony (Sb) is the best and cheapest catalyst, but As and Bi are also possible to be used as fluorination catalyst, and if desired also for the Friedel-Crafts reaction, in the oxidation stage III of the metals , especiallyinthepresenceofSbHal 5 withaSbHal-IIIshare,orwithshareofothermetalcompoundslikeMHal3compounds, e.g., AsHal 3 and BiHal 3. [0041] TheFriedel-Craftsreactioncanbeperformed inreactorsnormallyused in Friedel-Craftsreactions,butpreferably the reactors are resistant to hydrogen fluoride (HF), at least to traces of HF, e.g., in the ppm-range. The Friedel-Crafts
5
10
15
20
25
30
35
40
45
50
55
reaction may be performed batchwise process or in a continuous process. Continuous Friedel-Crafts reaction processes may be preferred. In the present invention, in one embodiment of the Friedel-Crafts reaction it is particularly preferred to employ a microreactor.
DETAILED DESCRIPTION OF THE INVENTION
[0042] As briefly described in the Summary of the Invention, and defined in the claims and further detailed by the following description and examples herein, the invention overcomes the shortage of the state of the art. [0043] Thereby, the disadvantages of the prior art are overcome by the present invention. Hence, this present invention provides a process without waste water, reasonable prices reagents and suitable for industrial scale. [0044] More particularly object is solved by using very cheap clean and easy to make starting materials, and by using SbHal 5 based catalyst systems. The invention is also very advantageous even if fluorinated compounds are intended to be prepared, and furthermore, in one embodiment the Friedel-Crafts reaction of the invention optionally is performed in microreactor systems; chemistry is given in the following schemes for some options, as examples, but without thereby intending to limit the invention.
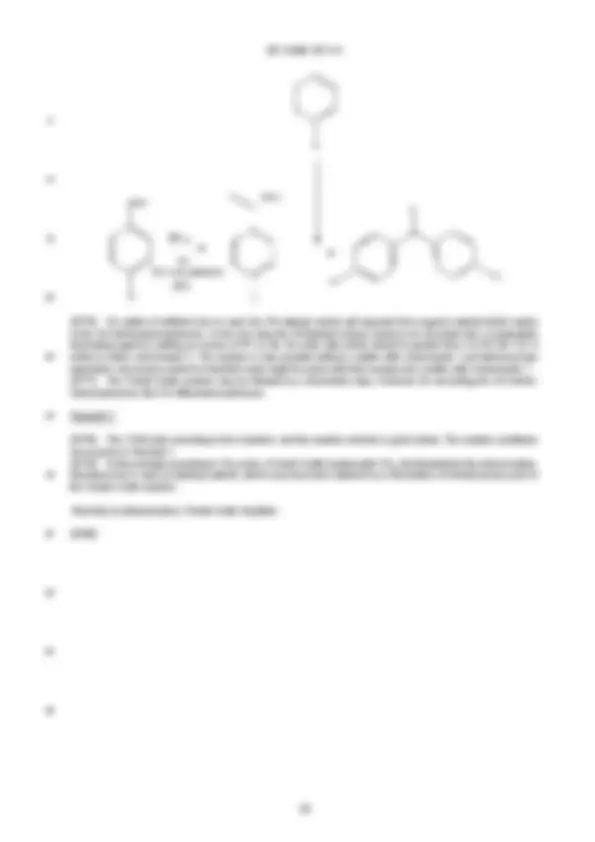
[0045] Alternatively to the use of 4-chlorobenzoic acid chloride, according to the invention it is also possible to use of p-chlorophenylboronic acid is another option. The reaction could be done in batch in one or several batch reactors or continuously in microreactor systems. The organic material is preferred separated from catalyst and HF by phase separation. The isolated organic material is subjected to further purification by crystallization (MP: 107°C). A boronic acid is a compound related to boric acid (B(OH)3) in which one of the three hydroxyl groups is replaced by an alkyl or aryl group. The general structure of a boronic acid is R"-B(OH)2, wherein R" is a substituent. As a compound containing a carbon-boron bond, members of this class thus belong to the larger class of organoboranes. Boronic acids act as Lewis acids.
5
10
15
20
25
30
35
40
45
50
55
5
10
15
20
25
30
35
40
45
50
55
[0050] In one aspect, the present invention pertains to a novel environmentally friendly process for the manufacture or synthesis, respectively, of acylated or alkylated aryl compounds, for example, acylated or alkylated benzenes, by the so-called Friedel-Crafts reaction, and a new catalyst therefore. The invention relates to a new process for performing the Friedel-Crafts reaction, and especially wherein said Friedel-Crafts reaction, as defined in the claims and as further described herein, relates to an environmentally friendly production of acylated or alkylated aryl compounds. In another aspect, the invention pertains to a novel Friedel-Crafts catalyst or a novel use of a catalyst in a Friedel-Crafts reaction, respectively. [0051] Thus, the present invention overcomes the disadvantages of the prior art processes, and in a surprisingly simple and beneficial manner, and as compared to the prior art processes, in particular, the invention provides a more efficient and energy saving processes, and also provides a more environmentally friendly process, for performing a Friedel-Crafts reaction. [0052] TheFriedel-Craftsreactioncanbeperformed inreactorsnormallyused in Friedel-Craftsreactions,butpreferably the reactors are resistant to hydrogen fluoride (HF), at least to traces of HF, e.g., in the ppm-range. The Friedel-Crafts reaction may be performed batchwise process or in a continuous process. Continuous Friedel-Crafts reaction processes may be preferred. In the present invention, in one embodiment of the Friedel-Crafts reaction it is particularly preferred to employ a microreactor.
