Download PRODUCTION PROCESS(MACHINE TOOLS) and more Study notes Mechanical Engineering in PDF only on Docsity!
SME 1102 - Fundamentals of Mechanical Engieering UNIT 3 PRODUCTION PROCESS(MACHINE TOOLS)
3.1 Introduction
Machining is a manufacturing process in which a sharp cutting tool is used to cut away material to leave the desired part shape. Machining is most frequently applied to shape metals.
Conventional machining, the predominant cutting action in machining involves shear deformation of the work material to form a chip, as the chip is removed a new surface is exposed. The three principal machining process turning, drilling and milling. the other machining process includes Shaping, planning, broaching and sawing.
Another group of material removal processes is the abrasive processes, which mechanically remove material by the action of hard, abrasive particles. this process includes Grinding, honing, lapping and superfinishing. Finally, the nontraditional processes which use various energy forms other than a sharp cutting tool or abrasive particles to remove materials. the energy form include mechanical, electrochemical, thermal ad chemical.
Machining is used to convert casting, forgings or performed blocks of metal in to desired shape, with size and finish specified to fulfill design requirements. Almost every manufacturing product has component that require machining. Most of the engineering components such as gears, bearings, clutches, tools, screws and nuts etc. need dimensional and form accuracy and good surface finish for serving their purposes.
Machining processes are performed on a wide variety of machine tools. Each of the basic machine tool types has many different configuration. Each process is performed on one or more basic machine tools. For example, drilling can be performed on drill presses, milling machine, Lathes and boring machines.
Turning (boring, facing, cutoff, taper turning, form cutting, chamfering, recessing, thread cutting) Shaping (planning, vertical shaping) Milling (hobbing, generating, thread milling) Drilling (reaming, tapping, spot facing, counterboring, countersinking) Sawing(filing) Abrasive machining (grinding, honing, lapping) Broaching (internal and surface)
3.2 LATHE
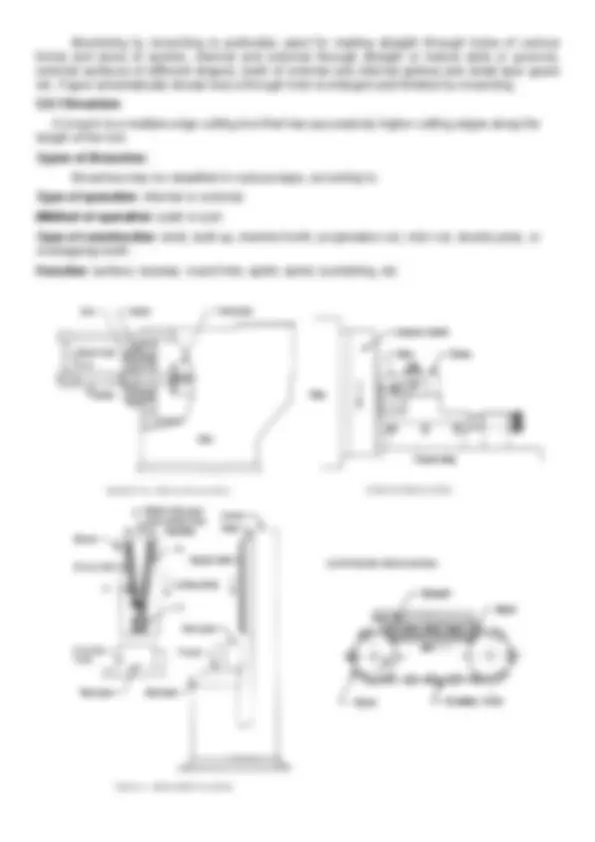
Lathe is one of the most versatile and widely used machine tools all over the world. It is commonly known as the mother of all other machine tool. The main function of a lathe is to remove metal from a job to give it the required shape and size. The job is secure1y and rigid1y held in the chuck or in between centers on the lathe machine and then turn it against a single point cutting tool which wi1l remove meta1 from the job in the form of chips. Figure shows the working principle of lathe. An engine lathe is the most basic and simplest form of the lathe. It derives its name from the early lathes, which obtained their power from engines. Besides the simple turning operation as described above, lathe can be used to carry out other operations also, such as drilling, reaming, boring, taper turning, knurling, screwthread cutting, grinding etc.
