



Aluminium Foil
Manufacturing, properties & Uses
















Study with the several resources on Docsity

Earn points by helping other students or get them with a premium plan

Prepare for your exams
Study with the several resources on Docsity
Earn points to download
Earn points by helping other students or get them with a premium plan
These documents is for packaging technology field. If you wanna to pack any thing, than...
Typology: Summaries
1 / 30

This page cannot be seen from the preview
Don't miss anything!
its ore called bauxite, a reddish-brown rock discovered in Les Baux, France, in 1821. ➢ A French geologist Pierre Berthier discovered bauxite near the village of Les Baux - de- Provence, in southern France.
Clay-like block of bauxite
➢ Alumina (Al 2 O 3 ) is refined from the ore bauxite in a caustic soda/high temperature process. ➢ Aluminium is obtained by an electrolytic smelting process, which breaks down the alumina into molten aluminium and oxygen. The silver-coloured molten aluminium is syphoned off into furnaces where other elements are added to produce particular alloys, before being poured into moulds to form ingots. ➢In round figures it takes 4 tonnes of bauxite to make 2 tonnes of alumina, which makes 1 tonne of pure aluminium. ➢The ingots of aluminium are heated to make them more malleable. Heated ingots are then rolled & passed backwards and forwards through large rollers. In this process the slab gets thinner and thinner, longer and longer. ➢This metal strip is hot rolled to a thickness of 2 to 6 mm and then coiled, before being cold rolled to metal thicknesses of between 6 and 400 microns. ➢The thinnest foil used for wrapping chocolates may be only 6-7 microns thick, with household wrapping foil between 11 and 18 microns. Pharmaceutical blister & strip foil thickness varies from 20 to 40 microns, ➢The foil is then annealed by a thermal process to make it pliable, great care is taken to ensure the correct balance between flexibility and strength for different applications. ➢The most common foil alloys - the 1000, 3000 and 8000 series - contain between 0.5% to 1.5% iron, 0.1% to.7% silicon and 0.02% to 1.5% manganese. Up to 0.2% copper may be added for additional strength.
**Fe Si Mn Ti Al Cu Mg Zn Impurity 0.6 - 1 0.5 - 0.9 max 0.2 max 0. 97.57 -
max 0.1 max 0.05 max 0. other, each 0.05; Chemical composition in % for grade 8011 ( 8011 )- Mostly used in packaging applications**
The Rolling processes
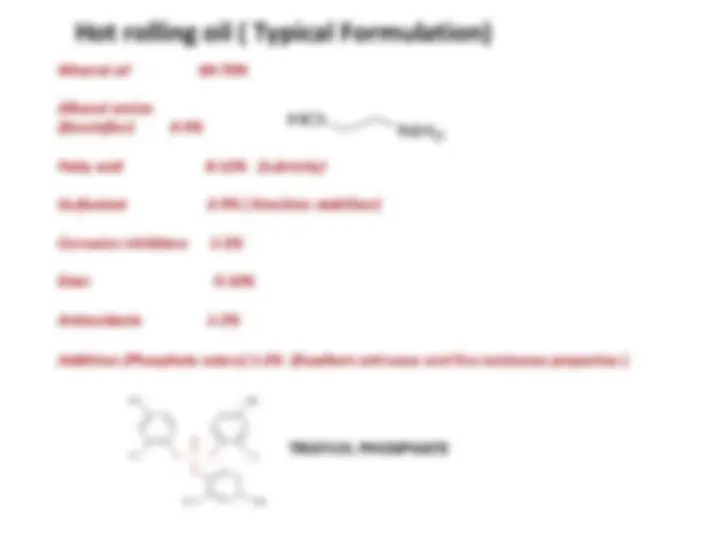
For a final foil thickness of 60 μm and below, two layers of foil are wound together before the last rolling step. Rolling oil is sprayed between the two layers as a release agent and the “twin foil” is rolled down to the desired final thickness. After the final rolling step, the foils are separated in a “de - doubling“ machine, slit and wound in the form of a coil. Most of the foil in this so- called “hard“ state is subsequently annealed as a coil, where the grain structure is recrystallized and the rolling oil is removed.
➢ During hot rolling, the ingot is first reduced in thickness down to 6 mm or less by passing it several times forwards and backwards through a rolling mill. ➢ The temperature of the metal has to be maintained above the re-crystallisation temperature (350 - 400 deg.C) so that the material's metallurgical behaviour is suitable for subsequent processing steps. ➢ On completion of the hot rolling process, the strip is coiled for the first time. Cold rolling and slitting then take place. The coils are delivered as "reroll" or "foil stock“ downstream foil mills.
After rolling, a "reverse doubling" operation takes place. In this, the doubled foil is simultaneously separated into single layers and slit to the required width and length according to customers' requirements. As aluminium, similar to most other metals , becomes more and more inelastic with each rolling pass. Apart from some end products which use foil in the "hard” temper or "as - rolled" condition, such as lacquered and printed "push-through" lids for blister packaging of solid dosage pharmaceutical products, aluminium foil is usually required in the “hard" temper form To obtain "soft" foil, the material has to be annealed at a temperature of around 400 to 500 ºC for Several hours. The time and temperature are carefully set to allow the metallic grain structure to recrystallise and, at the same time, to remove the rolling oil from the surface of the aluminium foil by evaporation. The improper removal of this rolling oil will result in poor wetting properties and in the low adherence of coatings or adhesives during the converting stage