The Catalyst:
[0053] Surprisingly, it was found that a fluorination catalyst normally used with excess of HF in an industrially beneficial process for preparing fluorobenzenes from halobenzene precursors using HF to form hydrogen halide, in addition can also provide for a beneficial and surprisingly simple use as a Friedel-Crafts catalyst if used in "low" concentration, and thus provides new opportunities of providing acylated or alkylated compounds as industrially interesting starting materials for the manufacture of compounds by Friedel-Crafts reaction, in a manner that was not known in the prior art before the present invention. [0054] The processes of the invention employ a halogenation catalyst, preferably a fluorination catalyst which also can be - but not exclusively - a so called Lewis acid. Halogenation is a chemical reaction that involves the addition of one or more halogens to a compound or material. The pathway and stoichiometry of halogenation depends on the structuralfeatures andfunctionalgroups of theorganic substrate,as wellason thespecifichalogen. Inorganiccompounds such as metals also undergo halogenation. Fluorination is a halogenation wherein F (fluorine) is the halogen introduced into a compound or material. Halogenation and/or fluorination are well known to those skilled in the art, as well as the halogenation catalysts and/or fluorination catalysts involved in these reactions. For example, the addition of halogens, e.g. chlorine and/or fluorine, to alkenes proceeds via intermediate halonium ions as an active species, wherein "halonium ion" in organic chemistry denotes any onium compound (ion) containing a halogen atom, e.g. herein in context of the invention a fluorine atom, carrying a positive charge. [0055] Halogenation catalysts and/or fluorination catalysts are well known to those skilled in the field, and preferably in context of the invention, based on Sb, As, Bi, Al, Zn, Fe, Mg, Cr, Ru, Sn, Ti, Co, Ni, preferably on the basis of Sb. More preferably a fluorination catalyst, especially an Sb fluorination catalysts providing the active species H 2 F +^ SbF 6 -^ , if SbHal 5 is kept in an excess of HF for a fluorination step prior or subsequent to the Friedel-Crafts reaction, but wherein
5
10
15
20
25
30
35
40
45
50
55
ments in energy efficiency, reaction speed and yield, safety, reliability, scalability, onsite/on-demand production, and a much finer degree of process control. [0065] Microreactors are used in "flow chemistry" to perform chemical reactions. [0066] In flow chemistry, wherein often microreactors are used, a chemical reaction is run in a continuously flowing stream rather than in batch production. Batch production is a technique used in manufacturing, in which the object in question is created stage by stage over a series of workstations, and different batches of products are made. Together with job production (one-off production) and mass production (flow production or continuous production) it is one of the three main production methods. In contrast, in flow chemistry the chemical reaction is run in a continuously flowing stream, wherein pumps move fluid into a tube, and where tubes join one another, the fluids contact one another. If these fluids are reactive, a reaction takes place. Flow chemistry is a well-established technique for use at a large scale when manufacturing large quantities of a given material. However, the term has only been coined recently for its application on a laboratory scale. [0067] Continuous flow reactors, e.g. such as used as microreactor, are typically tube like and manufactured from non-reactive materials, such known in the prior art and depending on the specific purpose and nature of possibly ag- gressive agents and/or reactants. Mixing methods include diffusion alone, e.g. if the diameter of the reactor is narrow, e.g. < 1 mm, such as in microreactors, and static mixers. Continuous flow reactors allow good control over reaction conditions including heat transfer, time and mixing. The residence time of the reagents in the reactor, i.e. the amount of time that the reaction is heated or cooled, is calculated from the volume of the reactor and the flow rate through it: Residence time = Reactor Volume / Flow Rate. Therefore, to achieve a longer residence time, reagents can be pumped more slowly, just a larger volume reactor can be used and/or even several microreactors can be placed in series, optionally just having some cylinders in between for increasing residence time if necessary for completion of reaction steps. In this later case, cyclones after each microreactor help to let formed HCI to escape and to positively influence the reaction performance. Production rates can vary from milliliters per minute to liters per hour. [0068] Some examples of flow reactors are spinning disk reactors (Colin Ramshaw); spinning tube reactors; multi-cell flow reactors; oscillatory flow reactors; microreactors; hex reactors; and aspirator reactors. In an aspirator reactor a pump propels one reagent, which causes a reactant to be sucked in. Also to be mentioned are plug flow reactors and tubular flow reactors. [0069] In the present invention, in one embodiment it is particularly preferred to employ a microreactor.
The Combination of Friedel-Crafts Reaction and Fluorination Reaction:
[0070] Antimony pentafluoride in an excess of anhydrous HF gives the superacid H 2 F +^ SbF 6 -^ , a strongly nucleophilic fluoride atom. It has been found that highly fluorinated SbF 5 in anhydrous HF as a solvent fluorinates benzenes and even deactivatedhalogenoben-zenes in anucleophilic exchange reaction,especiallychlorobenzene,andbromobenzene and derivatives, also very deactivated precursors can be used as starting materials. This fluorination reaction takes place in the presence of excess of HF. Surprisingly, now it was also found the catalyst used for fluorination in the presence of HF, can also be used as a Friedel-Crafts catalyst if no HF is present, or if HF is present only in "low" concentration. Sb-pentahalides, as such in inert solvents such as perfluorinated solvents, would function mainly as a Lewis acid and, upon hydrolysis, would provide phenols and biphenyls. Only if SbHal 5 undergoes a reduction to SbHal 3 a halogenation is possible, but not catalytically. Reactions of antimony pentafluorides with chlorobenzenes are unknown, and the skilled person would normally expect Friedel-Crafts products or just a polymerisation, decomposition or formation of undefined products and oligomers. In Journal of the Chemical Society, Perkin Transactions 2: Physical Organic Chemistry (1997) (11), 2301-2306 a reaction of chlorobenzene with phenyl disulfide is described, here SbCl 5 acts as a