3.2.1 Types of Lathe
Lathes are manufactured in a variety of types and sizes, from very small bench lathes used for precision work to huge lathes used for turning large steel shafts. But the principle of operation and function of all types of lathes is same. The different types of lathes are:
- Speed lathe a) Wood working b) Spinning c) Centering d) Po1ishing
- Centre or engine lathe (a) Be1t drive (b) Individual motor drive (c) Gear head lathe
- Bench lathe
- Tool room Lathe
- Capstan and Turret 1athe
- Special purpose lathe (a) Whee1 lathe (b) Gap bed lathe (c) Dup1icating lathe (d) T-lathe
- Automatic lathe
Speed Lathe
Speed lathe is simplest of all types of lathes in construction and operation. The important parts of speed lathe are following-
(1) Bed (2) Headstock (3) Tailstock, and (4) Tool post mounted on an adjustable slide.
(6) Thread cutting mechanism
Bed
The bed of a lathe machine is the base on which all other parts of lathe are mounted. It is massive and rigid single piece casting made to support other active parts of lathe. On left end of the bed, headstock of lathe machine is located while on right side tailstock is located. The carriage of the machine rests over the bed and slides on it. On the top of the bed there are two sets of guideways-innerways and outerways. The innerways provide sliding surfaces for the tailstock and the outerways for the carriage. The guideways of the lathe bed may be flat and inverted V shape. Generally cast iron alloyed with nickel and chromium material is used for manufacturing of the lathe bed.
Head Stock
The main function of headstock is to transmit power to the different parts of a lathe. It comprises of the headstock casting to accommodate all the parts within it including gear train arrangement. The main spindle is adjusted in it, which possesses live centre to which the work can be attached. It supports the work and revolves with the work, fitted into the main spindle of the headstock. The cone pulley is also attached with this arrangement, which is used to get various spindle speed through electric motor. The back gear arrangement is used
Tail Stock
Figure shows the tail stock of central lathe, which is commonly used for the objective of primarily giving an outer bearing and support the circular job being turned on centers.
Tail stock can be easily set or adjusted for alignment or non-alignment with respect to the spindle centre and carries a centre called dead centre for supporting one end of the work. Both live and
dead centers have 60° conical points to fit centre holes in the circular job, the other end tapering to allow for good fitting into the spindles. The dead centre can be mounted in ball bearing so that it rotates with the job avoiding friction of the job with dead centre as it important to hold heavy jobs.
Carriage
Carriage is mounted on the outer guide ways of lathe bed and it can move in a direction parallel to the spindle axis. It comprises of important parts such as apron, cross-slide, saddle, compound rest, and tool post. The lower part of the carriage is termed the apron in which there are gears to constitute apron mechanism for adjusting the direction of the feed using clutch mechanism and the split half nut for automatic feed. The cross-slide is basically mounted on the carriage, which generally travels at right angles to the spindle axis. On the cross-slide, a saddle is mounted in which the compound rest is adjusted which can rotate and fix to any desired angle. The compound rest slide is actuated by a screw, which rotates in a nut fixed to the saddle. The tool post is an important part of carriage, which fits in a tee-slot in the compound rest and holds the tool holder in place by the tool post screw. Figure shows the tool post of centre lathe.
Feed Mechanism
Feed mechanism is the combination of different units through which motion of headstock spindle is transmitted to the carriage of lathe machine. Following units play role in feed mechanism of a lathe machine-
- End of bed gearing
- Feed gear box
- Lead screw and feed rod
- Apron mechanism The gearing at the end of bed transmits the rotary motion of headstock spindle to the feed gear box. Through the feed gear box the motion is further transmitted either to the feed shaft or lead screw, depending on whether the lathe machine is being used for plain turning or screw cutting. The feed gear box contains a number of different sizes of gears. The feed gear box provides a means to alter the rate of feed, and the ration between revolutions of the headstock spindle and the movement of carriage for thread cutting by changing the speed of rotation of the feed rod or lead screw. The apron is fitted to the saddle. It contains gears and clutches to transmit motion from the feed rod to the carriage, and the half nut which engages with the lead screw during cutting threads.
Thread Cutting Mechanism
The half nut or split nut is used for thread cutting in a lathe. It engages or disengages the carriage with the lead screw so that the rotation of the leadscrew is used to traverse the tool along the workpiece to cut screw threads. The direction in which the carriage moves depends upon the position of the feed reverse lever on the headstock.
Angle plates
Angle plate is a cast iron plate having two faces machined to make them absolutely at right angles to each other. Holes and slots are provided on both faces so that it may be clamped on a faceplate and can hold the job or workpiece on the other face by bolts and clamps. The plates are used in conjunction with a face plate when the holding surface of the job should be kept horizontal.
