Download Optical Component Specification and Tolerancing and more Study notes Optics in PDF only on Docsity!
J. H. Burge University of Arizona 1
Introductory Optomechanical Engineering
OPTI 421/521 University of Arizona
Specifying Optical Components
- Lenses, Mirrors, Prisms,…
- Must include tolerances
- Allowable errors in radius, thickness, refractive index
- Must consider
- Surface defects
- Material defects
- Mounting features
We only touch on this topic here. If you want to design real systems,
you should take
OPTI415/515 Optical Specification, Fabrication, and Testing
I provide some reference here. I will go through it very quickly, assuming
that you will either get this in 415/515 or that you will study this on your
own. This is important. Don’t leave school without it.
J. H. Burge University of Arizona 2
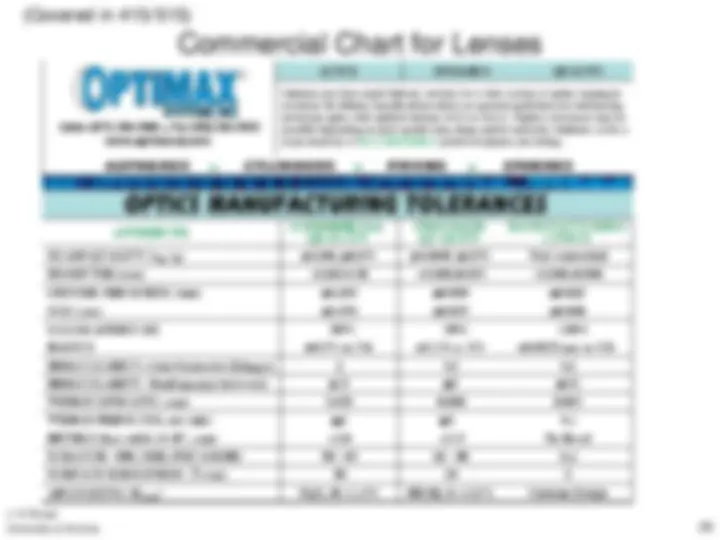
Dimensional tolerances for lenses
Diameter tolerance of 25 ± 0.1 mm means that the
lens must have diameter between 24.9 and 25.
mm
Lens thickness is almost always defined as the center
thickness
Typical tolerances for small (10 - 50 mm) optics:
Diameter +0/-0.1 mm
Thickness ± 0.2 mm
Clear aperture is defined as the area of the surface
that must meet the specifications. For small optics,
this is usually 90% of the diameter.
J. H. Burge University of Arizona 4
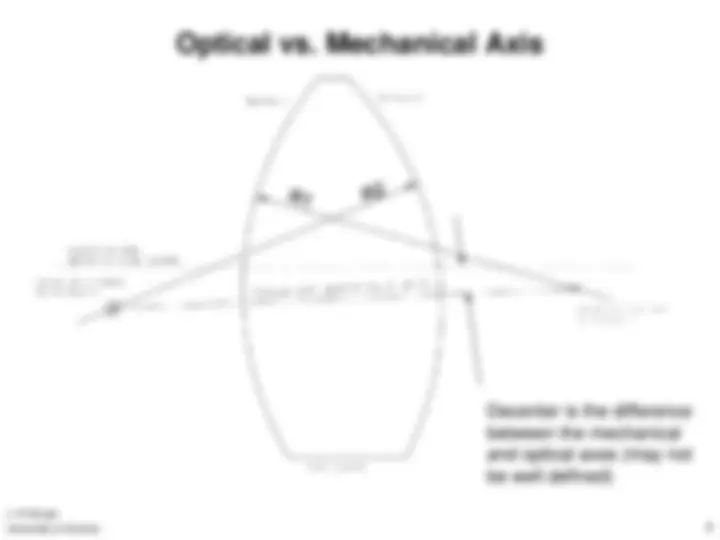
Optical vs. Mechanical Axis
Decenter is the difference
between the mechanical
and optical axes (may not
be well defined)
J. H. Burge 5
Wedge in a lens
- The optical axis of a lens defined by line connecting centers of curvature of the optical surfaces
- The mechanical axis defined by outer edge, used for mounting.
- Wedge angle α = Edge Thickness Difference (ETD)/Diameter
- Deviation δ = α(n-1) defined by light going through the lens
- Lenses are typically made by polishing both surfaces, then edging. The lens is held on a good chuck and the optical axis is aligned to the axis of rotation. Then a grinding wheel cuts the outer edge.
