



Metals Processing
Chapter 14:








Study with the several resources on Docsity

Earn points by helping other students or get them with a premium plan

Prepare for your exams
Study with the several resources on Docsity
Earn points to download
Earn points by helping other students or get them with a premium plan
In this document topics covered which are Materials Engineering, Metals Processing, Metal Forming Techniques, Casting Process,Miscellaneous Processes, Metal Fabrication Techniques.
Typology: Lecture notes
1 / 17

This page cannot be seen from the preview
Don't miss anything!
Chapter 14:
4 roll A (^) o A (^) d roll
(^) Hot-working refers to processes where metals are plastically deformed above their recrystallization temperature. This allows the material to recrystallize during deformation and prevents the materials from strain hardening; the yield strength and hardness are not increased, while ductility is retained. (^) Hot-working processes: rolling, extrusion or forging typically are used in the first step of converting a cast ingot into a wrought product. (^) Deformation energy requirements are less than for cold work. (^) The lower limit of the hot working temperature is determined by its recrystallization temperature. The upper limit for hot working is determined by excessive oxidation, grain growth, undesirable phase transformation. Hot Working
(^) When cold-working is excessive, the metal will
(^) Cold-working operations are usually carried out in
(^) A higher quality surface finish than hot working. (^) Closer dimensional control of the finished piece. (^) Cold-working of a metal results in an increase in
Cold Working Watch a ColdDrawn Tubing Process View the video.
Grain Flow (^) Forging is the process where metal (Fe, Ti, Al) is heated and shaped by plastic deformation (compressive forces). The compressive force typically comes from hammer blows or a press. Forged articles have outstanding grain structures and the best combination of mechanical properties. Forging refines the grain structure and improves physical properties of the metal. With proper design, the grain flow can be oriented in the direction of principal stresses encountered in actual use. Grain flow is the direction of the pattern that the crystals take during plastic deformation.
http://www.forging.it/
(^) Most forging processes begin with open die forging. (^) Open die forging shapes heated metal parts between a top die attached to a ram and a bottom die attached to a hammer anvil or giant hydraulic press bed. (^) Metal parts are worked above their recrystallization temperatures (ranging from 1900°F to 2400°F for steel) and gradually shaped into the desired configuration through hammering or pressing. (^) While impression or closed die forging confines the metal in dies, open die forging is never completely confined or restrained in the dies. (^) Wrenches, automotive crankshafts and piston connecting rods are typical objects formed by forging. (^) Some disadvantages of forging are the high cost (dies) and high residual stress produced. Die Forging Closed die forging - The shaping of hot metal within the walls of two dies that come together to completely enclose the work piece.
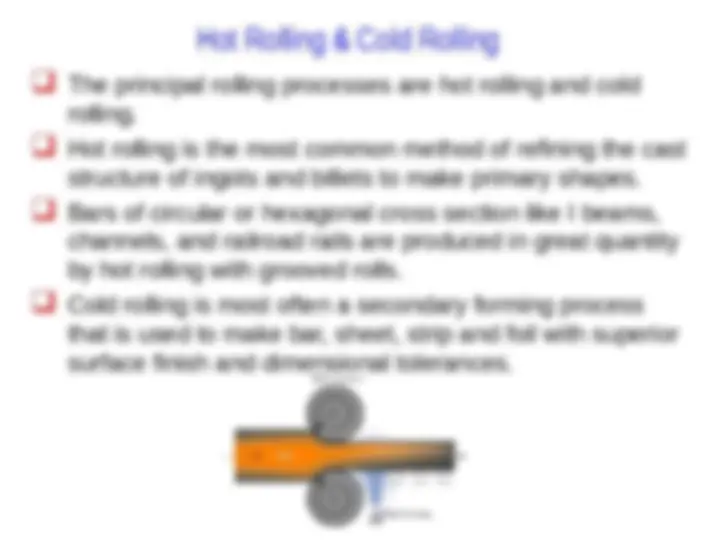
(^) The process of plastically deforming a metal by passing it between rollers; a reduction in thickness results from compressive stresses exerted by the rolls. (^) This is the most widely used metalworking process because it lends itself to high production and close control of the final product. (^) After extraction processes, many molten metals are solidified by casting into large ingot molds. The ingots are normally subjected to hot rolling to produce a flat sheet or slab. These are more convenient shapes for subsequent metal forming operations (extrusion, forging, drawing). Rolling
(^) The principal rolling processes are hot rolling and cold rolling. (^) Hot rolling is the most common method of refining the cast structure of ingots and billets to make primary shapes. Bars of circular or hexagonal cross section like I beams, channels, and railroad rails are produced in great quantity by hot rolling with grooved rolls. (^) Cold rolling is most often a secondary forming process that is used to make bar, sheet, strip and foil with superior surface finish and dimensional tolerances. Hot Rolling & Cold Rolling
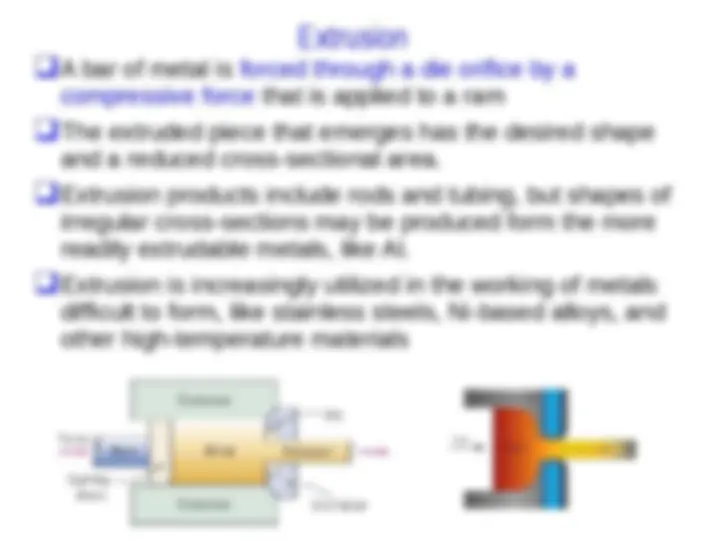
A bar of metal is forced through a die orifice by a compressive force that is applied to a ram The extruded piece that emerges has the desired shape and a reduced cross-sectional area. Extrusion products include rods and tubing, but shapes of irregular cross-sections may be produced form the more readily extrudable metals, like Al. Extrusion is increasingly utilized in the working of metals difficult to form, like stainless steels, Ni-based alloys, and other high-temperature materials Extrusion
(^) Drawing is the pulling of a metal piece through a die having a tapered bore by means of a tensile force that is applied on the exit side (^) Rod, wire and tubing products are commonly fabricated in this way. (^) Wiredrawing usually starts with a coil of hot-rolled rod (^) Draw speeds vary from about 30 to 300 ft/min (^) In general, the term wire refers to small diameter products under 5 mm that may be drawn rapidly on multiple-die machines. Drawing
http://www.titanium.org/chinese/English/Technical%20Data/Manufacturing%20Techniques/forming.html