Mandrels
A mandrel is a device used for holding and rotating a hollow job that has been previously drilled or bored. The job revolves with the mandrel, which is mounted between two centers. It is rotated by the lathe dog and the catch plate and it drives the work by friction. Different types of mandrels are employed according to specific requirements. It is hardened and tempered steel shaft or bar with 60° centers, so that it can be mounted between centers. It holds and locates a part from its center hole. The mandrel is always rotated with the help of a lathe dog; it is never placed in a chuck for turning the job. A mandrel unlike an arbor is a job holding device rather than a cutting tool holder. A bush can be faced and turned by holding the same on a mandrel between centers. It is generally used in order to machine the entire length of a hollow job
Rests
A rest is a lathe device, which supports a long slender job, when it is turned between centers or by a chuck, at some intermediate point to prevent bending of the job due to its own weight and vibration set up due to the cutting force that acts on it. The two types of rests commonly used for supporting a long job in an engine lathe are the steady or centre rest and the follower rest.
3.2.4 Specification of Lathe
The size of a lathe is generally specified by the following means:
(a) Swing or maximum diameter that can be rotated over the bed ways (b) Maximum length of the job that can be held between head stock and tail stock centers (c) Bed length, which may include head stock length also (d) Maximum diameter of the bar that can pass through spindle or collect chuck of capstan lathe.
Figure illustrates the elements involved in specifications of a lathe. The following data also contributes to specify a common lathe machine.
(1) Maximum swing over bed (2) Maximum swing over carriage (3) Height of centers over bed (4) Maximum distance between centers (5) Length of bed (6) Width of bed (7) Morse taper of center (8) Diameter of hole through spindle (9) Face plate diameter
(10) Size of tool post (11) Number of spindle speeds (12) Lead screw diameter and number of threads per cm. (13) Size of electrical motor (14) Pitch range of metric and inch threads etc.
3.2.5 Lathe Operations
For performing the various machining operations in a lathe, the job is being supported and driven by anyone of the following methods.
- Job is held and driven by chuck with the other end supported on the tail stock centre.
- Job is held between centers and driven by carriers and catch plates.
- Job is held on a mandrel, which is supported between centers and driven by carriers and catch plates.
- Job is held and driven by a chuck or a faceplate or an angle plate.
The above methods for holding the job can be classified under two headings namely job held between centers and job held by a chuck or any other fixture. The various important lathe operations are depicted through Figures. The operations performed in a lathe can be understood by three major categories
(a) Operations, which can be performed in a lathe either by holding the workpiece between centers or by a chuck are:
- Straight turning 2. Shoulder turning
- Taper turning 4. Chamfering
- Eccentric turning 6. Thread cutting
- Facing 8. Forming
- Filing 10. Polishing
- Grooving 12. Knurling
- Spinning 14. Spring winding (b) Operations which are performed by holding the work by a chuck or a faceplate or an angle plate are:
- Undercutting 2. Parting-off
- Internal thread cutting 4. Drilling
- Reaming 6. Boring
- Counter boring 8. Taper boring
- Tapping (c) Operations which are performed by using special lathe attachments are:
- Milling 2. Grinding
Taper Turning by Swivelling the Compound Rest
This method uses the principle of turning taper by rotating the workpiece on the lathe axis and feeding the tool at an angle to the axis of rotation of the workpiece. The tool is mounted on the compound rest which is attached to a circular base, graduated in degrees. The compound rest can easily be swiveled or rotated and clamped at any desired angle as shown in Figure. Once the compound rest is set at the desired half taper angle, rotation of the compound slide screw will cause the tool to be fed at that angle and generate a corresponding taper. This method is limited to turn a short but steep taper because of the limited movement of the cross-slide. The compound rest can be swiveled at 45° on either side of the lathe axis enabling it to turn a steep taper. The movement of the single point cutting tool in this method is being purely controlled by hand. Thus it provides a low production capacity and poor surface finish. The positioning or setting of the compound rest is accomplished by swiveling the rest at the half taper angle, if this is already known. If the diameter of the small and large end and length of taper are known, the half taper angle can be calculated. The complete setup for producing a taper by swelling the compound rest is given in Figure.
Taper Turning Attachment Method
This method is commonly employed for generating external tapers only. In this method, the taper turning attachment is bolted back of the lathe machine as shown in Figure. It has guide bar which may be set at any desired angle or taper.
As the carriage moves along the bed length aside over bar causes the tool to move in and out according to setting of the bar. The taper setting on the bar is duplicated on the job or work. The merit of this method is that the lathe centres are kept in alignment.
