Download Gas Absorption Experiment: Hydrodynamic Characteristics and Efficiency Factors and more Study Guides, Projects, Research Fluid Mechanics in PDF only on Docsity!
The University of Jordan
School of Engineering
Department of Chemical Engineering
Chemical Engineering Laboratory ( 3 ) 0915561
Experiment Number ( 1 ): Gas absorption
Type of the report: Full report
Instructor: Eng. Rula Mohammad
Performing Date: 24- 10 - 2023
Submission Date: 7 - 11 - 2023
Name Id Number
Yasmeen AlHesban 0189776
Saja AlQaisi 0194344
Malak AlDawoud 0197630
Sara AlBanna 0198333
Aya Faraj 0198376
1.1: Abstract
The gas absorption experiment aimed to study the hydrodynamic characteristics of a packed
column (glass Raschig rings), the key factors that influenced the efficiency of gas absorption
were systematically investigated, altering both pressure drop and air flow rate, transitioning
from dry column conditions to wet packing (countercurrent flow). Initially, air flow rates
ranged from 30 to nearly 200 L/min. Subsequently, water flow rates were adjusted to 3
L/min, 4 L/min, and 5 L/min. Throughout these changes, the pressure drop across the column
was recorded using H 2
O manometer flow low ∆p and mmHg for high ∆p by manipulating
parameters such as gas flow rate liquid flow rate .Also to determined mass transfer
coefficients, the number of transfer units, and the effective height equivalent to a transfer unit
by the titration of process steady state effluent (H 2
CO
3
resulting from the absorption of CO 2
gas by water (absorbent)).The results indicate that as gas flow increases, the pressure drop
also increases. Notably, in wet columns, the pressure drop is greater than that in dry columns.
Additionally, when the gas flow rate is held constant, an increase in liquid flow rate results in
a corresponding increase in pressure drop. Moreover, data related to flooding and loading
points in the column were estimated and presented.
II
1. 2 : Introduction
Gas absorption is a vital separation process that plays a pivotal role in a range of industrial
applications, such as chemical manufacturing, petrochemical, environmental remediation, and
pharmaceuticals, among others. Understanding the principles and dynamics of gas absorption
is essential for optimizing these processes, ensuring environmental compliance, and
achieving desired product purity and quality.
This process involves preferential dissolution of one or more component in liquid involves
transfer of the solute through the gas to the gas–liquid interface, across the interface, and into
the liquid, the rate of solute transfer is proportional to departure from equilibrium. The
efficiency of this process is influenced by a variety of factors, including the properties of the
gas and liquid phases, the contact area between them, and the overall process conditions.
Achieving a deep understanding of these factors and their interplay is crucial for optimizing
industrial processes, ensuring environmental compliance, and enhancing product quality.
Choice of Solvents for absorption (The choice depends on the operation):
In general: For Production of a specific solution (HCI acid) Solvents is specified by Nature
of production. For Removal of a certain constituent choice is often possible (water is cheapest
and most available).
- Gas solubility: Good solubility is obtained if solute and solvent have similar chemical
nature (the solubility is greater for low molecular weight solvents).
- Volatility: Solvent should have low vapor pressure at operating temperature to minimize
losses of solvent.
Cost: Solvent should be inexpensive losses are not costly
Other Factors: Solvent should be: Non-toxic, Non-flammable, Chemically stable, Have
low freezing point.
Packing, is an essential component in gas absorption experiments, holds a crucial role in
augmenting the efficiency of the absorption process and attaining optimal performance. Its
function is to facilitate intimate contact between a gaseous phase and a liquid absorbent,
thereby optimizing mass transfer and the extraction of specific components. The selection of
packing materials, their geometries, and their arrangement within the absorption column
significantly impacts the available interfacial area for mass transfer, pressure drop, and
overall process efficiency. This characteristic proves particularly vital when handling dilute
gaseous species or striving for high absorption efficiency.