Friedel-Crafts catalyst, not as a halogenating reagent. In Theoretical and Experimental Chemistry (2011), 47 (2), 123-128, SbCl 5 is part of a chlorinating reagent for the scientific production of dichlorobenzene together with crown ethers and chlorine gas, but this may not be suitable as an industrial process. [0071] However, if the fluorination reaction is carried out in anhydrous HF as solvent and in a temperature range starting at slightly higher temperature than ambient temperature, the nucleophilic halogen-fluorine exchange takes place in very good yields and rapid reaction rates because in (excess) HF, a change of functionality of the antimony pentahalide from a Friedel-Crafts catalyst function to the nucleophilic fluorination functionality, or to the fluorination agent takes plac e, and namely in the form the super-acidic very strongly nucleophilic fluorine anion (F-^ ) which is offered to, e.g., the chlorobenzene as a reaction partner, and preferably to produce a nuclear fluorinated fluorobenzene. For example, in case of more active, the fluorination can take place already at a temperature starting from of about 40°C. But slightly higher temperatures than the said 40°C, of course, are also advantageous for bringing HCl, once formed, into the gas phase, and thereby the fluorination reaction is accelerated. Since antimony (Sb) in oxidation stage V (i.e., Sb-V) decom- poses to Sb-III at a temperature starting from about 130°C, and even without any reactants being present, the upper reaction temperature should not be too high. Accordingly, in one embodiment, the temperature of the fluorination reaction is in the range of from about 40°C to 130°C. In a preferred embodiment, the temperature of the fluorination reaction is
5
10
15
20
25
30
35
40
45
50
55
in the range of from about 40°C to 110°C, more preferably in the range of from about 50°C to 110°C, even more preferably in the range of from about 60°C to 110°C, and still more preferably in the range of from about 70°C to 110°C. Most preferably, the temperature of the fluorination reaction is in the range of from about 80°C to 110°C, which is the optimal temperature range. The preceding applies to all chlorobenzenes and chlorobenzene derivatives, including chloroben- zenes with chemically deactivating substituents such as other halogens or strong-pulling substituents such as cyano or nitro groups. Similarly,this applies to the manufacture othernuclearfluorinated aromatics, ifsuch othernuclearfluorinated aromatics shall be produced from the corresponding nuclear chlorinated aromatics as the starting material. For example, but without wishing to be bound to a theory, in nucleophilic reactions, substituents such as CN and NO 2 , which otherwise normally are deactivating, herein increase the reactivity towards nucleophiles, because electrons are attracted to the substituent, and thus the delta+ is increased at other positions and in the aromatic ring. [0072] In the following, the general embodiments of the invention shall be described in more detail, to illustrate breadth of the invention that is duly explored and based a skilled person’s educated guess, and thus derivable from the more specific embodiments described further below. [0073] The invention, in a first embodiment, is directed to a process of preparing a compound by Friedel-Crafts reaction, characterized in that the reaction is performed in the presence of an antimony pentahalide catalyst (SbHal 5 ), preferably in the presence of an activated antimony pentahalide catalyst (SbHal 5 ), optionally activated by hydrogen fluoride (HF). [0074] In a second embodiment, the invention is directed to a use of an antimony pentahalide catalyst (SbHal 5 ), preferably of an activated antimony pentahalide catalyst (SbHal 5 ), optionally activated by hydrogen fluoride (HF), as catalyst in Friedel-Crafts reaction. [0075] In a third embodiment, the invention is directed to a use of an antimony pentahalide catalyst (SbHal 5 ), preferably of an activated antimony pentahalide catalyst (SbHal 5 ), optionally activated by hydrogen fluoride (HF), as catalyst in a process of preparing a compound by Friedel-Crafts reaction. [0076] In a forth embodiment, the invention is directed to a process or use as defined here before, wherein the Friedel- Crafts reaction is combined with a fluorination reaction, which fluorination reaction may be prior to the Friedel-Crafts reaction, or which fluorination reaction may be after the Friedel-Crafts reaction. [0077] Accordingly, the invention also pertains in one embodiment to a process of preparing a compound by Friedel- Crafts reaction, characterized in that the reaction is performed in the presence of an antimony pentahalide catalyst (SbHal 5 ), preferably in the presence of an activated antimony pentahalide catalyst (SbHal 5 ), optionally activated by hydrogen fluoride (HF), and wherein the compound prepared is a fluorinated compound. [0078] The invention also pertains in one embodiment to a process of preparing a compound as described above, in particularacompound comprisingoneormorearomatic rings,byFriedel-Craftsreaction,characterizedin thatanaromatic ring of a starting material compound is reacted with a Friedel-Crafts reagent in the presence of an antimony pentahalide catalyst (SbHal 5 ), preferably in the presence of an activated antimony pentahalide catalyst (SbHal 5 ), optionally activated by hydrogen fluoride (HF), preferably wherein the compound prepared is a fluorinated compound. [0079] The invention also pertains in one embodiment to a process of preparing a compound as described above, wherein a starting material compound is selected from compounds having the formula (I):
wherein, in principle, the residue Rn can be any substituent that is "inert" under the reaction conditions of fluorination and Friedel-Crafts reaction; including, e.g., ring systems, and including inert heterocycles are possible to be used in the invention, but preferably wherein [0080] Rn independently denotes one or more substituents selected from the group consisting of hydrogen (H), nitro- gendioxide (NO 2 ), and if present preferably only one Rn group is nitrogendioxide (NO 2 ), halogen, preferably fluorine (F) or chlorine (Cl), a substituted or unsubstituted C1-C4 alkyl, a substituted or unsubstituted C1-C4 alkoxy, preferably a difluoralkoxy or trifluoralkoxy group, more preferably a difluormethoxy or trifluormethoxy group, a substituted or unsub- stituted C1-C4 haloalkyl wherein the halogen is selected from fluorine (F), chlorine (Cl), bromine (Br) or Jodine (J), a substituted or unsubstituted C1-C4 haloalkoxy wherein the halogen is selected from fluorine (F), chlorine (Cl), bromine (Br) or Jodine (J); and
5
10
15
20