Taper Turning with Tailstock set over Method
This method is basically employed for turning small tapers on longer jobs and is confined to external tapers only. In this method, the tailstock is set over is calculated using Figure by loosening the nut from its centre line equal to the value obtained by formula given below.
Tail stock set over = Taper length × Sine of half of taper angle (D – d ) / 2 = l × sin ( a /2) Where, D = is the diameter of the large end of cylindrical job, d = is the diameter of the small end of cylindrical job, and l = is the length of the taper of cylindrical job, all expressed in inches, a = taper angle When a part length of the job is to be given taper then tail stock set = ((D – d )/2)) × (total length of the cylindrical job/length of taper) = l × sin ( a /2) × (total length of the cylindrical job/length of taper)
Form Tool Method
Figure shows this method in which a taper form is used to obtain tapers. It is limited to short external tapers. The edge tool must be exactly straight for accurate work.
Thread Cutting
Figure shows the setup of thread cutting on a lathe. Thread of any pitch, shape and size can be cut on a lathe using single point cutting tool. Thread cutting is operation of producing a helical groove on spindle shape such as V, square or power threads on a cylindrical surface. The job is held in between centres or in a chuck and the cutting tool is held on tool post. The cutting tool must travel a distance equal to the pitch (in mm) as the work piece completes a revolution. The definite relative rotary and linear motion between job and cutting tool is achieved by locking or engaging a carriage motion with lead screw and nut mechanism and fixing a gear ratio between head stock spindle and lead screw. To make or cut threads, the cutting tool is brought to the start of job and a small depth of cut is given to cutting tool using cross slide.
3.3.1 Construction of Drilling Machine
In drilling machine the drill is rotated and fed along its axis of rotation in the stationary workpiece. Different parts of a drilling machine are shown in Figure and are discussed below: ( i ) The head containing electric motor, V-pulleys and V-belt which transmit rotary motion to the drill spindle at a number of speeds. ( ii ) Spindle is made up of alloy steel. It rotates as well as moves up and down in a sleeve. A pinion engages a rack fixed onto the sleeve to provide vertical up and down motion of the spindle and hence the drill so that the same can be fed into the workpiece or withdrawn from it while drilling. Spindle speed or the drill speed is changed with the help of V-belt and V-step-pulleys. Larger drilling machines are having gear boxes for the said purpose. ( iii ) Drill chuck is held at the end of the drill spindle and in turn it holds the drill bit. ( iv ) Adjustable work piece table is supported on the column of the drilling machine. It can be moved both vertically and horizontally. Tables are generally having slots so that the vise or the workpiece can be securely held on it. ( v ) Base table is a heavy casting and it supports the drill press structure. The base supports the column, which in turn, supports the table, head etc. ( vi ) Column is a vertical round or box section which rests on the base and supports the head and the table. The round column may have rack teeth cut on it so that the table can be raised or lowered depending upon the workpiece requirements. This machine consists of following parts
- Base
- Pillar
- Main drive
- Drill spindle
- Feed handle
- Work table
3.3.2 Types of Drilling Machine
Drilling machines are classified on the basis of their constructional features, or the type of work they can handle. The various types of drilling machines are:
(1) Portable drilling machine (2) Sensitive drilling machine a. Bench mounting b. Floor mounting (3) Upright drilling machine a. Round column section b. Box column section machine (4) Radial drilling machine a. Plain
b. Semiuniversal c. Universal (5) Gang drilling machine (6) Multiple spindle drilling machine (7) Automatic drilling machine (8) Deep hole drilling machine a. Vertical b. Horizontal
Few commonly used drilling machines are described as under.
Portable Drilling Machine
A portable drilling machine is a small compact unit and used for drilling holes in worpieces in any position, which cannot be drilled in a standard drilling machine. It may be used for drilling small diameter holes in large castings or weldments at that place itself where they are lying. Portable drilling machines are fitted with small electric motors, which may be driven by both A.C. and D.C. power supply. These drilling machines operate at fairly high speeds and accommodate drills up to 12 mm in diameter.
Sensitive Drilling Machine
It is a small machine used for drilling small holes in light jobs. In this drilling machine, the workpiece is mounted on the table and drill is fed into the work by purely hand control. High rotating speed of the drill and hand feed are the major features of sensitive drilling machine. As the operator senses the drilling action in the workpiece, at any instant, it is called sensitive drilling machine. A sensitive drilling machine consists of a horizontal table, a vertical column, a head supporting the motor and driving mechanism, and a vertical spindle. Drills of diameter from 1.5 to 15.5 mm can be rotated in the spindle of sensitive drilling machine. Depending on the mounting of base of the machine, it may be classified into following types:
- Bench mounted drilling machine, and
- Floor mounted drilling machine
Upright Drilling Machine
The upright drilling machine is larger and heavier than a sensitive drilling machine. It is designed for handling medium sized workpieces and is supplied with power feed arrangement. In this machine a large number of spindle speeds and feeds may be available for drilling different types of work. Upright drilling machines are available in various sizes and with various drilling capacities (ranging up to 75 mm diameter drills). The table of the machine also has different types of adjustments. Based on the construction, there are two general types of upright drilling machine:
(1) Round column section or pillar drilling machine. (2) Box column section.
