



Page 1 sur 46
MAINTENANCE INDUSTRIELLE(1)






































Study with the several resources on Docsity

Earn points by helping other students or get them with a premium plan

Prepare for your exams
Study with the several resources on Docsity
Earn points to download
Earn points by helping other students or get them with a premium plan
La maintenance industrielle englobe un ensemble d'activités visant à assurer le bon fonctionnement des équipements industriels. Cela inclut la maintenance préventive, qui consiste en des inspections et des ajustements planifiés pour prévenir les pannes, ainsi que la maintenance corrective pour réparer rapidement les problèmes. La maintenance prédictive et conditionnelle utilise des technologies de surveillance pour prédire et planifier les interventions de maintenance, tandis que la gestion des pièces de rechange assure la disponibilité des pièces critiques. Les techniciens doivent être formés aux dernières technologies et logiciels de gestion de la maintenance pour assurer une exécution efficace et documentée de ces activités. En résumé, la maintenance industrielle est cruciale pour assurer la fiabilité et la disponibilité continue des équipements industriels.
Typology: Study notes
1 / 46

This page cannot be seen from the preview
Don't miss anything!
Unité : Maintenance Industrielle Titre du Cours : Organisation et Méthode de maintenance Code : Crédit : 3 Classe : Semestre : 6 Matière Maintenance Industrielle Volume Horaire : 36 H CT: 24 TD: 12 TP: Objectifs :
Cette définition de la maintenance fait donc apparaître 4 notions : Maintenir qui suppose un suivi et une surveillance ; Rétablir qui sous-entend l’idée d’une correction de défaut ; Etat qui précise le niveau de compétences et les objectifs attendus de la maintenance ; Coût optimal qui conditionne l’ensemble des opérations dans un souci d’efficacité économique ; Le rôle de la fonction maintenance dans une entreprise (quelque soit son type et son secteur d’activité) est donc de garantir la plus grande disponibilité des équipements au meilleur rendement tout en respectant le budget alloué. Il existe entre la médecine et la maintenance une analogie mise en évidence ci-dessous.
2. Maintenance et entretien Pendant longtemps, on avait confondu maintenance et entretien ou bien on a confiné la maintenance à l’entretien, bien que ces deux notions soient très différentes comme le montre le tableau suivant
L’entretien est l’ensemble des réparations ou des dépannages, faits après défaillance ou encore les travaux qui sont faits de façon systématique, généralement chaque année, pour prendre soin des équipements tels que les graissages, les nettoyages, les lubrifications, les remplacements, etc. Le cloisonnement, dont il est question dans le tableau précédent (voir tableau 1.2), provient du fait qu’aucun travail d’entretien n’était confié aux exploitants et que peu ou pas de concertation n’était faite avec ces derniers, de même qu’aucune collaboration n’était assurée avec les autres départements de l’entreprise. L’entretien est aussi statique en ce sens qu’il n’y a pas de remise en cause des périodicités d’intervention, de recherche de causes de défaillance et encore moins de propositions de solutions d’amélioration. La maintenance, en revanche, est dynamique car elle recherche les solutions adéquates pour mieux atteindre les objectifs fixés. Elle permet de maîtriser les équipements et ne subit pas la loi de ces derniers. En maintenance, il y a aussi une recherche continuelle de l’optimum par, en particulier, une meilleure planification et préparation des travaux, par une amélioration des équipements et par un choix judicieux de la politique de maintenance à appliquer dans chaque cas. Cela rentre dans le cadre du management de la maintenance évoqué plus haut, dont la définition est ci- après, qui fixe les objectifs, la stratégie et les moyens à mettre en œuvre pour une maintenance efficiente donc qui remplit les fonctions requises, atteint les objectifs mais au moindre coût global.
3. Objectifs de la maintenance (norme FD X 60-000) Selon la politique de maintenance de l'entreprise, les objectifs de la maintenance seront :