A wide array of packing materials finds application in gas absorption, encompassing
structured packings with regular geometric surfaces and random packings composed of
irregularly shaped pieces. The choice of packing hinges upon considerations such as the
specific gas-liquid system, the desired absorption rate, and constraints imposed by pressure
drop limitations.
The dynamics of gas and liquid phases within the packing bed significantly affect the overall
efficiency of absorption. Therefore, an adept packing design must strike a balance between
the requirements for efficient mass transfer and the concerns surrounding pressure drop. A
comprehensive understanding of the hydrodynamics within the packing is paramount to
achieving efficiency without incurring excessive energy consumption.
The efficiency of gas absorption is intimately linked to the interfacial area between the gas
and liquid phases and the concentration gradients at the interface. diffusion is responsible for
the transport of gaseous components through the gas phase and their eventual interaction with
the liquid absorbent by allowing gas molecules to move from areas of higher concentration in
the gas phase to areas of lower concentration in the liquid phase, Molecular diffusion is
extremely slow it occurs in fluids that are stagnant, or in laminar or turbulent motion.
1. 3 : Theory
When liquid and gas flow in countercurrent, the effect at low gas flow rates is the same as wet
packing: The pressure drop increases and the pressure drop follows the quadratic law. Further
increases in gas or liquid flow will result in parts of the tower being unable to discharge liquid.
The pressure drops for dry packaging (kg.m
) is given by:
𝑑
𝑜
2
𝑔
Where:
𝑔𝑜= mass velocity of the gas based on the total cross section of the tower (kg.m
.s
𝑔
= gas density (kg.m
C= constant which equals to 264 for 10 mm Raschig rings.
Pressure drops for wetted packing (kg.m
) is given by:
𝑑
𝐼
1. 4 : Apparatus
Gas Absorption Column, or "CAG" is a scale model used to study hydrodynamic and
absorption processes in densely packed columns. This device uses a watery solution that
descends along a column to absorb CO 2
or ammonia from a mixture with air (in this
experiment CO 2
is the absorbent). The unit's principal components are:
- Packed column: a glass cylindrical column packed with Raschig rings.
2.Liquid circuit (Water): a pump drives the liquid, which is kept in a PVC tank, towards the
column. Via a glass diffusion shower at its upper end, it feeds the column. After crossing the
column, the liquid is returned to the storage tank. The liquid flow that arrives to the column is
measured with a flowmeter. Aeration in the storage tank allows CO 2
to be desorbed from the
liquid previously loaded in the column.
3.Gas circuit (air and CO 2
): it consists of a CO 2
and air (supplied by a blower) mixture
current. Both gaseous currents are mixed, and then enter the base of the column through a
side inlet located below the bed level, so that the gaseous mixture is as homogeneous as
possible. Both gas flows are measured by flowmeters.
4.CO
2
measuring system: it permits the concentration of this gas to be determined in currents
originating from the upper and central regions of the column.
The following figures represent the main part of gas absorption apparatus:
- Water supply tank.
- Air pump.
- Water pump.
- Air turns on/off bottom.
- Water turns on/off bottom.
- Air flow valve.
- Water flow valve.
- Air flow meter, entering from the bottom, counter current contact.
- Water flow meter, we can control the flow through the valves, entering the column from
the top.
- Absorption column packed with Raschig rings (Raschig rings are pieces of tube,
approximately equal in length and diameter, used in large numbers as a packed bed within
columns. They provide a large surface area within the volume of the column for
interaction between liquid and gas vapors).
- Mercury manometer.
- Water manometer.
- Balance tank, to obtain constant level of water at the bottom of the column.
14. CO
2
flow meter.
15. CO
2
inlet to mix point.
- Air inlet to mix point.
- Outlet stream of mixed gases (CO 2
and air) entering the column at the same entering
point of air stream.
Figure (1): Gas Absorption column
6 7
1
3
8 9
14
2
4 5
12 11
13
10
- Repeat the process again while packing column in wet, we slightly open the water flow rate
valve to wet the packing, to compare the p across wet and dry packing (wet packing).
