Download Inventory Management: Economic Order Quantity (EOQ) Model and more Study notes Electronics in PDF only on Docsity!
OPER AT IONS
M A NAGEMEN T
Sustainability and Supply Chain Management
TWELFTH EDITION
JAY HEIZER | BARRY RENDER | CHUCK MUNSON
C H A P T E R O U T L I N E
◆ The Importance of Inventory 490 ◆ Managing Inventory 491 ◆ Inventory Models 495 ◆ Inventory Models for Independent Demand 496
◆ Probabilistic Models and Safety Stock 508 ◆ Single-Period Model 513 ◆ Fixed-Period (P ) Systems 514
GLOBAL COMPANY PROFILE: Amazon.com
C H A P T E R
Inventory Management
OMOM
STRATEGY
DECISIONS
- • Design of Goods and Services
- • Managing Quality
- • Process Strategy
- • Location Strategies
- • Layout Strategies
- • Human Resources
- • Supply-Chain Management
- • Inventory Management jj Independent Demand (Ch. 12) jj Dependent Demand (Ch. 14) jj Lean Operations (Ch. 16)
- • Scheduling
- • Maintenance
Alaska Airlines
REX/Newscom
- All three items converge in a chute and then inside a box. All the crates arrive at a central point where bar codes are matched with order numbers to determine who gets what. Your three items end up in a 3-foot-wide chute— one of several thousand—and are placed into a corrugated box with a new bar code that identifies your order. Picking is sequenced to reduce operator travel.
- Any gifts you’ve chosen are wrapped by hand. Amazon trains an elite group of gift wrappers, each of whom processes 30 packages an hour.
- The box is packed, taped, weighed, and labeled before leaving the warehouse in a truck. A typical plant is designed to ship as many as 200,000 pieces a day. About 60% of orders are shipped via the U.S. Postal Service; nearly everything else goes through United Parcel Service.
- Your order arrives at your doorstep. In 1 or Adrian Sherratt/Alamy 2 days, your order is delivered.
and management. The time to receive, process, and position the stock in storage and to then accurately “pull” and pack- age an order requires a labor investment of less than 3 min- utes. And 70% of these orders are multiproduct orders. This underlines the high benchmark that Amazon has achieved. This is world-class performance. When you place an order with Amazon .com, you are doing business with a company that obtains competitive advantage through inventory management. This Global Company Profile shows how Amazon does it.
software is so good that Amazon sells its order taking, processing, and billing expertise to others. It is estimated that 200 million items are now avail- able via the Amazon Web site. Bezos expects the customer experience at Amazon to be one that yields the lowest price, the fastest delivery, and an error-free order fulfillment process so no other contact with Amazon is necessary. Exchanges and returns are very expensive. Managing this massive inventory precisely is the key for Amazon to be the world-class leader in warehouse automation
The Importance of Inventory
As Amazon.com well knows, inventory is one of the most expensive assets of many compa- nies, representing as much as 50% of total invested capital. Operations managers around the globe have long recognized that good inventory management is crucial. On the one hand, a firm can reduce costs by reducing inventory. On the other hand, production may stop and customers become dissatisfied when an item is out of stock. The objective of inventory manage- ment is to strike a balance between inventory investment and customer service. You can never achieve a low-cost strategy without good inventory management. All organizations have some type of inventory planning and control system. A bank has methods to control its inventory of cash. A hospital has methods to control blood supplies and pharmaceuticals. Government agencies, schools, and, of course, virtually every manufacturing and production organization are concerned with inventory planning and control. In cases involving physical products, the organization must determine whether to produce goods or to purchase them. Once this decision has been made, the next step is to forecast demand, as discussed in Chapter 4. Then operations managers determine the inventory necessary to service that demand. In this chapter, we discuss the functions, types, and management of inventory. We then address two basic inventory issues: how much to order and when to order.
Functions of Inventory Inventory can serve several functions that add flexibility to a firm’s operations. The four func- tions of inventory are:
1. To provide a selection of goods for anticipated customer demand and to separate the firm from fluctuations in that demand. Such inventories are typical in retail establishments. 2. To decouple various parts of the production process. For example, if a firm’s supplies fluctu- ate, extra inventory may be necessary to decouple the production process from suppliers. 3. To take advantage of quantity discounts , because purchases in larger quantities may reduce the cost of goods or their delivery. 4. To hedge against inflation and upward price changes.