a. Niveau 1 Ce sont des actions simples nécessaires à l’exploitation et réalisées sur des éléments facilement accessibles en toute sécurité à l’aide d’équipements de soutien intégrés au bien. A titre d’exemple et pour fixer les grandeurs : compléments de carburant ou de fluides, graissage sur bornes externes, remplacement de consommables ou accessoires (lampe, pile, etc..), relevés d’indicateurs (pression, température, etc..). C’est le plus souvent l’opérateur ou l’exploitant du bien qui effectue la maintenance de niveau 1 : il est en effet inutile d’appeler un technicien de maintenance pour effectuer ce travail (cf automaintenance). b. Niveau 2 Ce sont des actions qui nécessitent des procédures simples et des équipements de soutien (intégrés ou non au bien) d’utilisation et de mise en œuvre simple. On trouvera par exemple les contrôles de performance, certains réglages, les dépannages simples, les réparations par échange standard (à condition qu’il soit facile à réaliser). Ce type d’intervention doit être réalisé par du personnel habilité selon des procédures détaillées et des équipements de soutien définis dans les instructions de maintenance. Exemples : nettoyage ou remplacement d’un filtre à air, vidange d’un carter d’huile, graissage de transmissions, réparation d’un système d’éclairage au néon, etc. c. Niveau 3 Ce sont des actions qui nécessitent des procédures complexes et des équipements de soutien d’utilisation ou de mise en œuvre complexes. On trouve les opérations de réglages et de contrôles généraux (réétalonnage d'un pH-mètre sur un système de contrôle de l'acidité d'une cuve de traitement chimique par exemple), les réalignements d’arbres, les opérations de maintenance systématique délicates, les réparations par échanges de sous-ensembles ou de composants (électronique, mécanique, thermique, etc..). Ces opérations délicates doivent être réalisées par des techniciens qualifiés, à l’aide de procédures détaillées et des équipements de soutien définis dans les instructions de maintenance. d. Niveau 4 Ce sont des opérations dont les procédures impliquent la maîtrise d’une technique ou d’une technologie particulière et la mise en œuvre d’équipements de soutien spécialisés. Ce sont toutes les opérations de maintenance corrective et préventive à l’exception de la rénovation et de la reconstruction : réparations par échanges de sous-ensembles ou de composants (révision
d’un compresseur d’air par exemple), réparations spécialisées (démontage, réparation, remontage d’un treuil de levage, remplacement d’une armoire électrique, etc..), vérification des appareils de mesure, contrôle de la transmission de données sur un réseau, etc.. Ces interventions doivent être réalisées par un technicien ou une équipe spécialisée à l’aide de toutes les instructions de maintenance générales ou particulières. e. Niveau 5 Ce sont des opérations dont les procédures impliquent un savoir-faire faisant appel à des techniques ou technologies particulières, des processus et des équipements de soutien industriels. Ce niveau recouvre donc toutes les opérations de réfection, rénovation ou reconstruction. Par exemple : remise en conformité électrique d’un immeuble, modernisation d’une ligne de production, remise en conformité électrique etc.. Elles sont en règle générale réalisées par le constructeur ou par une société spécialisée avec des équipements de soutien définis par le constructeur. Le tableau 6 résume les caractéristiques de ces cinq niveaux de maintenance. Compétence Lieu Outillage Instructions Pièces de rechange Essais Contrôles 1 Non professionnelle sur place sans Instructions d’utilisation stock faible visuels 2 Technicien habilité sur place portable défini par les instructions de maintenance Instructions de maintenance disponibles et à proximité visuels 3 Technicien spécialisé sur place ou atelier maintenance spécifique prévu dans les instructions de maintenance. Appareils de mesure et de réglage. Instructions de maintenance approvisionnées par le magasin bancs équipés 4 Equipe très spécialisée atelier spécialisé Général Bancs d'essais et de contrôle des équipements Instructions générales et spécifiques approvisionnées par le magasin bancs de mesures, étalon de travail 5 Constructeur extérieur ou atelier central défini par le constructeur Instructions du constructeur approvisionnées par l’extérieur protocole à établir entre constructeur et utilisateur Tableau 6 : Les cinq niveaux de maintenance
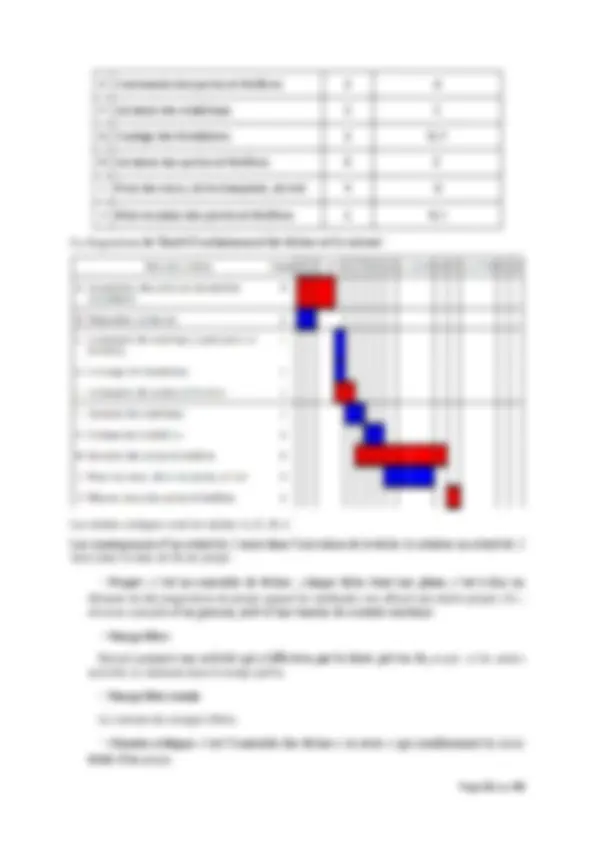
Niveau x Nature de l'intervention Compétence de l'intervenant Lieu de l'interventio n Outillage nécessaire à l'intervention Stock des pièces de rechange 1 e