After wetting the packing, open the air pump and take readings
Rerun the process again using different water flowrate values (3,4,5).
1. 5 .2: Determination of mass transfer coefficients, the number of transfer units, and the
effective height equivalent to a transfer unit
- To determine the mass transfer coefficient, adjust the flow rates of water and air so that
Conditions in the absorption tower between the flood point and the loading point.
- Allow CO 2
to flow into the column at a specified flow rate, apply constant flow rates of air,
water, and CO 2
. Please note the inlet pressure and CO 2
temperature.
- Take a steady-state effluent sample and determine the CO 2
concentration contained in it by
quenching 25 ml of the effluent (H 2
CO
3
) and titrating it with NaOH solution 0.03 M with
several drops of phenolphthalein indicator converting the solution from colorless to pink (end
point).
1. 6 Results
1. 6 .1 Hydrostatic Characteristics of a packed column
Table (1): Experiment parameters.
Z (m) T (◦C) ρ (Kg/L) D (m) A (m
2
)
2 25 0.001 067 0.075 0.004 42
1. Dry packing
Table (2): Results of pressure drop in dry packing absorption.
Air flow rate
(L/min)
∆P
(mmH 2
O)
∆P/z Log(∆P/z)
Ga
(Kg/m
2
.min)
Log(Ga)
30 2 1 0.000 7.243 0.
50 5 2.5 0.398 12.071 1.
70 7 3.5 0.544 16.900 1.
90 9 4.5 0.653 21.728 1.
110 17 8.5 0.929 26.556 1.
130 23 11.5 1.061 31.385 1.
150 31 15.5 1.190 36.213 1.
170 39 19.5 1.290 41.042 1.
190 47 23.5 1.371 45.870 1.
210 57 28.5 1.455 50.699 1.
2. Wet packing
Table ( 3 ): Results of pressure drop in wet packing absorption.
Air flow rate
(L/min)
∆P
(mmH 2
O)
∆P/z Log(∆P/z)
Ga
(Kg/m
2
.min)
Log(Ga)
30 2 1 0.000 7.243 0.
50 4 2 0.301 12.071 1.
70 8 4 0.602 16.900 1.
90 12 6 0.778 21.728 1.
110 19 9.5 0.978 26.556 1.
130 25 12.5 1.097 31.385 1.
150 33 16.5 1.217 36.213 1.
170 41 20.5 1.312 41.042 1.
190 51 25.5 1.407 45.870 1.
210 59 29.5 1.470 50.699 1.
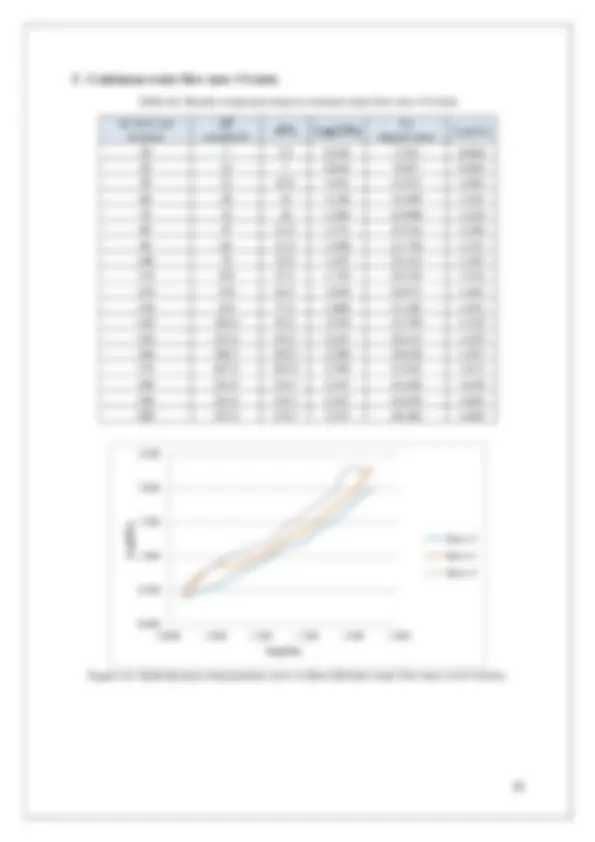
4. Continuous water flow rate= 4 L/min
Table (5): Results of pressure drop-in constant water flow rate =4 L/min.