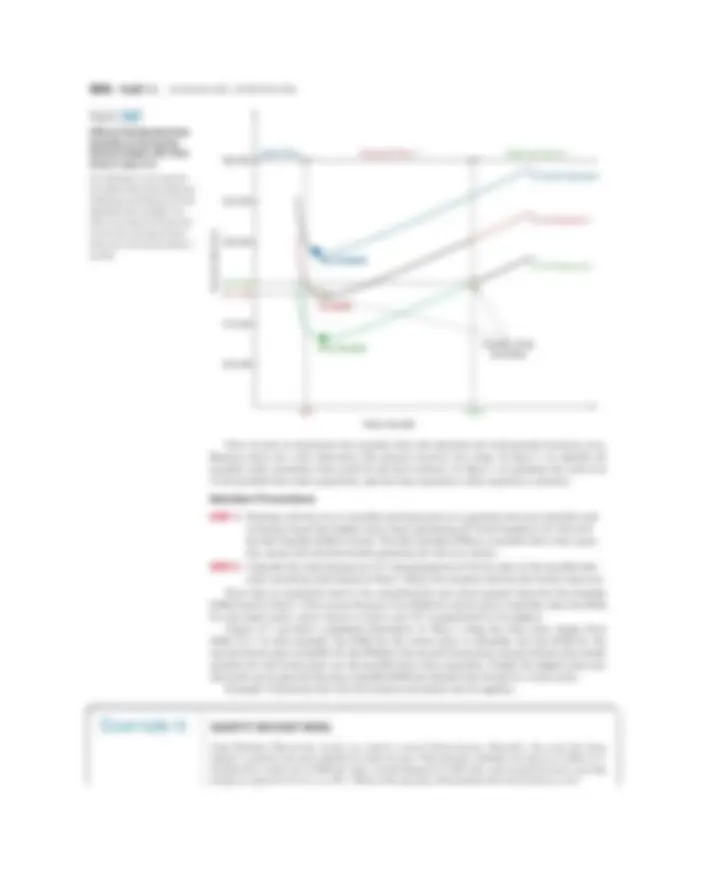
Types of Inventory To accommodate the functions of inventory, firms maintain four types of inventories: (1) raw material inventory, (2) work-in-process inventory, (3) maintenance/repair/operating supply (MRO) inventory, and (4) finished-goods inventory. Raw material inventory has been purchased but not processed. This inventory can be used to de- couple (i.e., separate) suppliers from the production process. However, the preferred approach is to eliminate supplier variability in quality, quantity, or delivery time so that separation is not needed. Work-in-process (WIP) inventory is components or raw material that have undergone some change but are not completed. WIP exists because of the time it takes for a product to be made (called cycle time ). Reducing cycle time reduces inventory. Often this task is not difficult: during most of the time a product is “being made,” it is in fact sitting idle. As Figure 12.1 shows, actual work time, or “run” time, is a small portion of the material flow time, perhaps as low as 5%. MROs are inventories devoted to maintenance/repair/operating supplies necessary to keep ma- chinery and processes productive. They exist because the need and timing for maintenance and
L E A RNING
OBJECTIVES
LO 12.1 Conduct an ABC analysis 492 LO 12.2 Explain and use cycle counting 493 LO 12.3 Explain and use the EOQ model for independent inventory demand 496 LO 12.4 Compute a reorder point and explain safety stock 502 LO 12.5 Apply the production order quantity model 503 LO 12.6 Explain and use the quantity discount model 505 LO 12.7 Understand service levels and probabilistic inventory models 511
VIDEO 12. Managing Inventory at Frito-Lay
Raw material inventory Materials that are usually purchased but have yet to enter the manufacturing process. Work-in-process (WIP) inventory Products or components that are no longer raw materials but have yet to become finished products. Maintenance/repair/operating (MRO) inventory Maintenance, repair, and operating materials.
492 PART 3 | MANAGING OPERATIONS
Criteria other than annual dollar volume can determine item classification. For in- stance, high shortage or holding cost, anticipated engineering changes, delivery problems, or quality problems may dictate upgrading items to a higher classification. The advantage of dividing inventory items into classes allows policies and controls to be established for each class. Policies that may be based on ABC analysis include the following:
1. Purchasing resources expended on supplier development should be much higher for indi- vidual A items than for C items. 2. A items, as opposed to B and C items, should have tighter physical inventory control; perhaps they belong in a more secure area, and perhaps the accuracy of inventory records for A items should be verified more frequently. 3. Forecasting A items may warrant more care than forecasting other items. Better forecasting, physical control, supplier reliability, and an ultimate reduction in inven- tory can all result from classification systems such as ABC analysis.
Example 1 ABC ANALYSIS FOR A CHIP MANUFACTURER
Silicon Chips, Inc., maker of superfast DRAM chips, wants to categorize its 10 major inventory items using ABC analysis. APPROACH (^) c ABC analysis organizes the items on an annual dollar-volume basis. Shown below (in columns 1–4) are the 10 items (identified by stock numbers), their annual demands, and unit costs. SOLUTION (^) c Annual dollar volume is computed in column 5, along with the percentage of the total represented by each item in column 6. Column 7 groups the 10 items into A, B, and C categories.
