Download PLC Instructions: Jump To, Go To Subroutine, Label, Return, and Arithmetic Instructions and more Slides Digital Logic Design and Programming in PDF only on Docsity!
Jump To^ ^ A^ jump^ to^
(JMP)^ instruction
allows^ the^ control
program
sequence to be altered if certain conditions exist. If^ the^ rung^ condition
is^ TRUE,^ the^
jump^ to^ coil^ reference address tells the processor to jump forward and execute thetarget rung. The jump to address label specifies the target rung to jump to. Using this instruction, a PLC can alter the order of execution ofthe control program to execute a rung that needs immediateattention. This instruction may also be called a go to instruction. Note: Care should be exercised when jumping over timers andcounters. Jumping over timers and counters will cause the timing andcounting instructions not to be executed.
Figure Illustrating A Jump To Instruction
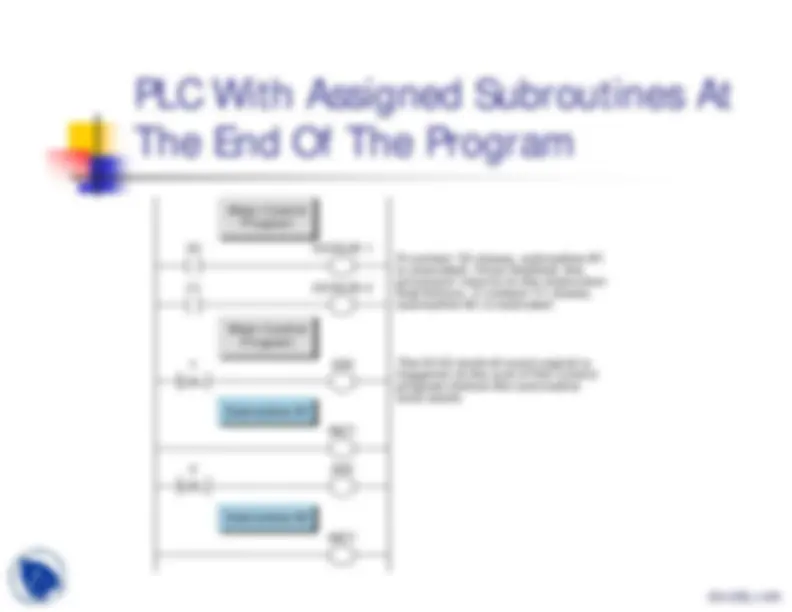
Go To Subroutine^ ^ Subroutines are generally located at the end of thecontrol program
and are^ sometimes located in an area specified by the PLC maker. If a PLC does not have a reserved subroutine area,the user can create one by programming a dummyrung with direct control to another dummy rung atthe end of the programmed subroutines. For proper programming documentation order, thesubroutine area should be located at the end of thecontrol program.
PLC With Assigned Subroutines AtThe End Of The Program
Label^ ^ A label (LBL) instruction identifies the ladder rung that is thetarget destination of a jump to or GOSUB instruction.^ ^ The label instruction reference number must match that of thejump to or GOSUB instruction with which it is used.^ ^ A label instruction does not contribute to logic continuity and,for all practical purposes, is always logically TRUE.^ ^ This instruction is always the first condition instruction in thereferenced rung.^ ^ A label instruction referenced by a unique address can only bedefined once in a program.
Return^ ^ A^ return^
(RET)^ instruction
terminates^
a^ ladder
subroutine and is programmed with no conditionalinputs. When^ the^
control^ program
encounters
this
instruction, it returns to the main program, going tothe^ ladder^ rung
immediately^
following^ the^
GOSUB
instruction that initiated the subroutine. Normal program execution continues from that point. Each subroutine must have a return instruction.