Air flow rate
(L/min)
∆P
(mmH 2
O)
∆P/z Log(∆P/z)
Ga
(Kg/m
2
.min)
Log(Ga)
30 5 2.5 0.398 7.243 0.
40 14 7 0.845 9.657 0.
50 14 7 0.845 12.071 1.
60 18 9 0.954 14.485 1.
70 23 11.5 1.061 16.900 1.
80 32 16 1.204 19.314 1.
90 40 20 1.301 21.728 1.
100 48 24 1.380 24.142 1.
110 60 30 1.477 26.556 1.
120 73 36.5 1.562 28.971 1.
130 90 45 1.653 31.385 1.
140 112 56 1.748 33.799 1.
150 136.0 68.0 1.832 36.213 1.
160 163.1 81.6 1.912 38.628 1.
170 190.3 95.2 1.978 41.042 1.
180 231.1 115.6 2.063 43.456 1.
190 367.1 183.5 2.264 45.870 1.
200 380.7 190.3 2.280 48.284 1.
5. Continuous water flow rate= 5 L/min
Table (6): Results of pressure drop-in constant water flow rate = 5 L/min.
Air flow rate
(L/min)
∆P
(mmH 2
O)
∆P/z Log(∆P/z)
Ga
(Kg/m
2
.min)
Log(Ga)
30 7 3.5 0.544 7.243 0.
40 14 7 0.845 9.657 0.
50 21 10.5 1.021 12.071 1.
60 28 14 1.146 14.485 1.
70 32 16 1.204 16.900 1.
80 47 23.5 1.371 19.314 1.
90 63 31.5 1.498 21.728 1.
100 79 39.5 1.597 24.142 1.
110 105 52.5 1.720 26.556 1.
120 129 64.5 1.810 28.971 1.
130 155 77.5 1.889 31.385 1.
140 190.3 95.2 1.978 33.799 1.
150 353.5 176.7 2.247 36.213 1.
160 380.7 190.3 2.280 38.628 1.
170 407.9 203.9 2.309 41.042 1.
180 353.5 176.7 2.247 43.456 1.
190 353.5 176.7 2.247 45.870 1.
200 353.5 176.7 2.247 48.284 1.
Figure ( 4 ): Hydrodynamic characteristic curve at three different water flow rates (3,4,5 L/min).
0.800 1.000 1.200 1.400 1.600 1.
Log(P/z)
Log(Ga)
Rate=
Rate=
Rate=
1. 7 : Discussion
Gas absorption is the removal of one or more selected components from a mixture of gases
by absorption into a suitable liquid based on interphase mass transfer controlled largely by
rates of diffusion according to the thin film theory.
To achieve maximum efficiency for a packed column at a given capacity and cost, packing is
added, which increases vapor-liquid contact area therefore increasing the diffusion of gas into
the liquid, thus enhancing the packed column efficiency. In this experiment, the tower is
filled with randomly packed Raschig rings.
As shown in Figure ( 1 ): In dry and wet packing the pressure drop is directly
proportional(linearly) to the gas flow rate. The pressure drop depends on the available cross-
sectional area (voids between the packing), when the column is wet the voids between the
packing are smaller, thus the gas velocity would be higher resulting in a higher pressure drop.
Although in wet packing the effective open cross-section of the packing is not appreciably
different from that of dry packing, that explains the close pressure drop values between wet
and dry packing.
The pressure drop of a gas flowing upward through a packing counter-currently to liquid flow
is characterized graphically in Figure ( 2 ), which shows that the pressure drop is higher at
higher liquid flow rates because the effective open cross-section is smaller due to the
presence of liquid. At all liquid rates, the pressure drop stays proportional to the gas velocity.
