Scarica Polimeri e loro struttura e più Dispense in PDF di Scienza Delle Costruzioni solo su Docsity!
Struttura proprietà-processo
- (^) Le proprietà dei materiali polimerici dipendono da:
- (^) natura chimica del polimero (ad es. polimeri polari o apolari)
- (^) struttura (ad es. diverso peso molecolare o distribuzione dei pesi molecolari,
presenza o assenza di ramificazioni)
- (^) morfologia (ad es. cristallinità, orientazione)
Effetto delle lavorazioni
- (^) Le variazioni di morfologia invece sono essenzialmente legate a:
- (^) Cristallinità
- (^) Orientazione
- (^) Tali variazioni possono essere ‘progettate’ a monte allo scopo di
ottenere materiali polimerici con particolari proprietà
- (^) Possono essere indotte dalle lavorazioni:
- (^) campi di flusso
- (^) effetti termici
Additivi
- (^) Antiossidanti e stabilizzanti sia per le fasi di processo che di servizio
- (^) stabilizzanti per foto-ossidazione (UV+ossigeno) ad es. schermi UV quali
il carbon black e radical scavengers
- (^) stabilizzanti per termo-ossidazione (calore + ossigeno)
- (^) Antistatici (con capacità di migrare in superficie durante la
lavorazione)
- (^) lubrificanti e distaccanti (stearato di calcio)
- (^) Coloranti
- dal carbon black alla TiO 2 e molti altri inorganici ed organici
(ftalocianine)
- (^) Antifiamma efficaci in fase solida, o gassosa (i polimeri sono tutti
potenzialmente combustibili solidi)
- (^) Espandenti chimici e fisici (es. pentano per Poliuretani)
additivi plasticizzanti
- (^) Scopi: modificare le proprietà e aumentare la lavorabilità abbassando
le temperature di lavorazione e la viscosità
- (^) per PVC soprattutto (ad es di-ottil-ftalato DOP)
- (^) Fattori critici
- (^) solubilità
- (^) bassa capacità di migrazione e quindi bassa volatilità e bassa solubilità in
acqua o altri liquidi con cui il PVC viene a contatto
- (^) invecchiamento in termini di resistenza alla temperatura e stabilità
chimica
Estrusione
- (^) Materiale in forma di polveri o pellets viene alimentato nel gap tra vite
rotante e cilindro riscaldato
- (^) Il materiale viene trasportato in avanti, miscelato, fuso, e quindi
espulso (pompato) attraverso una filiera
Tre zone
- (^) Trasporto del solido o alimentazione (4D-8D)
- (^) Fusione o compressione (6D)
- (^) Pompaggio o espulsione del fuso (12D)
Parti principali di un estrusore
- (^) Motore
- (^) Cilindro
- (^) Costruito d’acciaio, per alta pressione, viene riscaldato da resistenze
elettriche, con una linea d’acqua per rimuovere calore in eccesso
- (^) Filiera
- (^) Impartisce la forma desiderata all’estruso
- (^) Parametri caratteristici
- (^) D=2-20cm diametro interno del cilindro
- (^) L/D=16:1-40:1 rapporto lunghezza cilindro:diametro cilindro
- (^) Portata volumetrica QD2.
La vite
- (^) Molti tipi di vite, tutti caratterizzati da tre zone
- (^) Di solito, il passo rimane costante
