



Processes for
Micromachining
Lecture 4
Dr. Farah Hamed













Study with the several resources on Docsity

Earn points by helping other students or get them with a premium plan

Prepare for your exams
Study with the several resources on Docsity
Earn points to download
Earn points by helping other students or get them with a premium plan
This lecture, given by Dr. Farah Hamed, explains the process of photolithography, a crucial technique in micromachining for transferring patterns onto substrates and building layers in micro system devices. the steps of photolithography, including cleaning, applying photoresist, softbake, alignment, exposure, and development. It also discusses the importance of each step and the role of photoresist in protecting areas from etching.
Typology: Study Guides, Projects, Research
1 / 23

This page cannot be seen from the preview
Don't miss anything!
Lecture 4 Dr. Farah Hamed
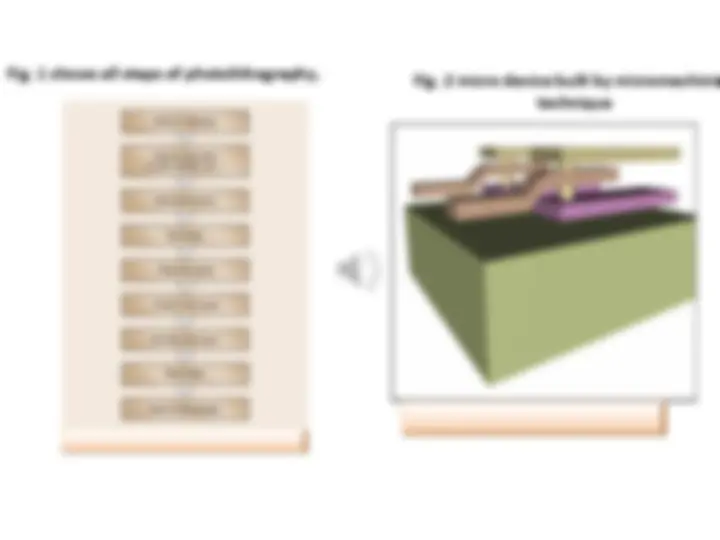
When building a microsystem, we must take into consideration that each layer within this system has a unique pattern. The initial process used to transfer this pattern into a layer is photolithography. The photolithography process transfers the pattern of a mask (depending on the method of exposure) to a photosensitive layer (resist). In the construction of microsystem devices a subsequent process step, usually etch or liftoff, transfers the pattern from the photosensitive layer into an underlying layer
. After the pattern transfer, the resist is usually. stripped or removed The patterned resist would identify the areas that exposed to deposition as an example building a layer of silicon dioxide above silicon substrate. Patterned photo resist is also used as a hard mask for some etch processes. The photo resist is used to protect the areas of the film that are not to be etched.
There are three basic steps to photolithography as seen in fig. 3 : 1 ) Coat - A photosensitive material (photoresist or resist) is applied to the substrate surface. This step include:- A. Cleaning: - the substrate of silicon cleaned by acetone and rinsed DI water and dried it on the heater to ensure the cleanness of the surface. B. Appling photoresist on the wafer through spin coater: - There are two types of PR (negative & positive PR), however, we used in our experiment, the positive PR. Spin coater is a device where PR applied through nozzle and its disc stabilized by vacuum, the disc rotates and spread the PR on The wafer. The speed of rotation determines the required thickness of PR which is very important to control the desired aspect ratio of the device fig. 4. C. Softbake: - After the photoresist is applied to the desired thickness, a softbake is used to remove the residual solvents of the photoresist. After the softbake, the wafer is cooled to room temperature fig. 5.
Fig. 4. Applying photoresist fig. 5. Soft bake
2 ) Expose – the mask with the coated PR suited in mask aligner device as seen in fig. 6 A. Alignment: - putting the mask in the right position is a critical issue. Due to the microscopic size of these devices, a misalignment of one micrometer (micron or 1 μm) or even smaller can destroy the entire device and all the other devices on the wafer. It is important that each layer is aligned properly and within specifications to the previous layers and subsequent layers. B. Expose: - ultraviolet (UV) light from a source travels through the mask to the resist, exposing the resist. UV light sources normally include mercury vapor lamps. The UV light hitting the resist causes a chemical reaction between the resist and the light make it soluble and ready for the step of development.
Fig. 7. 1 immersion of substrate in HF solution Fig^.^7.^2 hardbake^ at^ higher^ temperature
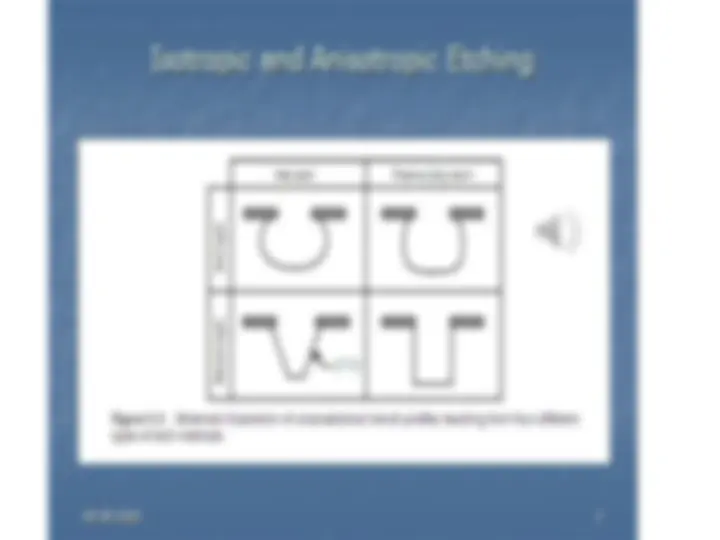
Wet etchants in aqueous solution offer the advantage of low-cost batch fabrication — 25 to 50 100 - mm-diameter wafers can be etched simultaneously — and can be either of the isotropic or anisotropic type. Dry etching involves the use of reactant gases, usually in a low-pressure plasma, but non plasma gas-phase etching is also used to a small degree. It can be isotropic or vertical. The equipment for dry etching is specialized and requires the plumbing of ultra-clean pipes to bring high purity reactant gases into the vacuum chamber.
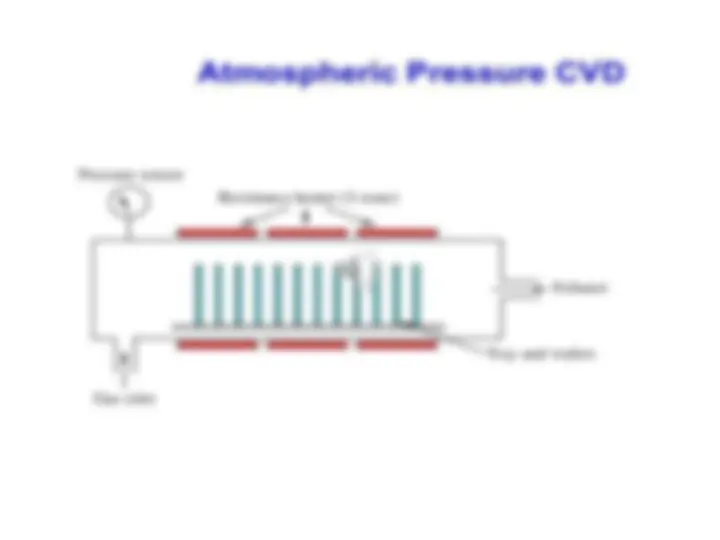
Chemical-Vapor Deposition
16.06.2020 16
Chemical-Vapor Deposition
16.06.2020 17
Deposition of Polysilicon