ABC Calculation
(1) (2) (3) (4) (5) (6) (7)
ITEM STOCK NUMBER
PERCENTAGE OF NUMBER OF ITEMS STOCKED
ANNUAL VOLUME (UNITS) 3
UNIT COST 5
ANNUAL DOLLAR VOLUME
PERCENTAGE OF ANNUAL DOLLAR VOLUME CLASS
#11526 20%^
1, 500
$ 90.
$ 90, 77,
38.8% 33.2% 72%^
A A
30%
1, 350 1,
26, 15, 12,
11.3% 6.4% 5.4%
23%
B B B
50%
600 2, 100 1, 250
.
. .
8, 1, 850 504 150
3.7% .5% .4% .2% .1%
5%
C C C C C 8,550 $232,057 100.0%
LO 12.1 Conduct an ABC analysis
INSIGHT c The breakdown into A, B, and C categories is not hard and fast. The objective is to try to separate the “important” from the “unimportant.” LEARNING EXERCISE c The unit cost for Item #10286 has increased from $90.00 to $120.00. How does this impact the ABC analysis? [Answer: The total annual dollar volume increases by $30,000, to $262,057, and the two A items now comprise 75% of that amount.] RELATED PROBLEMS c 12.1, 12.2, 12.3 (12.5–12.6 are available in MyOMLab) EXCEL OM Data File Ch12Ex1.xls can be found in MyOMLab.
J
6
(')'*
J
6
(')'*
An example of the use of ABC analysis is shown in Example 1.
CHAPTER 12 | INVENTORY MANAGEMENT 493
Record Accuracy
Record accuracy is a prerequisite to inventory management, production scheduling, and, ulti- mately, sales. Accuracy can be maintained by either periodic or perpetual systems. Periodic systems require regular (periodic) checks of inventory to determine quantity on hand. Some small retailers and facilities with vendor-managed inventory (the vendor checks quantity on hand and resupplies as necessary) use these systems. However, the downside is lack of control between reviews and the necessity of carrying extra inventory to protect against shortages. A variation of the periodic system is a two-bin system. In practice, a store manager sets up two containers (each with adequate inventory to cover demand during the time required to receive another order) and places an order when the first container is empty. Alternatively, perpetual inventory tracks both receipts and subtractions from inventory on a continuing basis. Receipts are usually noted in the receiving department in some semiauto- mated way, such as via a bar-code reader, and disbursements are noted as items leave the stock- room or, in retailing establishments, at the point-of-sale (POS) cash register. Regardless of the inventory system, record accuracy requires good incoming and out- going record keeping as well as good security. Stockrooms will have limited access, good housekeeping, and storage areas that hold fixed amounts of inventory. In both manufactur- ing and retail facilities, bins, shelf space, and individual items must be stored and labeled accurately. Meaningful decisions about ordering, scheduling, and shipping, are made only when the firm knows what it has on hand. (See the OM in Action box, “Inventory Accuracy at Milton Bradley.”)
Cycle Counting
Even though an organization may have made substantial efforts to record inventory accurately, these records must be verified through a continuing audit. Such audits are known as cycle counting. Historically, many firms performed annual physical inventories. This practice often meant shut- ting down the facility and having inexperienced people count parts and material. Inventory records should instead be verified via cycle counting. Cycle counting uses inventory classifications developed through ABC analysis. With cycle counting procedures, items are counted, records are verified, and inaccuracies are periodically documented. The cause of inaccuracies is then traced and appropriate remedial action taken to ensure integrity of the inventory system. A items will be counted frequently, perhaps once a month; B items will be counted less frequently, perhaps once a quarter; and C items will be counted perhaps once every 6 months. Example 2 illustrates how to compute the number of items of each classification to be counted each day.
Cycle counting A continuing reconciliation of inventory with inventory records.
