Download Metal Fabrication Methods: Powder Metallurgy and Welding and more Lecture notes Material Engineering in PDF only on Docsity!
1
Metal Fabrication Methods
Nanophase Al7.5Mg Powder Evolution during Cryo-Milling
- A fabrication technique involves the
compaction of powdered metal,
followed by a heat treatment to
produce a more dense piece.
- Powder metallurgy is especially
suitable for metals
- having low ductilities
- having high melting temperatures
Powder Metallurgy
pressure heat point contact at low T densification by diffusion at higher T area contact densify
Production of P/M Parts:
Preparation of Metal
Powders
Compaction (pressing)
Sintering (densification) at
elevated temperature
- In welding, two or more metal parts are^ joined^ to form a single piece when one-part fabrication is expensive or inconvenient.
- Both^ similar and dissimilar^ metals may be welded.
- The joining bond is^ metallurgical^ (involving some diffusion) rather than just mechanical, as with riveting and bolting.
- A variety of welding methods exist, including arc and gas welding, as well as brazing and soldering.
- Brazing^ is a joining process whereby a filler metal or alloy is heated to melting temperature above 450 °C (840 °F).
- Soldering^ is a process where two or more metals are joined together by melting and flowing a filler metal into the joint, the melting point of the filler metal is below 400 °C (752 °F).
- During arc and gas welding, the work pieces to be joined and the filler material are heated to a sufficiently high temperature to cause both to melt; upon solidification, the filler material forms a fusion joint between the work pieces.
Welding
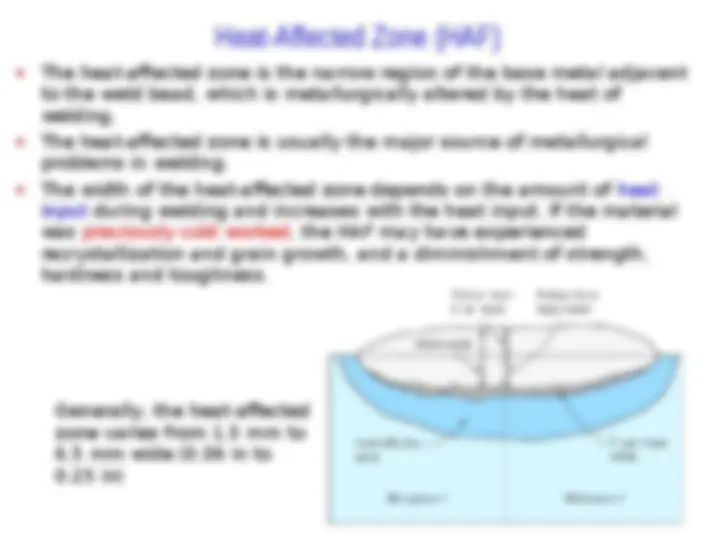
- The heat-affected zone is the narrow region of the base metal adjacent to the weld bead, which is metallurgically altered by the heat of welding.
- The heat-affected zone is usually the major source of metallurgical problems in welding.
- The width of the heat-affected zone depends on the amount of^ heat input during welding and increases with the heat input. If the material was previously cold worked, the HAF may have experienced recrystallization and grain growth, and a diminishment of strength, hardness and toughness. Heat-Affected Zone (HAF) Generally, the heat-affected zone varies from 1.5 mm to 6.5 mm wide (0.06 in to 0.25 in)
- For steels, the material in this zone may have been heated to temperatures sufficiently high so as to form austenite. Upon cooling to room temperature, the microstructural products that form depend on cooling rate and alloy composition.
- For plain carbon steels, normally pearlite and a proeutectoid phase will be present.
- For alloy steels, one microstructural product phase may be martensite, which is ordinarily undesirable because it is so brittle.
- Upon cooling, residual stresses may form in this region that weaken the joint.
- It can also lead to loss of corrosion resistance in stainless steels and nickel-base alloys.
Microstructural Changes Nearby HAF
- With carbon and low-alloy steels, the rapid cooling rate from the welding temperature is similar to quenching in heat treatment operations
- The higher the carbon or alloy content, the more easily martensite is formed and the more brittle the martensite is
- This situation may easily cause cracking as the steel cools down.
- Steels that are susceptible to cracking must be preheated to “cushion” the effects of martensite formation.
- They are also^ post-weld heat treated^ to temper (improve the toughness) any martensite that is formed and additionally stress relieve the joint.
- Stress Relieving - Always done below the transformation temperature of the metal to minimize the welds residual stress. The temperature is held for roughly an hour until the residual stresses are minimized, then cooled very slowly to prevent new stresses from setting up in the metal.
Preheating and Post-Weld Heat Treatment
- Cracking is rarely tolerated and must be removed by grinding
- Crack formation is aggravated
- by welding fixtures that do not permit contraction of
the weld during cooling,
- by narrow joints with large depth-to-width ratios,
- by poor ductility of the deposited weld metal,
- or by a high coefficient of thermal expansion
coupled with low-heat conductivity in the parent
metal
Cracking in Welding
- Hydrogen cracking occurs in the heat-affected zone of some steels as hydrogen diffuses into this region when the weld cools
- Hydrogen cracking is caused by atomic hydrogen.