- (^) Il diametro interno della vite varia
- (^) Diametro più piccolo, zona di alimentazione, più corta per polimeri amorfi
e più lunga per polimeri semicristallini
- (^) Il diametro cresce nella zona di compressione. Qui si sviluppano calore e
pressione. La lunghezza della zona è controllata dalla viscosità
- (^) Il diametro è massimo nella zona di espulsione
Punto di lavoro
Fissata la geometria del sistema
Q=cost1N-cost2P/
La perdita di pressione nella filiera è
P=cost3*Q
P=0 no filiera
Q=0 filiera chiusa
H tg
DN
P P
Q Q D NHsen
max 2
2 2
max
cos
Die swell
- (^) Il diametro del materiale in uscita dalla filiera è maggiore del diametro
della filiera
- (^) Effetto legato al riarrangiamento delle linee di flusso (costanza della
portata)
D d
d/D>
L’effetto diminuisce al
crescere di L
Sharkskin e melt fracture
- (^) Fattori che limitano la massima produttività
- (^) Quando N aumenta, aumenta anche w
w0.09MPa avviene scorrimento sulle superfici della filiera
w0.14MPa sharkskin, scarsa finitura, dovuti a fenomeni di
incollaggio-scorrimento all’uscita della filiera
w0.2MPa melt fracture (prodotto inutilizzabile), fenomeni di
instabilità all’ingresso della filiera
Devolatilizzazione
- (^) Viene condotta durante l’estrusione in fase di decompressione, per
eliminare specie volatili presenti nella plastica
- (^) Nella prima zona non c’è P drag flow
- (^) Ci sono 5 zone: alimentazione, compressione, metering, estrazione,
pompaggio
pressione
z
Decompressione necessaria a non fare
fuoriuscire il polimero
Per efficiente devolatilizzazione:
Pressione nulla
Polimero fuso
Barrier screw
- (^) Ci sono 2 zone distinte per solido e fuso. Il volume della zone del fuso
aumenta andando verso la filiera, quello della zona del solido
diminuisce
- (^) Lo spazio tra la vite secondaria ed il cilindro è tale che il fuso può
passare attraverso, il solido no
- (^) Migliore e più efficiente scambio di calore, e si evitano problemi
dovuti alla presenza di granuli solidi isolati nel fuso
Proprietà importanti del materiale
- (^) Densità
- (^) Cristallini
- (^) Amorfi
- (^) Compressibilità
- (^) Coefficiente di frizione
- (^) Forma e dimensioni particelle
- (^) Conducibilità termica di massa
- (^) Alimentazione
- (^) Viscosità
- (^) Temperatura
- (^) Shear rate (velocità di rotazione della vite)
- (^) Conducibilità termica
- (^) Calore specifico
- (^) Entalpia e temperatura di fusione
- (^) Temperatura di degradazione
- (^) Tempi di permanenza nell’estrusore
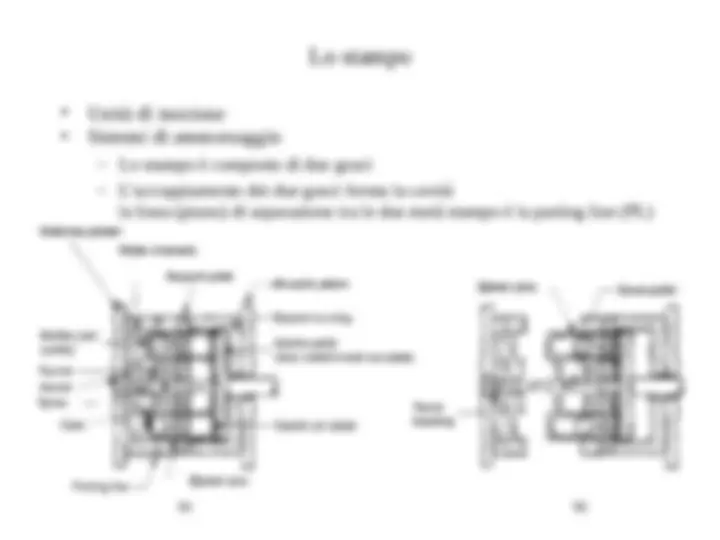
Stampaggio a iniezione
- (^) Processo a due stadi:
- (^) Formazione di una massa fusa
- (^) Iniezione del fuso nelle cavità dello stampo
- (^) La massa solidifica nello stampo freddo, che viene aperto ed il
prodotto estratto
- (^) Tipi di presse
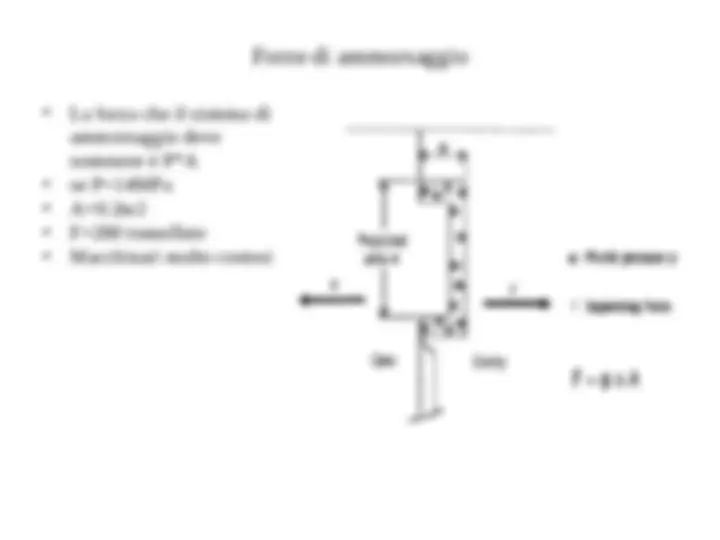
- (^) Due fasi di pressione:
- (^) Riempimento
- (^) Packing