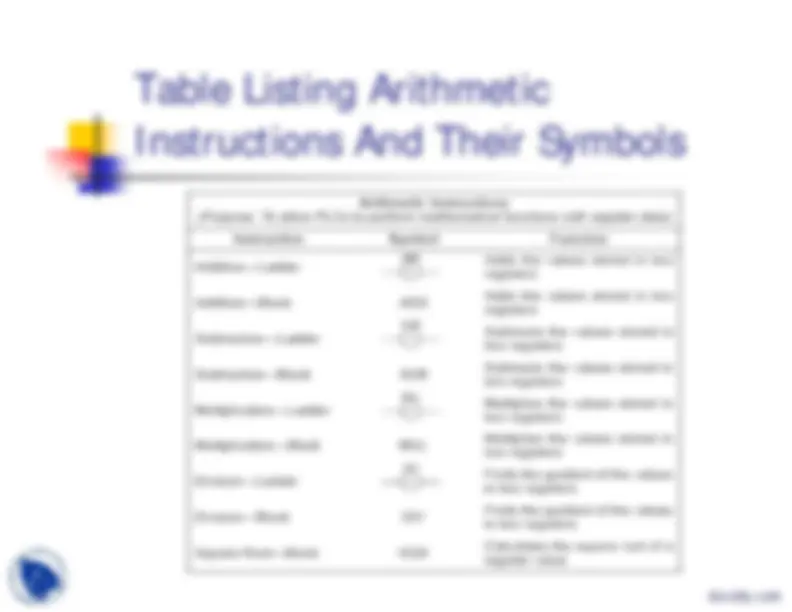
Table Listing ArithmeticInstructions And Their Symbols
Arithmetic Instructions ^ Like other instructions, arithmetic instructions may be in either thebasic ladder format or the functional block format; however, operationin either format is essentially the same. Most arithmetic instructionsrequire^ three^
reference^ registers,
which^ define^ the
two^ operand
registers and the destination register of the operation. Some instructions, such as multiplication and division, may use fourregisters. Most^ arithmetic^ operations
in^ a^ PLC^ require
only^ single-precision arithmetic, meaning that the values of the operands and the result canbe held in one register each. If operations dealing with larger numbers are required, a PLC mayoffer double-precision arithmetic instructions. Double precision means that the system uses double the number ofregisters to hold the operands and result, because it must store largernumbers. Example, a double-precision addition instruction would use a total ofsix registers, two for each operand and two for the result.
Arithmetic Instructions^ ^ Note: The ladder format may require other ladderdata^ transfer
instructions^
to^ obtain^ the
arithmetic
operands. In functional block format, some manufacturers offerthe ability to “cascade” block functions. Cascading is very useful when dealing with multiplearithmetic^ operations,
since^ one^
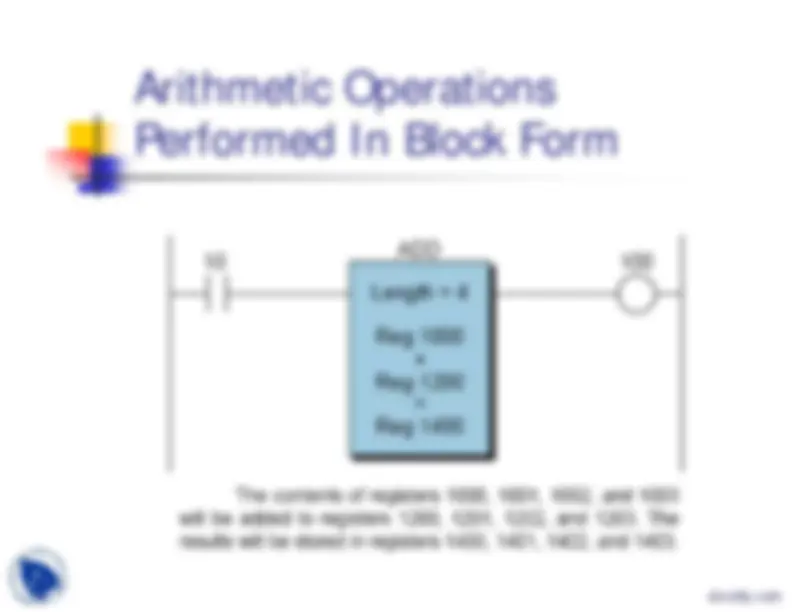
instruction^ will activate the next one when finished. Other manufacturers allow arithmetic operations tobe performed in block form; that is, using blocks ofseveral^ contiguous
registers^ as^
the^ operands
and
storing the results in another block of registers.
Cascading Function Block
Addition ladder^ ^ The addition (ADD) ladder instruction adds the valuesstored in two referenced memory locations.^ ^ Different controllers access these values differently.^ ^ Some instruction sets use a get (GET) data transferinstruction to access the two operand register values,while others simply reference the two registers usingcontact symbols.^ ^ The processor stores the sum of the values in theregister referenced by the ADD coil.^ ^ If the addition operation is enabled only when certainrung conditions are TRUE, then the input conditionsshould be programmed before the addition rung.
Use Of A Get (GET) Data Transfer Instruction &Referencing The Two Registers Using Contact Symbols ^ If A closes, the contents of register X and register Y are added and stored inregister Z. ^ If A does not close, no addition is performed. ^ If contact A was omitted, the addition would be performed in every scan
Addition Functional Block
Addition Functional Block^ ^ A control line enables the operation of an addition block.^ ^ When^ the^ rung
conditions^ are^ TRUE,
the^ processor^ performs
the
addition function. In the block shown in previous figure, register 1000 and register 1001can be preset values, storage registers, or I/O registers. Each^ time^ an^ OFF-to-ON
transition^ enables
the^ control^ line,
the
instruction adds the values in these two registers and places the resultin register 2000. The done, or enable, output coil indicates that the operation has beencompleted. This output remains ON as long as the control line is TRUE. An overflow of the addition operation energizes the overflow output ofthe block. If the operation overflows, some PLCs will clamp, or store, the resultsat the maximum value that the register can hold. Others will store the difference between the maximum count value andthe actual overflow value.