- The sources of atomic hydrogen are
- organic material,
- chemically bonded water in the electrode coating,
- absorbed water in the electrode coating,
- and moisture on the steel surface at the location of the weld
Hydrogen Cracking
13
Common forms of heat treating processes.
Thermal Processing of
Metals
Types of
Annealing
- Process Anneal: Negate effects of cold working by (recovery/ recrystallization)
- Stress Relief: Reduce stresses resulting from:
- plastic deformation
- nonuniform cooling
- phase transform.
- Normalize(steels): Deform steel with large grains. Then heat treat to allow recrystallization and formation of smaller grains.
- Full Anneal (steels): Make soft steels for good forming. Heat to get , then furnace-cool to obtain coarse pearlite.
- Spheroidize(steels): Make very soft steels for good machining. Heat just below T eutectoid & hold for 15-25 h.
14 a) Full Annealing b) Quenching c) Tempering: (Tempered Martensite) Heat Treatment Temperature-Time Paths c) P B 0% 100% 50% A A a) b)
Normalizing 16
- (^) An annealing treatment called normalizing is used to refine the grains (decrease the average grain size) and produce a more uniform size distribution; fine grained pearlitic steels are tougher than coarse-grained ones.
- (^) To normalize, the temperature must be raised roughly 55 degrees above the upper critical temperature (above A 3 or Acm depending on composition). continuous conveyorized normalizing furnace
Hardness, HRC Distance from quenched end Hardenability -- Steels
- Hardenability – measure of the ability to form martensite
- Jominy end quench test used to measure hardenability. Plot hardness versus distance from the quenched end.
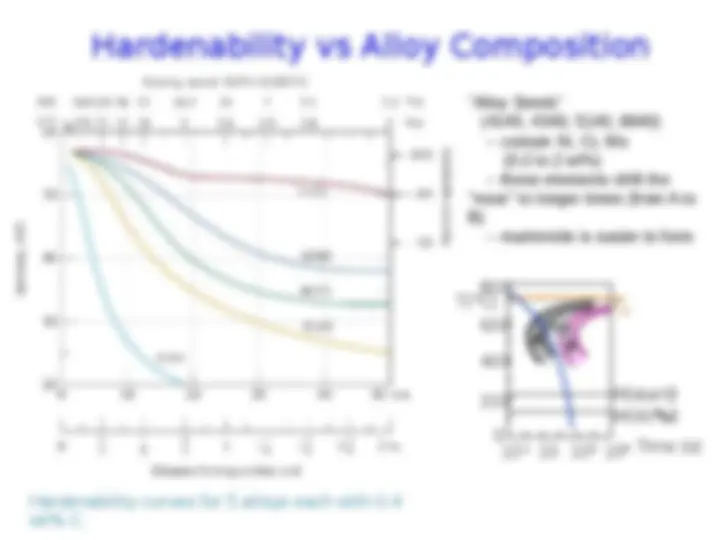
Hardenability vs Alloy Composition
"Alloy Steels" (4140, 4340, 5140, 8640) -- contain Ni, Cr, Mo (0.2 to 2 wt%) -- these elements shift the "nose" to longer times (from A to B) -- martensite is easier to form T(°C) 10 -1^10 103 0 200 400 600 800 Time (s) M (start) M (90%) B A TE Hardenability curves for 5 alloys each with 0. wt% C.
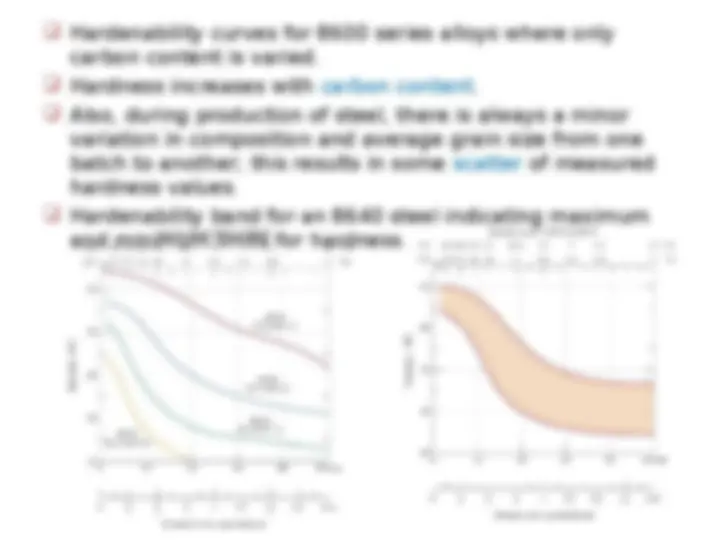
(^) Hardenability curves for 8600 series alloys where only carbon content is varied. (^) Hardness increases with carbon content. (^) Also, during production of steel, there is always a minor variation in composition and average grain size from one batch to another; this results in some scatter of measured hardness values. (^) Hardenability band for an 8640 steel indicating maximum and minimum limits for hardness.