I- Place du service maintenance dans l’entreprise Les installations, les équipements, tendent à se détériorer dans le temps sous l'action de causes multiples : usures, déformations dues au fonctionnement, action des agents corrosifs (agents chimiques, atmosphériques, etc.). Ces détériorations peuvent provoquer l'arrêt de fonctionnement (panne); diminuer les capacités de production; mettre en péril la sécurité des personnes; provoquer des rebuts ou diminuer la qualité; augmenter les coûts de fonctionnement (augmentation de la consommation d'énergie, etc.); diminuer la valeur marchande de ces moyens. Dans tous les cas ces détériorations engendrent des coûts directs ou indirects supplémentaires. Le service maintenance, comme le service de sécurité, devient une interface entre toutes les entités qui composent l'entreprise. La fabrication ou production L'objectif de la fabrication et pour la maintenance étant en fin de compte le même, c.à.d. réaliser une production au moindre coût dans de bonnes conditions de qualité et de sécurité, il est nécessaire, pour permettre des relations assurant un pouvoir de décision équivalent entre ces deux services de les placer au même niveau hiérarchique. Le service maintenance est le partenaire privilégié de la fabrication. En effet, la maintenance joue un rôle extrêmement important dans le processus de fabrication en ce sens qu'elle est: garante de l'outil de production, une des conditions sine qua non pour obtenir un produit fini de qualité, déterminante pour la limitation des pertes de temps, la condition de la productivité et du rendement, le conseiller de la fabrication sur le choix ou la méthode de production à prendre, amie et ennemi de la fabrication. Service "achats" Le responsable de ce service est chargé : de la préparation des opérations d'achat: (assurer la prospection des fournisseurs et prestataires de service, tenir les carnets de commandes, émettre les bons d'achats ou toute correspondance en tenant lieu, transmettre les bons d'achats et assimilés aux fournisseurs) du suivi de l'exécution des commandes: (relancer les fournisseurs pour les commandes non exécutées dans le délai, traiter les réceptions non conformes, réceptionner les achats ou, en rapport avec le chef de maintenance ou de fabrication les commandes, récapituler les réceptions dans le cahier des approvisionnements); du suivi des opérations de transit: (préparer l'ouverture du dossier de transit, procéder au dispatching des documents, vérifier la conformité des factures, …).
La maintenance est de plus en plus concernée par la qualité des produits, qui passe par la qualité des machines. La TPM (Total Productive Maintenance) japonaise montre l’intérêt qu’il y a à confier à des conducteurs de machines les actions de maintenance de 1 er et 2 e niveaux. Dans la même logique, le TRS (taux de rendement synthétique) est un indicateur de gestion qui prend en compte à la fois des performances de production et de maintenance. II- Organisation géographique du service maintenance : Deux types d'organisation peuvent être mis en place selon la spécificité et la taille de l'entreprise : Un service maintenance centralisé (atelier central) Des services maintenance décentralisés à proximité de chaque secteur d'activité.
Les principes suivants reposent sur l'hypothèse d'une usine à procès continu et avec un degré d'automatisation moyen, se trouvant tout près d'un centre industriel. Exemple d'organigramme : Direction usine Département f abrication Département maintenance Département du personnel Département administratif Département commercial
1. Autres organigrammes Pour organiser un service de maintenance, il est conseillé d'utiliser comme base un organigramme- type qui détermine la structure idéale d'un service de maintenance et dans lequel les différentes cases représentent les fonctions principales à assurer. Cet organigramme n'est pas universel; il devra être adapté en fonction de l'importance de l'usine, de son implantation géographique, des conditions d'exploitation et de l'environnement. Le principe est de l'adapter ou de le modifier en fonction de l'expérience vécue, après des temps d'essai et de réflexion suffisants afin que les différents services concernés soient convaincus que l'adaptation apportera l'amélioration. Pour fixer les idées, un organigramme-type est représenté ci-dessous.
DIR M BTM ELEC MEC CR ATC GS EG DIR M BTM MEC ELEC EG : : : : : Directeur de Maintenance Bureau Technique de Maintenance Serv ice Mécanique Serv ice Electrique Entretien Général CR ATC GS : : : Serv ice Contrôle et Régulations Ateliers Centraux Gestion des Stocks de pièces de rechange et magasins L'organigramme de base comporte 7 services centralisés, dont 1 en staff et 6 en ligne, chacun sous la responsabilité d'un chef de service. Ce sont les fonctions principales qui doivent être assumées par la maintenance, c'est-à-dire :
Des équipes polyvalentes (EP) sont attachées à un équipement dont elles ont une parfaite connaissance ; elles sont sous la responsabilité du responsable maintenance pour les raisons suivantes :