25
30
35
40
45
50
55
R1 and R2 independently from each other denote a hydrogen, a tri-halogeno methyl group (-CHal 3 ), a halogeno carbonyl group (-(C=O)Hal) or a halogeno methyl group (-CH 2 Hal), and at least one of R1 and R2 is a tri-halogeno methyl group (-CHal 3 ), a halogeno carbonyl group (-(C=O)Hal) or a halogeno methyl group (-CH 2 Hal), and wherein each halogen (Hal) is selected from fluorine (F), chlorine (CI), bromine (Br) or Jodine (J), preferably wherein the halogen (Hal) is selected from fluorine (F) and chlorine (Cl), more preferably wherein the halogen (Hal) is chlorine (Cl); a boronic acid group;
wherein in the formula (III):
R3 independently denotes a substituted or unsubstituted C1-C4 alkyl, a substituted or unsubstituted C1-C4 haloalkyl wherein the halogen is selected from fluorine (F) and/or, chlorine, preferably wherein R3 is a C1-C4-perfluoroalkyl or is a C1-C4-chlorofluoroalkyl, and
X represents a halogen selected from fluorine (F), chlorine (Cl), bromine (Br) or Jodine (J), preferably wherein the halogen is selected from fluorine (F) or chlorine (Cl), more preferably wherein the halogen is chlorine (Cl); or X represents an anhydride group -O-(C=O)-R’3, wherein R’3 independently has the meaning as defined for R3, pref- erably wherein R’3 and R3 are the same; preferably wherein in an embodiment, wherein R3 is a C1-C4-perfluoroalkyl or is a C1-C4-chlorofluoroalkyl, and X is chlorine (Cl), for example, a representative Friedel-Crafts reagent is trifluoroacetylchloride; or wherein R3 is a C1-C4-perfluoroalkyl or is a C1-C4-chlorofluoroalkyl, and X is an anhydride group -O-(C=O)-R’3; a representative Friedel-Crafts reagent is trifluoroacetic acid anhydride, the anhydrides of chlorodifluoro acetic acid or of difluorchloro acetic acid;
wherein in the formula (IV):
R4 independently denotes a substituted or unsubstituted C1-C4 alkyl, a substituted or unsubstituted C1-C4 haloalkyl wherein the halogen is selected from fluorine (F) and/or chlorine, preferably wherein R4 is a C1-C4-perfluoroalkyl or is a C1-C4-chlorofluoroalkyl, and
Y represents a halogen, which may be at any position in R4, and wherein the selected from chlorine (Cl), bromine (Br) or Jodine (J), preferably wherein the halogen is chlorine (Cl); preferably wherein in an embodiment, wherein R4 is a C1-C4- perfluoroalkyl and Y is chlorine (Cl), for example, a representative Friedel-Crafts reagent is heptafluoropropyl chloride.
[0087] A boronic acid is a compound related to boric acid (B(OH)3) in which one of the three hydroxyl groups is replaced by an alkyl or aryl group. The general structure of a boronic acid is R"-B(OH)2, wherein R" is a substituent. As a compound containing a carbon-boron bond, members of this class thus belong to the larger class of organoboranes. Boronic acids act as Lewis acids. [0088] In principle, the residue R’n can be any substituent that is "inert" under the reaction conditions of fluorination and Friedel-Crafts reaction; including, e.g., ring systems, and including inert heterocycles are possible to be used in the invention. [0089] For example, in the process of preparing a compound as defined above, a Friedel-Crafts reagent is selected from compounds having the formula (II) as defined herein above, wherein
R’n independently denotes one or more substituents selected from the group consisting of hydrogen (H), fluorine (F), chlorine (CI), a substituted or unsubstituted methyl or ethyl group, preferably a methyl group; and
R1 and R2 independently from each other denote a hydrogen, a trichloromethyl group (-CCl 3 ), a carbonyl chloride group (-(C=O)Cl) or a chloromethyl group (-CH 2 Cl), and at least one of R1 and R2 is a trichloromethyl group (-CCl 3 ), a carbonyl chloride group (-(C=O)Cl) or a chloromethyl group (-CH 2 Cl), or a boronic acid group.
[0090] For example, in the process of preparing a compound as defined above, the Friedel-Crafts reagent is selected from compounds having the formula (II) as defined in claim 7, wherein R1 and R2 independently from each other denote a hydrogen, a carbonyl chloride group (-(C=O)Cl) or a chloromethyl group (-CH 2 Cl), and at least one of R1 and R2 is a carbonyl chloride group (-(C=O)Cl) or a chloromethyl group (-CH 2 Cl), or a boronic acid group. [0091] For example, in the process of preparing a compound as defined above, the Friedel-Crafts reagent is selected from the group compounds consisting of chlorobenzoic acid chloride, fluorobenzoic acid chloride, (4-chlorophenyl) bo-
5
10
15
20
25
30
35
40
45
50
55
ronic acid, benzene-dicarbonyl dichloride and chloromethyl chlorobenzene, preferably 4-chlorobenzoic acid chloride, benzene-1,4-dicarbonyl dichloride, and 4-(chloromethyl)-1-chlorobenzene. [0092] For example, in the process of preparing a compound as defined above, the Friedel-Crafts reagent is selected from compounds having the formula (II) as defined herein before, wherein the tri-halogeno methyl group (-CHal 3 ), or the trichloromethyl group (-CCl 3 ), respectively, is prepared in situ from tetrahalogenomethane in the process as defined above, or is prepared in situ from tetrachloromethane in the process as defined above, in the presence of the starting material compound. [0093] For example, in the process of preparing a compound as defined above, the Friedel-Crafts reagent is prepared in situ from tetrahalogenomethane, and the starting material compound is chlorobenzene and fluorobenzene. [0094] The invention also pertains in one embodiment to a process of preparing a compound by Friedel-Crafts reaction as defined above, characterized in that
(a) the reaction is performed in the presence of an antimony pentahalide catalyst (SbHal 5 ), preferably in the presence of an activated antimony pentahalide catalyst (SbHal 5 ), optionally activated by hydrogen fluoride (HF), and in that the process is a continuous process; or
(b) in case the process comprises two or more steps, comprising
(b1) as one of the steps a Friedel-Crafts reaction , wherein a starting material compound is reacted with a Friedel- Crafts reagent, in the presence of an antimony pentahalide catalyst (SbHal 5 ), optionally activated by hydrogen fluoride (HF) present in low concentration, and
(b2) one of the steps a fluorination reaction, wherein a compound is reacted in the presence of an antimony pentahalide catalyst (SbHal 5 ) with hydrogen fluoride (HF) present in excess concentration,
wherein at least one of the said steps (b1) and (b2) is a continuous process, preferably wherein of the said steps at least (b2) the step of a fluorination reaction is a continuous process, more preferably wherein of the said steps (b1) of Friedel-Crafts reaction, and (b2) of fluorination reaction both are a continuous process.