OM in Action Inventory Accuracy at Milton Bradley
Milton Bradley, a division of Hasbro, Inc., has been manufacturing toys for 150 years. Founded by Milton Bradley in 1860, the company started by making a lithograph of Abraham Lincoln. Using his printing skills, Bradley developed games, including The Game of Life, Chutes and Ladders, Candy Land, Scrab- ble, and Lite Brite. Today, the company produces hundreds of games, requiring billions of plastic parts. Once Milton Bradley has determined the optimal quantities for each production run, it must make them and assemble them as a part of the proper game. Some games require literally hundreds of plastic parts, including spin- ners, hotels, people, animals, cars, and so on. According to Gary Brennan, director of manufacturing, getting the right number of pieces to the right toys and production lines is the most important issue for the credibility of the com- pany. Some orders can require 20,000 or more perfectly assembled games delivered to their warehouses in a matter of days. Games with the incorrect number of parts and pieces can result in some very unhappy customers. It is also time-consuming and expensive for Milton Bradley to
supply the extra parts or to have toys or games returned. When shortages are found during the assembly stage, the entire production run is stopped until the problem is corrected. Counting parts by hand or machine is not always accurate. As a result, Milton Bradley now weighs pieces and completed games to determine if the correct number of parts have been included. If the weight is not exact, there is a problem that is resolved before shipment. Using highly accurate digital scales, Milton Bradley is now able to get the right parts in the right game at the right time. Without this simple innovation, the company’s most sophisticated production schedule would be meaningless.
Sources: Forbes (February 7, 2011); and The Wall Street Journal (April 15, 1999).
Anthony Labbe/
Photofulcrum.com
In this hospital, these vertically rotating storage carousels provide rapid access to hundreds of critical items and at the same time save floor space. This Omnicell inventory management carousel is also secure and has the added advantage of printing bar code labels.
Omnicell
LO 12.2 Explain and use cycle counting
CHAPTER 12 | INVENTORY MANAGEMENT 495
2. Tight control of incoming shipments: This task is being addressed by many firms through the use of Universal Product Code (or bar code) and radio frequency ID (RFID) systems that read every incoming shipment and automatically check tallies against purchase orders. When properly designed, these systems—where each stock keeping unit (SKU; pronounced “skew”) has its own identifier—can be very hard to defeat. 3. Effective control of all goods leaving the facility: This job is accomplished with bar codes, RFID tags, or magnetic strips on merchandise, and via direct observation. Direct observation can be personnel stationed at exits (as at Costco and Sam’s Club wholesale stores) and in potentially high-loss areas or can take the form of one-way mirrors and video surveillance.
Successful retail operations require very good store-level control with accurate inventory in its proper location. Major retailers lose 10% to 25% of overall profits due to poor or inaccurate inventory records.^1 (See the OM in Action box, “Retail’s Last 10 Yards.”)
Inventory Models
We now examine a variety of inventory models and the costs associated with them.
Independent vs. Dependent Demand
Inventory control models assume that demand for an item is either independent of or depend- ent on the demand for other items. For example, the demand for refrigerators is independent of the demand for toaster ovens. However, the demand for toaster oven components is dependent on the requirements of toaster ovens. This chapter focuses on managing inventory where demand is independent. Chapter 14 presents dependent demand management.
Holding, Ordering, and Setup Costs
Holding costs are the costs associated with holding or “carrying” inventory over time. Therefore, holding costs also include obsolescence and costs related to storage, such as insurance, extra staffing, and interest payments. Table 12.1 shows the kinds of costs that need to be evalu- ated to determine holding costs. Many firms fail to include all the inventory holding costs. Consequently, inventory holding costs are often understated. Ordering cost includes costs of supplies, forms, order processing, purchasing, clerical support, and so forth. When orders are being manufactured, ordering costs also exist, but they are a part
A handheld reader can scan RFID tags, aiding control of both incoming and outgoing shipments.
OM in Action Retail’s Last 10 Yards
Retail managers commit huge resources to inventory and its management. Even with retail inventory representing 36% of total assets, nearly 1 of 6 items a retail store thinks it has available to its customers is not! Amazingly, close to two-thirds of inventory records are wrong. Failure to have product available is due to poor ordering, poor stocking, mislabeling, merchandise exchange er- rors, and merchandise being in the wrong location. Despite major investments in bar coding, RFID, and IT, the last 10 yards of retail inventory management is a disaster. The huge number and variety of stock keeping units (SKUs) at the retail level adds complexity to inventory management. Does the customer really need 32 different offerings of Crest toothpaste or 26 offerings of Colgate? The proliferation of SKUs increases confusion, store size, purchasing, inventory, and stocking costs, as well as subsequent markdown costs. With
so many SKUs, stores have little space to stock and display a full case of many products, leading to labeling and “broken case” issues in the back room. Supervalu, the nation’s 4th largest food retailer, is reducing the number of SKUs by 25% as one way to cut costs and add focus to its own store-branded items. Reducing the variation in delivery lead time, improving forecasting ac- curacy, and cutting the huge variety of SKUs may all help. But reducing the number of SKUs may not improve customer service. Training and educating employees about the importance of inventory management may be a better way to improve the last 10 yards.
Sources: The Wall Street Journal (January 13, 2010); Management Science (February 2005); and California Management Review (Spring 2001).
VIDEO 12. Inventory Control at Wheeled Coach Ambulance
Holding cost The cost to keep or carry inventory in stock.
