Download Food Engineering- Thermal Processing and more Lecture notes Food Process Engineering in PDF only on Docsity!
Thermal Process
Calculations
conditions were
originally found
by trial and error
Information on Resources Product Quality Attributes Processing Parameters Outcome benchmarks Set Product and Process Conditions Images of Selected Failed Cans Process Graphs Sound Cans Sensory Images of Sound Inspection Cans’ Content YES Visual NO Sterility Tests Evaluation & Testing Images Acceptability Report YES Acceptability NO Tests Conditions Testing and values: pH, colour, doneness... YES NSP Scenarios Approve & Adopt The Process ON / OFF Restart using same parameters Failed Cans Retry with Similar / Diff. Parameters
- (^) Attempts to mathematically define the thermal processing started in early 1920s
- (^) Process Time & temperature calculation need the following data: - (^) Heat resistance of spores present, and - (^) The temperature history of the SHP in the product.
- (^) Previously we have defined thermal destruction rate of spores with their D and z values
Let’s now try to use these definitions.
It is the killing effect (power) of any temperature on
spores.
The Lethal rate at each temperature at the thermal
center of the container is shown by symbol “L”.
The L value at 121.1 C is assumed to be 1. L
The L values can be either:
Calculated from: L = 10T-121.1 / z
Taken from tables, or
Read from the straight line graph drawn plotting log of lethal
rates (LR) versus temperature.
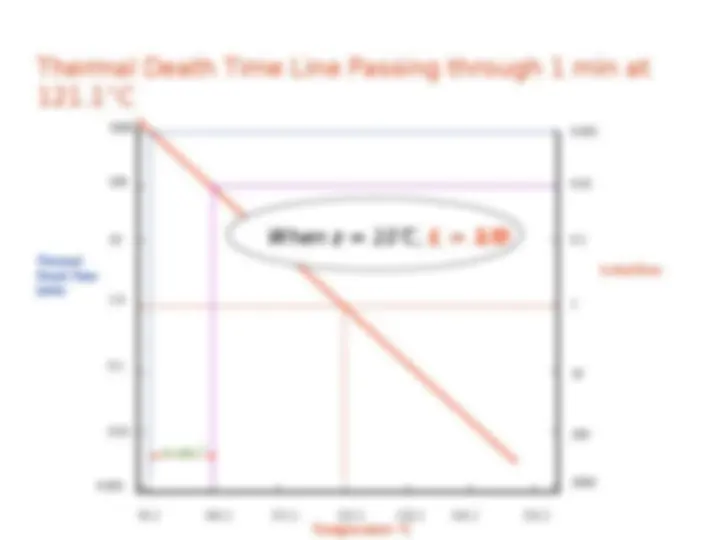
What is “Lethal Rate”?
10 100 1000 1000 100 10 1
91.1 101.1 111.1 121.1 131.1 141.1 151. Temperature °C Z= 10 C ° Thermal Death Time (min) Lethal Rate Thermal Death Time Line Passing through 1 min at 121.1°C When z = 10 C, L = 1/D
Commonly an F value of 12 D is used for botulinum cook. F is specific of one organism and is shown as: F 10 or F 18 121.1°C 250°F
- (^) Fs : TDT for the entire can,
- Fc : TDT at the thermal center of the can.
- (^) For Convection HT: Fc = Fs= D (log a - log b)
- For Conduction HT: Fc < Fs
Fc = Fs - (1.2 D)
At reference temperature (121.1C) and z of 10C Fc becomes Fo to demonstrate total process lethality. For low-acid products Fo ranges from 2 to 10 min, and is determined by the product pH, CHO level, and container size.
pH CHO %
CSIRO Division of Food Research recommends an
F o of 4.0 min for all LACF under GMP condition.