[0095] The invention also pertains in one embodiment to a process of preparing a compound as defined above, wherein at least one of the said continuous processes of the said steps (b1) and (b2),
preferably wherein of the said steps at least (b2) the step of a fluorination reaction is a continuous process,
more preferably wherein of the said steps (b1) of Friedel-Crafts reaction, and (b2) of fluorination reaction both are a continuous process,
wherein the continuous process is performed in at least one continuous flow reactor with upper lateral dimensions of about ≤ 5 mm, or of about ≤ 4 mm, preferably in at least one microreactor; most preferably wherein of the said steps at least (b2) the step of a fluorination reaction is a continuous process in at least one microreactor under one or more of the following conditions:
- flow rate: of from about 10 ml/h up to about 400 I/h; - temperature: of from about 30 °C up to about 150 °C; - pressure: of from about 4 bar up to about 50 bar; - residence time: of from about 1 second, preferably from about 1 minute, up to about 60 minutes.
[0096] For example, in the process of preparing a compound as defined above, at least one of the said continuous flow reactors, preferably at least one of the microreactors, independently is a SiC-continuous flow reactor, preferably independently is an SiC-microreactor. [0097] For example, in the process of preparing a compound as defined above, the process comprises in a further step (b3) purifying and/or isolating the targeted compound obtained in a process of preparing a compound as defined above, to yield the said purified and/or isolated compound.
5
10
15
20
25
30
35
40
45
50
55
of the invention, e.g. preferably to a microreactor. Continuously operated series of STRs is another option, but less preferred than using a microreactor. [0109] In the before said embodiments of the invention, the minimal lateral dimensions of the, e.g. preferentially pipe- like, continuous flow reactor can be about > 5 mm; but is usually not exceeding about 1 cm. Thus, the lateral dimensions of the, e.g. preferentially pipe-like, continuous flow reactor can be in the range of from about > 5 mm up to about 1 cm, and can be of any value therein between. For example, the lateral dimensions of the, e.g. preferentially pipe-like, continuous flow reactor can be about 5.1 mm, about 5.5 mm, about 6 mm, about 6.5 mm, about 7 mm, about 7.5 mm, about 8 mm, about 8.5 mm, about 9 mm, about 9.5 mm, and about 10 mm, or can be can be of any value intermediate between the said values. [0110] In the before said embodiments of the invention using a microreactor preferentially the minimal lateral dimen- sions of the microreactor can be at least about 0.25 mm, and preferably at least about 0.5 mm; but the maximum lateral dimensions of the microreactor does not exceed about≤ 5 mm. Thus, the lateral dimensions of the, e.g. preferential microreactor can be in the range of from about 0.25 mm up to about ≤ 5 mm, and preferably from about 0.5 mm up to about ≤ 5 mm, and can be of any value therein between. For example, the lateral dimensions of the preferential micro- reactor can be about 0.25 mm, about 0.3 mm, about 0.35 mm, about 0.4 mm, about 0.45 mm, and about 5 mm, or can be can be of any value intermediate between the said values. [0111] As stated here before in the embodiments of the invention in its broadest meaning is employing, preferentially pipe-like, continuous flow reactor with upper lateral dimensions of up to about 1 cm. Such continuous flow reactor, for example is a plug flow reactor (PFR). [0112] The plug flow reactor (PFR), sometimes called continuous tubular reactor, CTR, or piston flow reactors, is a reactor used to perform and describe chemical reactions in continuous, flowing systems of cylindrical geometry. The PFR reactor model is used to predict the behavior of chemical reactors of such design, so that key reactor variables, such as the dimensions of the reactor, can be estimated. [0113] Fluid going through a PFR may be modeled as flowing through the reactor as a series of infinitely thin coherent "plugs", each with a uniform composition, traveling in the axial direction of the reactor, with each plug having a different composition from the ones before and after it. The key assumption is that as a plug flows through a PFR, the fluid is perfectly mixed in the radial direction (i.e. in the lateral direction) but not in the axial direction (forwards or backwards). [0114] Accordingly, the terms used herein to define the reactor type used in the context of the invention such like "continuous flow reactor", "plug flow reactor", "tubular reactor", "continuous flow reactor system", "plug flow reactor system", "tubular reactor system", "continuous flow system", "plug flow system", "tubular system" are synonymous to each other and interchangeably by each other. [0115] The reactor or system may be arranged as a multitude of tubes, which may be, for example, linear, looped, meandering, circled, coiled, or combinations thereof. If coiled, for example, then the reactor or system is also called "coiled reactor" or "coiled system". [0116] In the radial direction, i.e. in the lateral direction, such reactor or system may have an inner diameter or an inner cross-section dimension (i.e. radial dimension or lateral dimension, respectively) of up to about 1 cm. Thus, in an embodiment the lateral dimension of the reactor or system may be in the range of from about 0,25 mm up to about 1 cm, preferably of from about 0,5 mm up to about 1 cm, and more preferably of from about 1 mm up to about 1 cm. [0117] In further embodiments the lateral dimension of the reactor or system may be in the range of from about > 5 mm to about 1 cm, or of from about 5.1 mm to about 1 cm. [0118] If the lateral dimension at maximum of up to about ≤ 5 mm, or of up to about ≤ 4 mm, then the reactor is called "microreactor". Thus, in still further microreactor embodiments the lateral dimension of the reactor or system may be in the range of from about 0,25 mm up to about ≤ 5 mm, preferably of from about 0,5 mm up to about ≤ 5 mm, and more preferably of from about 1 mm up to about ≤ 5 mm; or the lateral dimension of the reactor or system may be in the range of from about 0,25 mm up to about ≤ 4 mm, preferably of from about 0,5 mm up to about ≤ 4 mm, and more preferably of from about 1 mm up to about ≤ 4 mm. [0119] In case reactants are solid inert solvents may be used. Thus, if raw materials shall be used, then the said solid raw materials are dissolved in an inert solvent. A suitable solvent is e.g. acetonitrile, or fully or partially fluorinated alk anes like Pentafluorobutane (365mfc), linear or cyclic partially or fully fluorinated ethers like CF 3 -CH 2 -OCHF 2 (E245) or Oc- tafluorotetrahydrofuran. Often, if available or after a first synthesis, the product as such can also serve as inert solvent. [0120] In an alternative embodiment of the invention, it is also optionally desired to employ another continuous flow reactor than a microreactor, preferably if, for example, the (halogenation promoting, e.g. the halogenation or preferably the halogenation) catalyst composition used in the halogenation or fluorination tends to get viscous during reaction or is viscous already as a said catalyst as such. In such case, a continuous flow reactor, i.e. a device in which chemical reactions take place in a confinement with lowerlateral dimensions of greater than thatindicated above for a microreactor, i.e. of greater than about 1 mm, but wherein the upper lateral dimensions are about ≤ 4 mm. Accordingly, in this alternative embodiment of the invention, employing a continuous flow reactor, the term "continuous flow reactor" preferably denotes a device in which chemical reactions take place in a confinement with typical lateral dimensions of from about ≥ 1 mm