Ordering cost The cost of the ordering process.
496 PART 3 | MANAGING OPERATIONS
of what is called setup costs. Setup cost is the cost to prepare a machine or process for manufac- turing an order. This includes time and labor to clean and change tools or holders. Operations managers can lower ordering costs by reducing setup costs and by using such efficient proce- dures as electronic ordering and payment. In manufacturing environments, setup cost is highly correlated with setup time. Setups usually require a substantial amount of work even before a setup is actually performed at the work center. With proper planning, much of the preparation required by a setup can be done prior to shutting down the machine or process. Setup times can thus be reduced substantially. Machines and processes that traditionally have taken hours to set up are now being set up in less than a minute by the more imaginative world-class manufacturers. Reducing setup times is an excellent way to reduce inventory investment and to improve productivity.
Inventory Models for Independent Demand
In this section, we introduce three inventory models that address two important questions: when to order and how much to order. These independent demand models are:
1. Basic economic order quantity (EOQ) model 2. Production order quantity model 3. Quantity discount model
The Basic Economic Order Quantity (EOQ) Model The economic order quantity (EOQ) model is one of the most commonly used inventory-control tech- niques. This technique is relatively easy to use but is based on several assumptions:
1. Demand for an item is known, reasonably constant, and independent of decisions for other items. 2. Lead time—that is, the time between placement and receipt of the order—is known and consistent. 3. Receipt of inventory is instantaneous and complete. In other words, the inventory from an order arrives in one batch at one time. 4. Quantity discounts are not possible. 5. The only variable costs are the cost of setting up or placing an order (setup or ordering cost) and the cost of holding or storing inventory over time (holding or carrying cost). These costs were discussed in the previous section. 6. Stockouts (shortages) can be completely avoided if orders are placed at the right time. With these assumptions, the graph of inventory usage over time has a sawtooth shape, as in Figure 12.3. In Figure 12.3, Q represents the amount that is ordered. If this amount is 500 dresses, all 500 dresses arrive at one time (when an order is received). Thus, the inventory
TABLE 12.1 Determining Inventory Holding Costs
CATEGORY
COST (AND RANGE) AS A PERCENTAGE OF INVENTORY VALUE Housing costs (building rent or depreciation, operating cost, taxes, insurance) 6% (3–10%) Material-handling costs (equipment lease or depreciation, power, operating cost) 3% (1–3.5%) Labor cost (receiving, warehousing, security) 3% (3–5%) Investment costs (borrowing costs, taxes, and insurance on inventory) 11% (6–24%) Pilferage, scrap, and obsolescence (much higher in industries undergoing rapid change like tablets and smart phones)
3% (2–5%)
Overall carrying cost 26%
Note: All numbers are approximate, as they vary substantially depending on the nature of the business, location, and current interest rates.
Setup cost The cost to prepare a machine or process for production.
STUDENT TIP An overall inventory carrying cost of less than 15% is very unlikely, but this cost can exceed 40%, especially in high-tech and fashion industries.
Setup time The time required to prepare a machine or process for production.
Economic order quantity (EOQ) model An inventory-control technique that minimizes the total of ordering and holding costs.
LO 12.3 Explain and use the EOQ model for independent inventory demand
498 PART 3 | MANAGING OPERATIONS
to the total holding cost.^2 We use this fact to develop equations that solve directly for Q *. The necessary steps are:
1. Develop an expression for setup or ordering cost. 2. Develop an expression for holding cost. 3. Set setup (order) cost equal to holding cost. 4. Solve the equation for the optimal order quantity. Using the following variables, we can determine setup and holding costs and solve for Q *: Q 5 Number of units per order Q * 5 Optimum number of units per order (EOQ) D 5 Annual demand in units for the inventory item S 5 Setup or ordering cost for each order H 5 Holding or carrying cost per unit per year 1. Annual setup cost 5 (Number of orders placed per year) 3 (Setup or order cost per order)
= ¢
Annual demand Number of units in each order
≤ (Setup or order cost per order)
= ¢
D Q
≤ ( S ) =
D Q
S
2. Annual holding cost 5 (Average inventory level) 3 (Holding cost per unit per year)
= ¢
Order quantity 2
≤ (Holding cost per unit per year)
= ¢
Q 2
≤( H ) =
Q 2
H
3. Optimal order quantity is found when annual setup (order) cost equals annual holding cost, namely:
D Q
S =
Q 2
H
4. To solve for Q *, simply cross-multiply terms and isolate Q on the left of the equal sign:
2 DS = Q^2 H
Q^2 =
2 DS H
Q * = A
2 DS H
(12-1)
Now that we have derived the equation for the optimal order quantity, Q *, it is possible to solve inventory problems directly, as in Example 3.