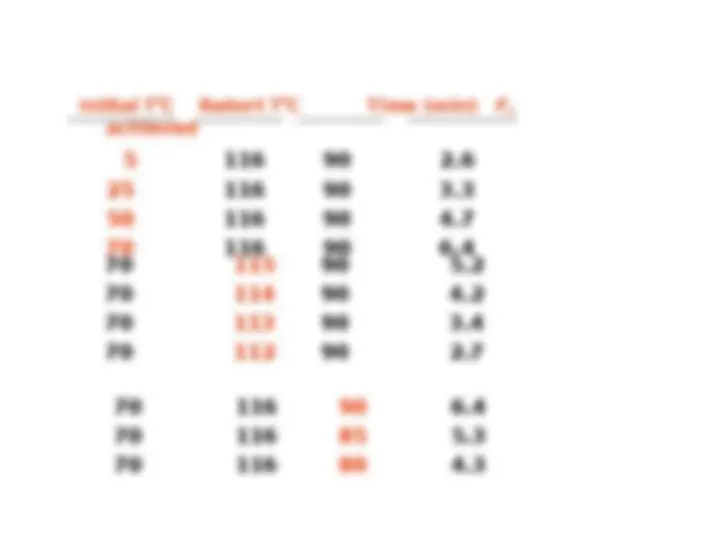
Process Specifications v Fo of a
Process.
e.g. A process of 65 min @ 121.1C may deliver :
• An Fo of 6.2 min in a 450 g can, but
• An Fo of 11.5 min in a 225 g can
F
o
requirement as a function of pH &
CHO%
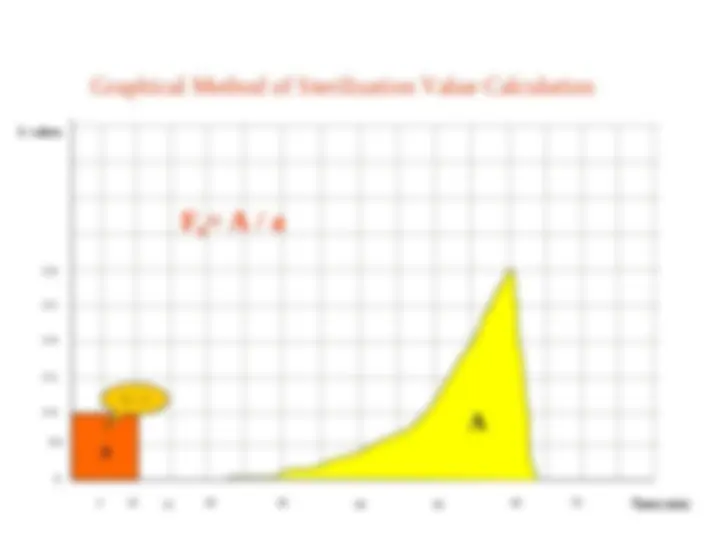
A. Graphical Method
- Select the slowest-heating can from the thermal data,
- Choose an appropriate time interval (1-5 min for conduction,
10-30 seconds for convection heating cans),
- Calculate the L values for each T°C (or use table of L)
- Plot the graph of L value v time on a linear graph paper
- Measure the area “A” under the curve (How?)
- Find area “a” on the graph paper equivalent to Fo = 1 min
- The Fo of the process is determined by A/a. Advantages:
- takes account of the entire heating & cooling effects,
- thermal characteristics of the product need not to be known,
- gives a good estimation of Fo value,
- is applicable to complex heating and cooling situations.
B. Trapezoidal Integration
Advantages:
• No need to draw the graph of L vs Time
• can be applied to complex heating/cooling situations,
• gives a reasonable estimation of Fo
1. The graph of L vs time is divided in equal parts,
2. The area of each part is calculated, and multiplied
by the time interval.
Alternatively, on a spread sheet containing thermal
data,
• enter the L values for each TC in the 3rd column
• divide the sum of the first and last values by 2,
• add this to the sum of all other L values, then
• multiply the result by the time interval.
Production Records:
- (^) name of the product
- (^) retort number
- (^) size of the container
- (^) number of the retort baskets
- (^) product code
- (^) process temperature (MIGT & Chart recorder)
- (^) Gauge pressure
- (^) time steam was turned on
- (^) venting duration
- (^) come-up-time
- (^) time zero of process (end of come-up-time)
- (^) time cooling started and the duration of cooling. Any deviation from specified process will adversely affect the Fo achieved, thus reducing product safety and/or resulting in product spoilage.
Therefore:
- (^) Calibration of all instruments and probes is important,
- (^) Cu-Constantan thermocouples must be calibrated and handled very carefully and gently,
- (^) Locating thermocouples in the thermal center of the can is very important
- (^) Appropriate reading intervals must be selected:
- (^) 1 reading every 3-5 min for conduction
- (^) 1 reading every 30 sec or less for convection.
- (^) It is desirable to have at least 20 readings over heating phase and 10 readings over cooling phase.