5
10
15
20
25
30
35
40
45
50
55
up to about ≤ 4 mm. In such an embodiment of the invention it is particularly preferred to employ as a continuous flow reactor a plug flow reactor and/or a tubular flow reactor, with the said lateral dimensions. Also, in such an embodiment of the invention, as compared to the embodiment employing a microreactor, it is particularly preferred to employ higher flow rates in the continuous flow reactor, preferably in the plug flow reactor and/or a tubular flow reactor, with the said lateral dimensions. For example, such higher flow rates, are up to about 2 times higher, up to about 3 times higher, up to about 4 times higher, up to about 5 times higher, up to about 6 times higher, up to about 7 times higher, or any intermediate flow rate of from about ≥ 1 up to about ≤ 7 times higher, of from about ≥ 1 up to about ≤ 6 times higher, of from about ≥ 1 up to about ≤ 5 times higher, of from about ≥ 1 up to about ≤ 4 times higher, of from about ≥ 1 up to about ≤ 3 times higher, or of from about ≥ 1 up to about ≤ 2 times higher, each as compared to the typical flow rates indicated herein for a microreactor. Preferably, the said continuous flow reactor, more preferably the the plug flow reactor and/or a tubular flow reactor, employed in this embodiment of the invention is configured with the construction materials as defined herein for the microreactors. For example, such construction materials are silicon carbide (SiC) and/or are alloys such as a highly corrosion resistant nickel-chromium-molybdenum-tungsten alloy, e.g. Hastelloy®, as described herein for the microreactors. [0121] A very particular advantage of the present invention employing a microreactor, or a continuous flow reactor with the before said lateral dimensions, the number of separating steps can be reduced and simplified, and may be devoid of time and energy consuming, e.g. intermediate, distillation steps. Especially, it is a particular advantage of the present invention employing a microreactor, or a continuous flow reactor with the before said lateral dimensions, that for separating simply phase separation methods can be employed, and the non-consumed reaction components may be recycled into the process, or otherwise be used as a product itself, as applicable or desired. [0122] In addition to the preferred embodiments of the presentinventionusing amicroreactoraccording to the invention, in addition or alternatively to using a microreactor, it is also possible to employ a plug flow reactor or a tubular flow reactor, respectively. [0123] Plug flow reactor or tubular flow reactor, respectively, and their operation conditions, are well known to those skilled in the field. [0124] Although the use of a continuous flow reactor with upper lateral dimensions of about ≤ 5 mm, or of about ≤ 4 mm, respectively, and in particular of a microreactor, is particularly preferred in the present invention, depending on the circumstances, it could be imagined that somebody dispenses with an microreactor, then of course with yield losses andhigherresidence time,highertemperature,and insteadtakesa plug flow reactororturbulentflowreactor,respectively. However, this could have a potential advantage, taking note of the mentioned possibly disadvantageous yield losses, namely the advantage that the probability of possible blockages (tar particle formation by non-ideal driving style) could be reduced because the diameters of the tubes or channels of a plug flow reactor are greater than those of a microreactor. [0125] The possibly allegeable disadvantage of this variant using a plug flow reactor or a tubular flow reactor, however, may also be seen only as subjective point of view, but on the other hand under certain process constraints in a region or at a production facility may still be appropriate, and loss of yields be considered of less importance or even being acceptable in view of other advantages or avoidance of constraints. [0126] In the following, the invention is more particularly described in the context of using a microreactor. Preferentially, a microreactor used according to the invention is a ceramic continuous flow reactor, more preferably an SiC (silicon carbide) continuous flow reactor, and can be used for material production at a multi-to scale. Within integrated heat exchangers and SiC materials of construction, it gives optimal control of challenging flow chemistry application. The compact, modular construction of the flow production reactor enables, advantageously for: long term flexibility towards different process types; access to a range of production volumes (5 to 400 l/h); intensified chemical production where space is limited; unrivalled chemical compatibility and thermal control. [0127] Ceramic (SiC) microreactors, are e.g. advantageously diffusion bonded 3M SiC reactors, especially braze and metal free, provide for excellent heat and mass transfer, superior chemical compatibility, of FDA certified materials of construction, or of other drug regulatory authority (e.g. EMA) certified materials of construction. Silicon carbide (SiC), also known as carborundum, is a containing silicon and carbon, and is well known to those skilled in the art. For example, synthetic SiC powder is been mass-produced and processed for many technical applications. [0128] For example, in the embodiments of the invention the objects are achieved by a method in which at least one reaction step takes place in a microreactor. Particularly, in preferred embodiments of the invention the objects are achieved by a method in which at least one reaction step takes place in a microreactor that is comprising or is made of SiC ("SiC-microreactor"), or in a microreactor that is comprising or is made of an alloy, e.g. such as Hastelloy C, as it is each defined herein after in more detail. [0129] Thus, without being limited to, for example, in an embodiment of the invention the microreactor suitable for, preferably for industrial, production an "SiC-microreactor" that is comprising or is made of SiC (silicon carbide; e.g. SiC as offered by Dow Corning as Type G1SiC or by Chemtrix MR555 Plantrix), e.g. providing a production capacity of from about 5 up to about 400 kg per hour; or without being limited to, for example, in another embodiment of the invention the microreactor suitable for industrial production is comprising or is made of Hastelloy C, as offered by Ehrfeld. Such