Example 3 FINDING THE OPTIMAL ORDER SIZE AT SHARP, INC.
Sharp, Inc., a company that markets painless hypodermic needles to hospitals, would like to reduce its inventory cost by determining the optimal number of hypodermic needles to obtain per order. APPROACH c The annual demand is 1,000 units; the setup or ordering cost is $10 per order; and the holding cost per unit per year is $.50.
CHAPTER 12 | INVENTORY MANAGEMENT 499
SOLUTION (^) c Using these figures, we can calculate the optimal number of units per order:
Q * = A
2 DS H
Q * = (^) A
2(1,000)(10)
= 2 40,000 = 200 units
INSIGHT (^) c Sharp, Inc., now knows how many needles to order per order. The firm also has a basis for determining ordering and holding costs for this item, as well as the number of orders to be processed by the receiving and inventory departments. LEARNING EXERCISE (^) c If D increases to 1,200 units, what is the new Q *? [Answer: Q * 5 219 units.] RELATED PROBLEMS (^) c 12.7, 12.8, 12.9, 12.10, 12.11, 12.14, 12.15, 12.17, 12.29 (12.31, 12.32, 12.33a, 12.35a are available in MyOMLab) EXCEL OM Data File Ch12Ex3.xls can be found in MyOMLab. ACTIVE MODEL 12.1 This example is further illustrated in Active Model 12.1 in MyOMLab.
We can also determine the expected number of orders placed during the year ( N ) and the expected time between orders ( T ), as follows:
Expected number of orders = N =
Demand Order quantity
=
D Q *
(12-2)
Expected time between orders = T =
Number of working days per year N
(12-3)
Example 4 illustrates this concept.
Example 4 COMPUTING NUMBER OF ORDERS AND TIME BETWEEN ORDERS AT SHARP, INC.
Sharp, Inc. (in Example 3) has a 250-day working year and wants to find the number of orders ( N ) and the expected time between orders ( T ). APPROACH c Using Equations (12-2) and (12-3), Sharp enters the data given in Example 3. SOLUTION c N = Demand Order quantity = 1, 200
= 5 orders per year
T =
Number of working days per year Expected number of orders
=
250 working days per year 5 orders
= 50 days between orders
INSIGHT (^) c The company now knows not only how many needles to order per order but that the time between orders is 50 days and that there are five orders per year. LEARNING EXERCISE (^) c If D 5 1,200 units instead of 1,000, find N and T. [Answer: N > 5.48, T 5 45.62.] RELATED PROBLEMS (^) c 12.14, 12.15, 12.17 (12.35c,d are available in MyOMLab)
As mentioned earlier in this section, the total annual variable inventory cost is the sum of setup and holding costs:
Total annual cost = Setup (order) cost + Holding cost (12-4) In terms of the variables in the model, we can express the total cost TC as:
TC =
D Q
S +
Q 2
H (12-5)
CHAPTER 12 | INVENTORY MANAGEMENT 501
However, had we known that the demand was for 1,500 with an EOQ of 244.9 units, we would have spent $122.47, as shown:
Annual cost = 1,
(+10) +
2 (+.50) = 6.125(+10) + 122.45(+.50) = +61.25 + +61.22 = +122. INSIGHT c Note that the expenditure of $125.00, made with an estimate of demand that was sub- stantially wrong, is only 2% ($2.52Y$122.47) higher than we would have paid had we known the actual demand and ordered accordingly. Note also that were it not due to rounding, the annual holding costs and ordering costs would be exactly equal. LEARNING EXERCISE c Demand at Sharp remains at 1,000, H is still $.50, and we order 200 needles at a time (as in Example 5). But if the true order cost 5 S 5 $15 (rather than $10), what is the annual cost? [Answer: Annual order cost increases to $75, and annual holding cost stays at $50. So the total cost 5 $125.] RELATED PROBLEMS c 12.10b, 12.16 (12.36a,b are available in MyOMLab)
We may conclude that the EOQ is indeed robust and that significant errors do not cost us very much. This attribute of the EOQ model is most convenient because our ability to accu- rately determine demand, holding cost, and ordering cost is limited.
