Unit 8: Robust Parameter Design
Source : Chapter 10 (sections 10.1 - 10.6, part of sections 10.7 - 10.8 and 10.10).
•Revisiting two previous experiments.
•Strategies for reducing variation.
•Types of noise factors.
•Variation reduction through robust parameter design.
•Cross array, location-dispersion modeling, response modeling.
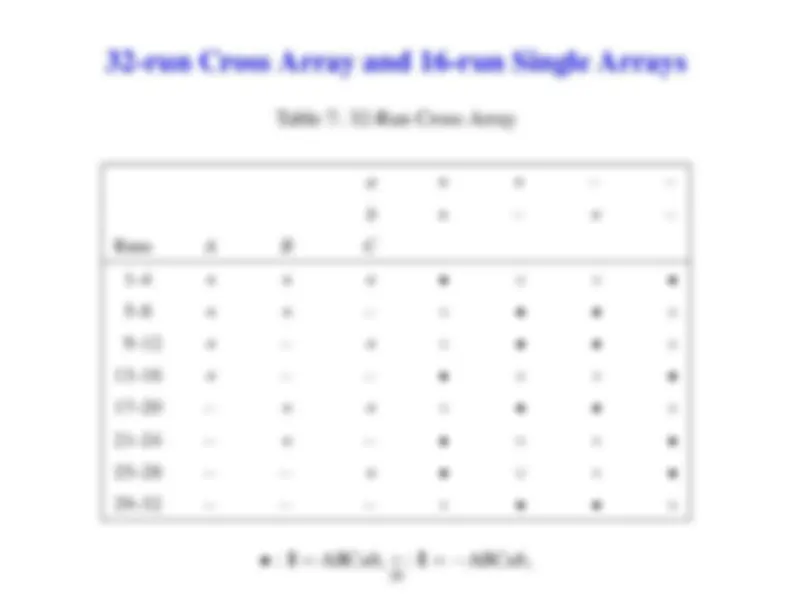
•Single arrays vs cross arrays.
•Signal-to-noise ratios and limitations.
1