At any given liquid flow rate as the gas flow rates get higher, a portion of the energy of the
gas stream is used to support an increasing quantity of liquid in the column, and the pressure
drop increases due to the liquid accumulation in the packing voids and that is called the
loading zone. As the liquid holdup increases, the effective orifice diameter may become so
small that the liquid surface becomes continuous across the cross-section of the column.
Column instability occurs along with a rising continuous-phase liquid body in the column.
Pressure drop shoots up with only a slight change in gas rate, and that is called the flooding
point.
As shown in table ( 7 ) the overall mass transfer coefficient - which is an indicator on the
efficiency of the gas transfer to the liquid - , the number of transfer units and the unit height
were calculated based on:
- the gas phase (mixture of carbon dioxide and air) properties such as diffusivity, density,
CO
2
concentration and driving force.
Operating Conditions: Flow rates, temperature.
Column Geometry: The type of packing and column diameter. The concentration of the
absorbed carbon dioxide was determined using titration.
1. 8 : Conclusion:
- The pressure drop is linearly proportional in dry and wet packing, and it is higher in
wet packing.
- Increasing the liquid flow rate decreases the available cross-sectional area (voids) the
gas can move through resulting in a higher pressure drop.
- As the gas flow rate increases at a given liquid flow rate, the loading zone will be
reached when the gas starts to resist the liquid movement downward, resulting in
holding more liquid in the column and reaching a higher pressure drop.
- As the liquid continues to accumulate in the packed column the flooding zone will be
reached.
- The flooding point and loading zone are crucial information in designing the packed
column.
- Calculating the overall mass transfer coefficient, the, number of transfer units and the
unit height depends on the gas and liquid properties, the operation conditions and the
column design.
1. 10 : Notations
Table (8): Nomenclature
Symbol Description Unit
A Column cross sectional area m
2
𝐵 Constant for wet packed column equals to 0.084 for 10 mm Raschig rings
C Constant for dry packed column equals to 264 for 10 mm Raschig rings.
𝐶
𝑁𝑎𝑂𝐻
Concentration of NaOH mol/L
𝐶
𝐶𝑂 2
Concentration of CO 2
mol/L
𝐷 Diameter of packed column cm
𝐺𝑠 Flow of insoluble gas (carrier) mole/time/unit cross sectional area
H og
Height of transfer unit for gas
phase
m
H og
Height of transfer unit for liquid
phase
m
K og
The overall mass transfer
coefficient based on the gas phase
mol/m
3
.s
𝐿𝑠 Flow of liquid (carrier) mole/time/unit cross sectional area
N og
Number of transfer unit for gas
phase
N ol
Number of transfer unit for liquid
phase
∆𝑃
𝑑
The pressure drop for dry packing kg.m
𝑋 1 Outlet solute mole ratio in liquid
stream
mole solute / mole liquid solvent
𝑋 2 Inlet solute mole ratio in liquid
stream
mole solute / mole liquid solvent
𝑇 Temperature C°
𝑉
𝑁𝑎𝑂𝐻
Volume of NaOH L
𝑌 1 Outlet solute mole ratio in gas
stream
mole solute / mole gas solvent
𝑌 2 intlet solute mole ratio in gas
stream
mole solute / mole gas solvent
Z Height of packed column m
𝑔
𝐼
liquid flow rate based on the total
cross section of the tower
kg.m
𝑔
𝑜
Mass velocity of the gas based on
the total cross section of the tower
kg.m
𝑥 2 Outlet solute mole fraction in
liquid solvent
𝑥 1 Inlet solute mole fraction in liquid
solvent
𝑦 2 Inlet solute mole fraction in gas
solvent
𝑦 1 Outlet solute mole fraction in gas
solvent
𝜌𝑎𝑖𝑟
Density of air kg/L
𝜌
𝑔
Gas density kg.m
𝜌
𝐼
Liquid density kg.m