5
10
15
20
25
30
35
40
45
50
55
on the total alloy composition as 100 %, V (vanadium) can be present in the alloy in an amount of up to about 0.35 %, e.g. in a range of from about 0.1 % to about 0,35 %. Also, the percentage based on the total alloy composition as 100 %, optionally low amounts (i.e.≤ 0.1 %) of other element traces, e.g. independently of C (carbon), Si (silicon), Mn (manganese), P (phosphor), and/or S (sulfur). In such case of low amounts (i.e.≤ 0.1 %) of other elements, the said elements e.g. of C (carbon), Si (silicon), Mn (manganese), P (phosphor), and/or S (sulfur), the percentage based on the total alloy composition as 100 %, each independently can be present in an amount of up to about 0.1 %, e.g. each independently in a range of from about 0.01 to about 0.1 %, preferably each independently in an amount of up to about 0.08 %, e.g. each independently in a range of from about 0.01 to about 0.08 %. For example, said elements e.g. of C (carbon), Si (silicon), Mn (manganese), P (phosphor), and/or S (sulfur), the percentage based on the total alloy compo- sition as 100 %, each independently can be present in an amount of, each value as an about value: C≤ 0.01 %, Si ≤ 0.08 %, Mn ≤ 0.05 %, P ≤ 0.015 %, S ≤ 0.02 %. Normally, no traceable amounts of any of the following elements are found in the alloy compositions indicated above: Nb (niobium), Ti (titanium), Al (aluminum), Cu (copper), N (nitrogen), and Ce (cerium). [0136] Hastelloy® C-276 alloy was the first wrought, nickel-chromium-molybdenum material to alleviate concerns over welding (by virtue of extremely low carbon and silicon contents). As such, it was widely accepted in the chemical process and associated industries, and now has a 50-year-old track record of proven performance in a vast number of corrosive chemicals. Like other nickel alloys, it is ductile, easy to form and weld, and possesses exceptional resistance to stress corrosion cracking in chloride-bearing solutions (a form of degradation to which the austenitic stainless steels are prone). With its high chromium and molybdenum contents, it is able to withstand both oxidizing and non-oxidizing acids, and exhibits outstanding resistance to pitting and crevice attack in the presence of chlorides and other halides. The nominal composition in weight-% is, based on the total composition as 100 %: Ni (nickel) 57 % (balance); Co (cobalt) 2.5 % (max.); Cr (chromium) 16 %; Mo (molybdenum) 16 %; Fe (iron) 5 %; W (tungsten or wolfram, respectively) 4 %; further components in lower amounts can be Mn (manganese) up to 1 % (max.); V (vanadium) up to 0.35 % (max.); Si (silicon) up to 0.08 % (max.); C (carbon) 0.01 (max.); Cu (copper) up to 0.5 % (max.). [0137] In another embodiments of the invention, without being limited to, for example, the microreactor suitable for the said production, preferably for the said industrial production, is an SiC-microreactor that is comprising or is made only of SiC as the construction material (silicon carbide; e.g. SiC as offered by Dow Corning as Type G1SiC or by Chemtrix MR555 Plantrix), e.g. providing a production capacity of from about 5 up to about 400 kg per hour. [0138] It is of course possible according to the invention to use one or more microreactors, preferably one or more SiC-microreactors, in the production, preferably in the industrial production, of the fluorinated products according to the invention. If more than one microreactor, preferably more than one SiC-microreactors, are used in the production, preferably in the industrial production, of the fluorinated products according to the invention, then these microreactors, preferably these SiC-microreactors, can be used in parallel and/or subsequent arrangements. For example, two, three, four, or more microreactors, preferably two, three, four, or more SiC-microreactors, can be used in parallel and/or subsequent arrangements. [0139] For laboratory search, e.g. on applicable reaction and/or upscaling conditions, without being limited to, for example, as a microreactor the reactor type Plantrix of the company Chemtrix is suitable. Sometimes, if gaskets of a microreactor are made out of other material than HDPTFE, leakage might ocur quite soon after short time of operation because of some swelling, so HDPTFE gaskets secure long operating time of microreactor and involved other equipment parts like settler and distillation columns. [0140] For example, an industrial flow reactor ("IFR", e.g. Plantrix® MR555) comprises of SiC modules (e.g. 3M® SiC) housed within a (non-wetted) stainless steel frame, through which connection of feed lines and service media are made using standard Swagelok fittings. The process fluids are heated or cooled within the modules using integrated heat exchangers, when used in conjunction with a service medium (thermal fluid or steam), and reacted in zig-zag or double zig-zag, meso-channel structures that are designed to give plug flow and have a high heat exchange capacity. A basic IFR (e.g. Plantrix® MR555) system comprises of one SiC module (e.g. 3M® SiC), a mixer ("MRX") that affords access to A + B→ P type reactions. Increasing the number of modules leads to increased reaction times and/or system productivity. The addition of a quench Q/C module extends reaction types to A + B → P1 + Q (or C) → P and a blanking plate gives two temperature zones. Herein the terms "A", "B" and "C" represent educts, "P" and "P1" products, and "Q" quencher. [0141] Typical dimensions of an industrial flow reactor ("IFR", e.g. Plantrix® MR555) are, for example: channel dimen- sions in (mm) of 4 x 4 ("MRX", mixer) and 5 x 5 (MRH-I/MRH-II; "MRH" denotes residence module); module dimensions (width x height) of 200 mm x 555 mm; frame dimensions (width x height) of 322 mm x 811 mm. A typical throughput of an industrial flow reactor ("IFR", e.g. Plantrix® MR555) is, for example, in the range of from about 50 l/h to about 400 l/h. in addition, depending on fluid properties and process conditions used, the throughput of an industrial flow reactor ("IFR", e.g. Plantrix® MR555), for example, can also be > 400 l/h. The residence modules can be placed in series in order to deliver the required reaction volume or productivity. The number of modules that can be placed in series depends on the fluid properties and targeted flow rate.
