



1
Injection Molding Molds
Docsity.com




Study with the several resources on Docsity

Earn points by helping other students or get them with a premium plan

Prepare for your exams
Study with the several resources on Docsity
Earn points to download
Earn points by helping other students or get them with a premium plan
The main points are: Injection Molding Molds, Plastic Processing, Thermosets Materials, Post Molding Operations, Runner System, Types of Runners, Pros and Cons of Large Runners, Reasonable Pressure Drop, Hot Runner System
Typology: Slides
1 / 29

This page cannot be seen from the preview
Don't miss anything!
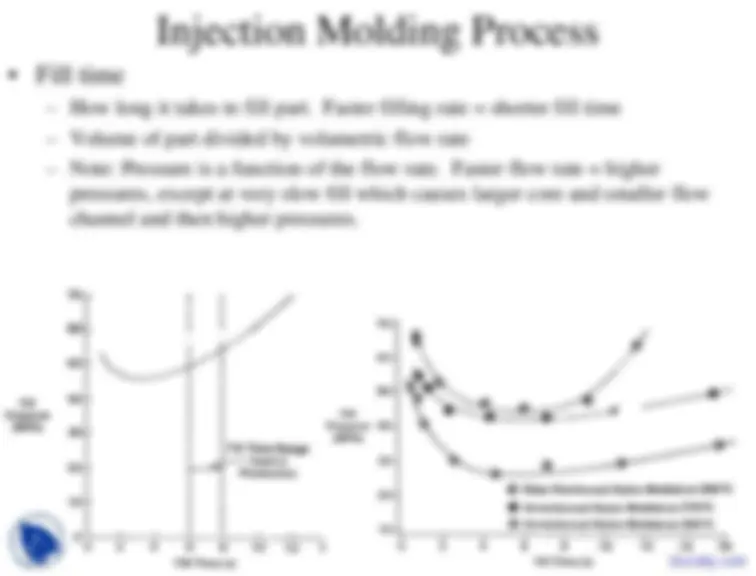
1
2
4
5
7
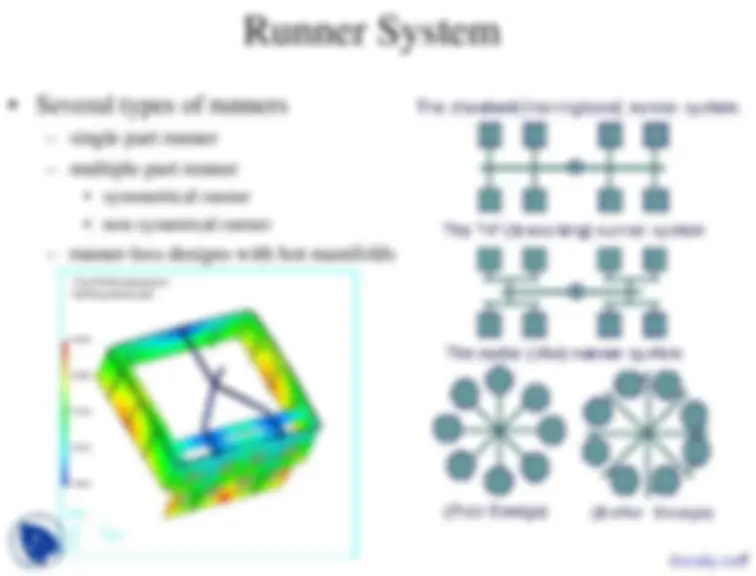
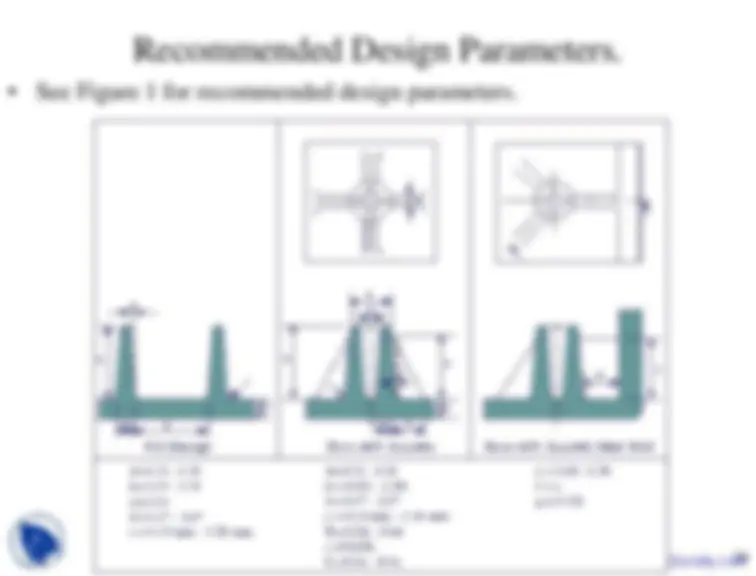
FIGURE 1. Hot runner system types: (a) the insulated hot runner, (b) the internally heated hot-runner system, and (c) the externally heated hot-runner system Docsity.com
8
10
11
13
14
16
17
19
20
product quantity required, machine shot size and plasticizing capacities, shape and size of the moldings, and mold costs.