



Statistical Process
Control


Study with the several resources on Docsity

Earn points by helping other students or get them with a premium plan

Prepare for your exams
Study with the several resources on Docsity
Earn points to download
Earn points by helping other students or get them with a premium plan
In this document description about Statistical Process Control, Definition of SPC, Process variation, Control charts,Control limits, p charts.
Typology: Lecture notes
1 / 26

This page cannot be seen from the preview
Don't miss anything!
To learn and understand the fundamentals
of Statistical Process Control, industry wide
known as SPC, to detect, monitor, and
control process variation.
SPC is the discipline of using statistical tools,
such as control charts, to monitor process
output overtime.
Control charts are used to help identify sources
of process variation.
Variation is the amount of change in data,
characteristics, or output in a process caused by
“common” or “special” causes.
It is very important to detect process variation
trends to predict process output.
Also, it is very important to understand what is
the natural variation of a process.
Line graph of measurements of a process overtime
that has control limits placed on it
Control limits are bounds for the expected natural
variation of the process
Located at a distance of +/- 3 standard deviations
from the centerline of the control chart.
The purpose of a control chart is to expose variation
and separate it into:
Common or random fluctuation
Variable Control charts
Pass/fail data
Plot points are displayed in chronological order
providing time oriented visibility.
The centerline is the average of the plotted points
Control limits are based on short term variability of
the sampled data
Control limits are not based on specifications
Control limits are spaced 3 standard deviations (
above and below the centerline
Once established, the control limits are extended
into the future, creating the basis to judge the
stability of the process.
The control limits should not be revised unless
there is a significant process change.
Some rules for determining significant process
changes are defined by the Western Electric rules
D1-9000, “Advanced Quality System”, requires at
least 20 plot points before setting the initial control
limits
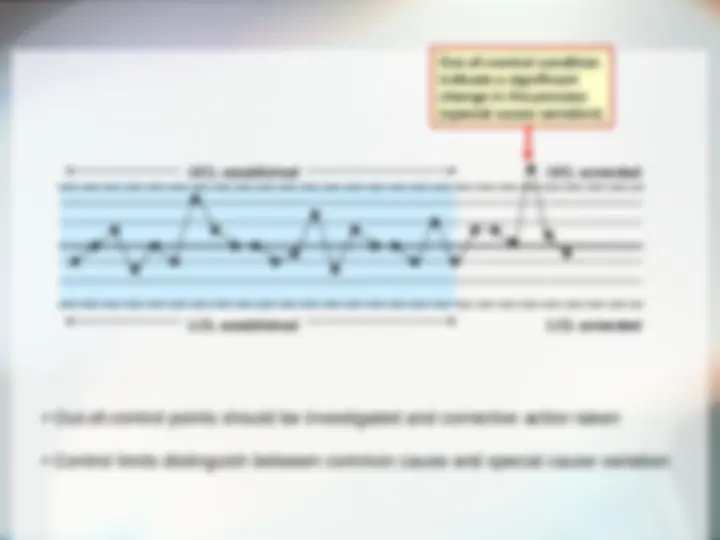
UCL established
LCL established
UCL extended
LCL extended
Out-of-control condition
indicate a significant
change in the process
(special cause variation)
Limits are based on inherent process variation
Limits distinguish between common and special
cause variation
Help focus investigation and actions only on causes
of process changes and out-of-control conditions
Minimizes reaction to variation which should have
been expected (false alarms)
Prevent reaction to random variation
It is a common mistake to assume that by setting
the specification limits as control limits, the process
will be monitored properly.
Process capability analysis sets the basis for
adjusting process performance to meet specification
limits.
X and R charts are control charts for variable data
They are used to monitor the behavior of the
process average X and range R of a single
measurable characteristic
X is subgroup average = Sum (X 1 + X 2 …..Xn)/n
They are mostly used in situations where parts are
produced frequently or in high volume
Variation of the process at any point in time
represent the natural variability of the process
The range of each subgroup is a good measure of
short-term process variability
The average of the ranges, R, is a measure of the
short term variability of the process over time
The subgroup average, X, measures process output
at a point in time and between subgroup variability
The average of the subgroup averages, X, estimates
the long term center of the process
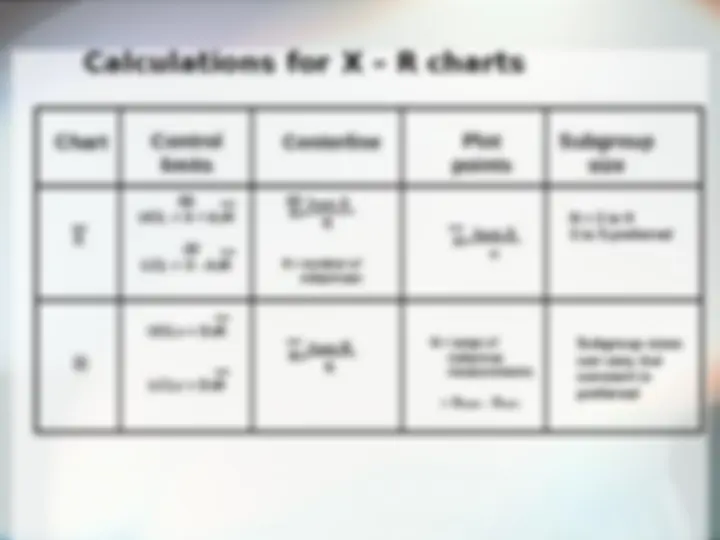
Chart Control
limits
Centerline Plot
points
Subgroup
size
UCL = X + A 2 R
LCL = X - A 2 R
UCLR = D 4 R
LCLR = D 3 R
x
R
K= number of
subgroups
X=
Sum X
K
R=
Sum R
K
X=
Sum X
n
R= range of
subgroup
measurements
= Xmax - Xmin
N = 2 to 9
3 to 5 preferred
Subgroup sizes
can vary, but
constant is
preferred