5
10
15
20
25
30
35
40
45
50
55
[0142] Typical operating or process conditions of an industrial flow reactor ("IFR", e.g. Plantrix® MR555) are, for example: temperature range of from about -30 °C to about 200 °C; temperature difference (service - process) < 70 °C; reagent feeds of 1 to 3; maximum operating pressure (service fluid) of about 5 bar at a temperature of about 200 °C; maximum operating pressure (process fluid) of about 25 bar at a temperature of about ≤ 200 °C.
Further details of the reactors used in the invention:
[0143] As to the term "microreactor": A "microreactor" or "microstructured reactor" or "microchannel reactor", in one embodiment of the invention, is a device in which chemical reactions take place in a confinement with typical lateral dimensions of about ≤ 1 mm; an example of a typical form of such confinement are microchannels. Generally, in the context of the invention, the term "microreactor": A "microreactor" or "microstructured reactor" or "microchannel reactor", denotes a device in which chemical reactions take place in a confinement with typical lateral dimensions of about ≤ 5 mm, or of about ≤ 4 mm. [0144] Microreactors are studied in the field of micro process engineering, together with other devices (such as micro heat exchangers) in which physical processes occur. The microreactor is usually a continuous flow reactor (contrast with/to a batch reactor). Microreactors offer many advantages over conventional scale reactors, including vast improve- ments in energy efficiency, reaction speed and yield, safety, reliability, scalability, onsite/on-demand production, and a much finer degree of process control. [0145] Microreactors are used in "flow chemistry" to perform chemical reactions. [0146] In flow chemistry, wherein often microreactors are used, a chemical reaction is run in a continuously flowing stream rather than in batch production. Batch production is a technique used in manufacturing, in which the object in question is created stage by stage over a series of workstations, and different batches of products are made. Together with job production (one-off production) and mass production (flow production or continuous production) it is one of the three main production methods. In contrast, in flow chemistry the chemical reaction is run in a continuously flowing stream, wherein pumps move fluid into a tube, and where tubes join one another, the fluids contact one another. If these fluids are reactive, a reaction takes place. Flow chemistry is a well-established technique for use at a large scale when manufacturing large quantities of a given material. However, the term has only been coined recently for its application on a laboratory scale. [0147] Continuous flow reactors, e.g. such as used as microreactor, are typically tube like and manufactured from non-reactive materials, such known in the prior art and depending on the specific purpose and nature of possibly ag- gressive agents and/or reactants. Mixing methods include diffusion alone, e.g. if the diameter of the reactor is narrow, e.g. < 1 mm, such as in microreactors, and static mixers. Continuous flow reactors allow good control over reaction conditions including heat transfer, time and mixing. The residence time of the reagents in the reactor, i.e. the amount of time that the reaction is heated or cooled, is calculated from the volume of the reactor and the flow rate through it: Residence time = Reactor Volume / Flow Rate. Therefore, to achieve a longer residence time, reagents can be pumped more slowly and/or a larger volume reactor used. Production rates can vary from milliliters minute to liters per hour. [0148] Some examples of flow reactors are spinning disk reactors (Colin Ramshaw); spinning tube reactors; multi-cell flow reactors; oscillatory flow reactors; microreactors; hex reactors; and aspirator reactors. In an aspirator reactor a pump propels one reagent, which causes a reactant to be sucked in. Also to be mentioned are plug flow reactors and tubular flow reactors. [0149] In the present invention, in one embodiment it is particularly preferred to employ a microreactor. [0150] In an alternative embodiment of the invention, it is also optionally desired to employ another continuous flow reactor than a microreactor, preferably if, for example, the (halogenation promoting, e.g. the halogenation or preferably the halogenation) catalyst composition used in the halogenation or fluorination tends to get viscous during reaction or is viscous already as a said catalyst as such. In such case, a continuous flow reactor, i.e. a device in which chemical reactions take place in a confinement with lowerlateral dimensions of greater than thatindicated above for a microreactor, i.e. of greater than about 1 mm, but wherein the upper lateral dimensions are about≤ 5 mm, or of about≤ 4 mm. Accordingly, in this alternative embodiment of the invention, employing a continuous flow reactor, the term "continuous flow reactor" preferably denotes a device in which chemical reactions take place in a confinement with typical lateral dimensions of from about ≥ 1 mm up to about ≤ 5 mm, or of about ≤ 4 mm. In such an embodiment of the invention it is particularly preferred to employ as a continuous flow reactor a plug flow reactor and/or a tubular flow reactor, with the said lateral dimensions. Also, in such an embodiment of the invention, as compared to the embodiment employing a microreactor, it is particularly preferred to employ higher flow rates in the continuous flow reactor, preferably in the plug flow reactor and/or a tubular flow reactor, with the said lateral dimensions. For example, such higher flow rates, are up to about 2 times higher, up to about 3 times higher, up to about 4 times higher, up to about 5 times higher, up to about 6 times higher, up to about 7 times higher, or any intermediate flow rate of from about ≥ 1 up to about ≤ 7 times higher, of from about ≥ 1 up to about ≤ 6 times higher, of from about ≥ 1 up to about ≤ 5 times higher, of from about ≥ 1 up to about ≤ 4 times higher, of from about ≥ 1 up to about ≤ 3 times higher, or of from about ≥ 1 up to about ≤ 2 times higher,