Reorder Points
Now that we have decided how much to order, we will look at the second inventory ques- tion, when to order. Simple inventory models assume that receipt of an order is instanta- neous. In other words, they assume (1) that a firm will place an order when the inventory level for that particular item reaches zero and (2) that it will receive the ordered items immediately. However, the time between placement and receipt of an order, called lead time, or delivery time, can be as short as a few hours or as long as months. Thus, the when- to-order decision is usually expressed in terms of a reorder point (ROP)—the inventory level at which an order should be placed (see Figure 12.5). The reorder point (ROP) is given as:
ROP = Demand per day * Lead time for a new order in days ROP = d * L (12-6)
This equation for ROP assumes that demand during lead time and lead time itself are constant. When this is not the case, extra stock, often called safety stock ( ss ) , should be added. The reorder point with safety stock then becomes:
ROP = Expected demand during lead time + Safety stock
The demand per day, d , is found by dividing the annual demand, D , by the number of working days in a year:
d =
D Number of working days in a year
Lead time In purchasing systems, the time between placing an order and receiving it; in production systems, the wait, move, queue, setup, and run times for each component produced. Reorder point (ROP) The inventory level (point) at which action is taken to replenish the stocked item.
Slope = units/day = d
Resupply takes place as order arrives
Lead time = L
Q *
Inventory level (units)
Time (days)
ROP (units)
0
Figure 12.
The Reorder Point (ROP) Q * is the optimum order quantity, and lead time represents the time between placing and receiving an order.
Safety stock ( ss ) Extra stock to allow for uneven demand; a buffer.
502 PART 3 | MANAGING OPERATIONS
When demand is not constant or variability exists in the supply chain, safety stock can be critical. We discuss safety stock in more detail later in this chapter.
Production Order Quantity Model In the previous inventory model, we assumed that the entire inventory order was received at one time. There are times, however, when the firm may receive its inventory over a period of time. Such cases require a different model, one that does not require the instantaneous-receipt assumption. This model is applicable under two situations: (1) when inventory continuously flows or builds up over a period of time after an order has been placed or (2) when units are produced and sold simultaneously. Under these circumstances, we take into account daily production (or inventory-flow) rate and daily demand rate. Figure 12.6 shows inventory levels as a function of time (and inventory dropping to zero between orders). Because this model is especially suitable for the production environment, it is commonly called the production order quantity model. It is useful when inventory continuously builds up over time, and traditional economic order quantity assumptions are valid. We derive this model by setting ordering or setup costs equal to holding costs and solving for optimal order size, Q *. Using the following symbols, we can determine the expression for annual inventory holding cost for the production order quantity model:
Production order quantity model An economic order quantity tech- nique applied to production orders.
t
Demand part of cycle with no production (only usage takes place)
Part of inventory cycle during which production (and usage) takes place
Maximum inventory Inventory level
Time
Figure 12.
Change in Inventory Levels over Time for the Production Model
Example 7 COMPUTING REORDER POINTS (ROP) FOR IPHONES WITH AND WITHOUT SAFETY STOCK
An Apple store has a demand (D) for 8,000 iPhones per year. The firm operates a 250-day working year. On average, delivery of an order takes 3 working days, but has been known to take as long as 4 days. The store wants to calculate the reorder point without a safety stock and then with a one-day safety stock. APPROACH c First compute the daily demand and then apply Equation (12-6) for the ROP. Then compute the ROP with safety stock. SOLUTION c
d = D Number of working days in a year =
8, 250 = 32 units
ROP = Reorder point = d * L = 32 units per day * 3 days = 96 units ROP with safety stock adds 1 day’s demand (32 units) to the ROP (for 128 units). INSIGHT c When iPhone inventory stock drops to 96 units, an order should be placed. If the safety stock for a possible one-day delay in delivery is added, the ROP is 128 ( 5 96 1 32). LEARNING EXERCISE c If there are only 200 working days per year, what is the correct ROP, without safety stock and with safety stock? [Answer: 120 iPhones without safety stock and 160 with safety stock.] RELATED PROBLEMS c 12.11d, 12.12, 12.13, 12.15f (12.33d, 12.34, 12.35f, 12.36c are available in MyOMLab)
LO 12.4 Compute a reorder point and explain safety stock
Computing the reorder point is demonstrated in Example 7.
504 PART 3 | MANAGING OPERATIONS
In Example 8, we use the above equation, Q * p , to solve for the optimum order or production quantity when inventory is consumed as it is produced.