- The wedge specification dictates the required quality of the equipment and the level of alignment required on the edging spindle. Typical tolerances are - 5 arcmin is easy without any special effort - 1 arcmin is readily achievable - 15 arcsec requires very special care
ETD = max - min
α= ETD / D
δ = α(n – 1)
Lens axis
J. H. Burge 7
Plano-concave or plano convex S1 center of curvature + surface normal Aspheric surface Unique axis is defined
Lens with aspheric surface Near concentric surfaces True optical axis is ambiguous Optical axis can have large offset
S2 C of C
S1 C of C^ Asphere axis
S2 C of C
Asphere axis Optical axis
Optical axis
J. H. Burge University of Arizona 8
Centering a lens
1. Use optical measurement
J. H. Burge University of Arizona 10
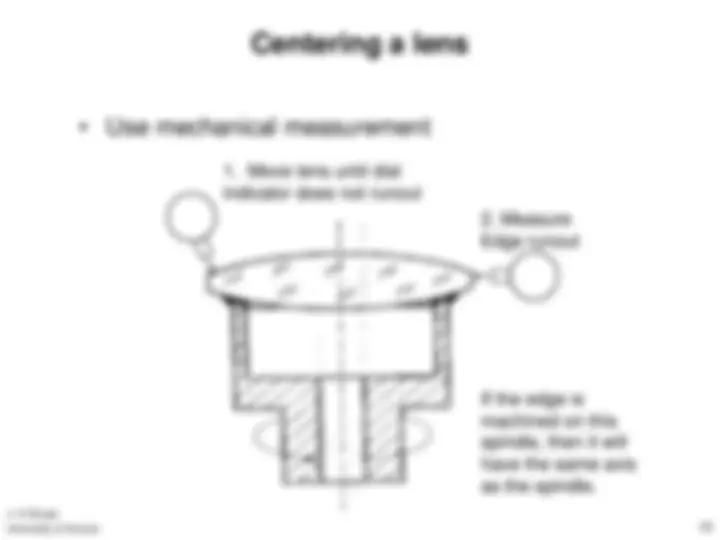
Centering a lens
- Use mechanical measurement
1. Move lens until dial
indicator does not runout
2. Measure
Edge runout
If the edge is
machined on this
spindle, then it will
have the same axis
as the spindle.
J. H. Burge 11
Specification of lens wedge using ISO
Parks & Kimmel ISO 10110 Optics and Optical Instruments – Preparation of Drawings for Optical Elements and Systems: A users Guide Second Edition.
J. H. Burge •^13
Automatic edging and bevels
Secured and centered on a chuck, then outer edge is ground concentric and features are added
•Glass corners are fragile. Always use a
bevel unless the sharp corner is needed
(like a roof). If so, protect it.
Lens diameter Bevel facewidth
25 mm > 0.3 mm 50 mm > 0.5 mm 150 mm > 1 mm 400 mm > 2 mm
J. H. Burge 14
Design approach for lens mounts
- Lenses are axisymmetric, usually with spherical surfaces
- Key drivers for design are centration and spacing tolerances
- Metal barrels can be machined so they are highly symmetric
1. Place one lens spherical surface onto a true surface on the barrel. This gives
excellent accuracy at low cost.
2. Remaining degree of freedom is centration.
- Control by size of bore, lens, and tight tolerance, clamped or potted in place
- direct centering error
- lens wedge
- Lens barrel is critical for control of stray light
- Balance with optical design to maintain clear aperture, but limit strays
- Blacken edges of lenses that are illuminated or are viewed
- Cut threads on inside surfaces, blacken for good rejection
- Avoid specular reflections into the sensor, even from blackened surfaces
- Add baffle tube in front of lenses
J. H. Burge University of Arizona 16
Tolerancing of optical surfaces
- Radius of curvature Tolerance on R (0.2% is typical) Tolerance on sag (maybe 3 μm = 10 rings)
- Conic constant (or aspheric terms)
- Surface form irregularity (figure)
- Surface texture (finish)
- Surface imperfections (cosmetics, scratch/dig)
- Surface treatment and coating
R R
D ∆ sag =− 2 ∆
2
8
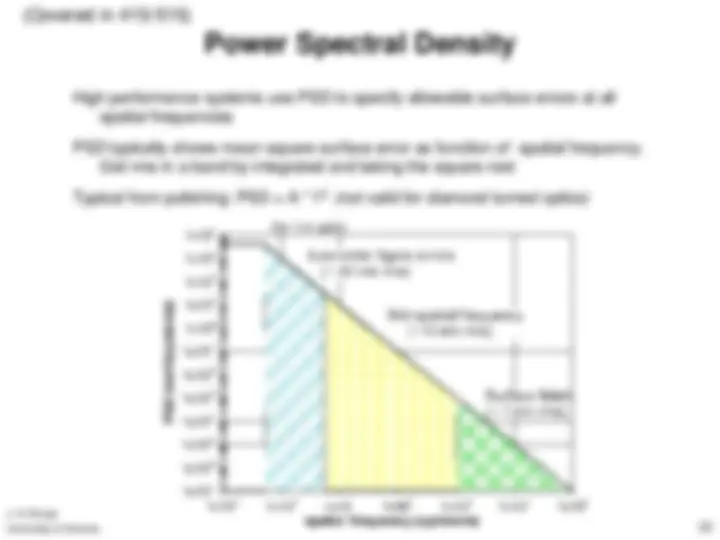
} PSD = A/f^
B
Get nominal tolerances from fabricator
J. H. Burge University of Arizona 17
Tolerance for radius of curvature
Surface can be made spherical with the wrong radius. Tolerance this several ways:
- Tolerance on R (in mm or %)
- Tolerance on focal length (combines surfaces and refractive index)
- Tolerance on surface sag (in μm or rings)
1 ring = λ/2 sag difference between part and test glass
( )
R R
D sag
R
D sag
∆ = − ∆
≅
2
2
2
8
2
2
J. H. Burge University of Arizona 19
Test plate measurement
Power looks like rings
Irregularity
Interferogram Phase map
J. H. Burge University of Arizona 20