Example 8 A PRODUCTION ORDER QUANTITY MODEL
Nathan Manufacturing, Inc., makes and sells specialty hubcaps for the retail automobile aftermarket. Nathan’s forecast for its wire-wheel hubcap is 1,000 units next year, with an average daily demand of 4 units. However, the production process is most efficient at 8 units per day. So the company produces 8 per day but uses only 4 per day. The company wants to solve for the optimum number of units per order. ( Note: This plant schedules production of this hubcap only as needed, during the 250 days per year the shop operates.) APPROACH c Gather the cost data and apply Equation (12-7): Annual demand = D = 1,000 units Setup costs = S = + 10 Holding cost = H = +0.50 per unit per year Daily production rate = p = 8 units daily Daily demand rate = d = 4 units daily SOLUTION c
Q * p = A
2 DS H 31 - ( d > p ) 4
Qp * = (^) A
2(1,000)(10) 0.50 31 - (4>8) 4
= A
20, 0.50(1>2)
= 2 80,000 = 282.8 hubcaps, or 283 hubcaps
INSIGHT c The difference between the production order quantity model and the basic EOQ model is that the effective annual holding cost per unit is reduced in the production order quantity model because the entire order does not arrive at once. LEARNING EXERCISE c If Nathan can increase its daily production rate from 8 to 10, how does Q * p change? [Answer: Qp * 5 258.] RELATED PROBLEMS c 12.18, 12.19, 12.20, 12.30 (12.37 is available in MyOMLab) EXCEL OM Data File Ch12Ex8.xls can be found in MyOMLab. ACTIVE MODEL 12.2 This example is further illustrated in Active Model 12.2 in MyOMLab.
You may want to compare this solution with the answer in Example 3, which had identical D , S , and H values. Eliminating the instantaneous-receipt assumption, where p 5 8 and d 5 4, resulted in an increase in Q * from 200 in Example 3 to 283 in Example 8. This increase in Q * occurred because holding cost dropped from $.50 to [$.50 3 (1 2 d Y p )], making a larger order quantity optimal. Also note that:
d = 4 =
D Number of days the plant is in operation
=
1, 250
We can also calculate Q * p when annual data are available. When annual data are used, we can express Q * p as:
Q * p =
H
2 DS
H ¢ 1 -
Annual demand rate Annual production rate
≤
(12-8)
CHAPTER 12 | INVENTORY MANAGEMENT 505
Quantity Discount Models
Quantity discounts appear everywhere—you cannot go into a grocery store without seeing them on nearly every shelf. In fact, researchers have found that most companies either offer or receive quantity discounts for at least some of the products that they sell or purchase. A quantity discount is simply a reduced price ( P ) for an item when it is purchased in larger quantities. A typical quantity discount schedule appears in Table 12.2. As can be seen in the table, the normal price of the item is $100. When 120 to 1,499 units are ordered at one time, the price per unit drops to $98; when the quantity ordered at one time is 1,500 units or more, the price is $96 per unit. The 120 quantity and the 1,500 quantity are called price-break quan- tities because they represent the first order amount that would lead to a new lower price. As always, management must decide when and how much to order. However, given these quan- tity discounts, how does the operations manager make these decisions? As with other inventory models, the objective is to minimize total cost. Because the unit cost for the second discount in Table 12.2 is the lowest, you may be tempted to order 1, units. Placing an order for that quantity, however, even with the greatest discount price, may not minimize total inventory cost. This is because holding cost increases. Thus, the major trade- off when considering quantity discounts is between reduced product cost and increased holding cost. When we include the cost of the product, the equation for the total annual inventory cost can be calculated as follows: Total annual cost 5 Annual setup (ordering) cost 1 Annual holding cost 1 Annual product cost, or
TC =
D Q
S +
Q 2
IP + PD (12-9)
where Q 5 Quantity ordered D 5 Annual demand in units S 5 Setup or ordering cost per order P 5 Price per unit I 5 Holding cost per unit per year expressed as a percent of price P Note that holding cost is IP instead of H as seen in the regular EOQ model. Because the price of the item is a factor in annual holding cost, we do not assume that the holding cost is a constant when the price per unit changes for each quantity discount. Thus, it is common to express the holding cost as a percent ( I ) of unit price ( P ) when evaluating costs of quantity discount schedules. The EOQ formula (12-1) is modified for the quantity discount problem as follows:
Q * = A
2 DS IP
(12-10)
The solution procedure uses the concept of a feasible EOQ. An EOQ is feasible if it lies in
the quantity range that leads to the same price P used to compute it in Equation (12-10). For ex-
ample, suppose that D 5 5,200, S 5 $200, and I 5 28%. Using Table 12.2 and Equation (12-10),
the EOQ for the $96 price equals 2 2(5,200)(200)>[(.28)(96)] = 278 units. Because 278 , 1,
(the price-break quantity needed to receive the $96 price), the EOQ for the $96 price is not
feasible. On the other hand, the EOQ for the $98 price equals 275 units. This amount is feasible
because if 275 units were actually ordered, the firm would indeed receive the $98 purchase price.
Quantity discount A reduced price for items purchased in large quantities.
LO 12.6 Explain and use the quantity discount model
TABLE 12.2 A Quantity Discount Schedule
PRICE RANGE QUANTITY ORDERED PRICE PER UNIT P Initial price 1–119 $ Discount price 1 120–1,499 $ 98 Discount price 2 1,500 and over $ 96