The round column section upright drilling machine consists of a round column whereas the upright drilling machine has box column section. The other constructional features of both are same. Box column machines possess more machine strength and rigidity as compared to those having round section column.
Radial Drilling Machine
Figure illustrates a radial drilling machine. The radial drilling machine consists of a heavy, round vertical column supporting a horizontal arm that carries the drill head. Arm can be raised or lowered on the column and can also be swung around to any position over the work and can be locked in any position. The drill head containing mechanism for rotating and feeding the drill is mounted on a radial arm and can be moved horizontally on the guide-ways and clamped at any desired position. These adjustments of arm and drilling head permit the operator to locate the drill quickly over any point on the work. The table of radial drilling machine may also be rotated through 360 deg. The maximum size of hole that the machine can drill is not more than 50 mm. Powerful drive motors are geared directly into the head of the machine and a wide range of power feeds are
- Boring 4. Counter boring
- Countersinking 6. Spot facing
- Tapping 8. Lapping
- Grinding 10. Trepanning.
The operations that are commonly performed on drilling machines are drilling, reaming, lapping, boring, counter-boring, counter-sinking, spot facing, and tapping. These operations are discussed as under.
Drilling
This is the operation of making a circular hole by removing a volume of metal from the job by a rotating cutting tool called drill as shown in Figure. Drilling removes solid metal from the job to produce a circular hole. Before drilling, the hole is located by drawing two lines at right angle and a center punch is used to make an indentation for the drill point at the center to help the drill in getting started. A suitable drill is held in the drill machine and the drill machine is adjusted to operate at the correct cutting speed. The drill machine is started and the drill starts rotating. Cutting fluid is made to flow liberally and the cut is started. The rotating drill is made to feed into the job. The hole, depending upon its length, may be drilled in one or more steps. After the drilling operation is complete, the drill is removed from the hole and the power is turned off.
Reaming
This is the operation of sizing and finishing a hole already made by a drill. Reaming is performed by means of a cutting tool called reamer as shown in Figure. Reaming operation serves to make the hole smooth, straight and accurate in diameter. Reaming operation is performed by means of a multitooth tool called reamer. Reamer possesses several cutting edges on outer periphery and may be classified as solid reamer and adjustable reamer.
Boring
Figure shows the boring operation where enlarging a hole by means of adjustable cutting tools with only one cutting edge is accomplished. A boring tool is employed for this purpose.
Counter-Boring
Counter boring operation is shown in Figure. It is the operation of enlarging the end of a hole cylindrically, as for the recess for a counter-sunk rivet. The tool used is known as counter- bore.
Counter-Sinking
Counter-sinking operation is shown in Figure. This is the operation of making a coneshaped enlargement of the end of a hole, as for the recess for a flat head screw. This is done for providing a seat for counter sunk heads of the screws so that the latter may flush with the main surface of the work.
Lapping
This is the operation of sizing and finishing a hole by removing very small amounts of material by means of an abrasive. The abrasive material is kept in contact with the sides of a hole that is to be lapped, by the use of a lapping tool.
Spot-Facing
This is the operation of removing enough material to provide a flat surface around a hole to accommodate the head of a bolt or a nut. A spot-facing tool is very nearly similar to the counter- bore
Tapping
It is the operation of cutting internal threads by using a tool called a tap. A tap is similar to a bolt with accurate threads cut on it. To perform the tapping operation, a tap is screwed into the
moves against the cutting edges of milling cutter, metal is removed in form chips of trochoid shape. Machined surface is formed in one or more passes of the work. The work to be machined is held in a vice, a rotary table, a three jaw chuck, an index head, between centers, in a special fixture or bolted to machine table. The rotatory speed of the cutting tool and the feed rate of the workpiece depend upon the type of material being machined.
3.4.2 Milling Methods
There are two distinct methods of milling classified as follows:
- Up-milling or conventional milling, and
- Down milling or climb milling.
UP-Milling or Conventional Milling Procedure
In the up-milling or conventional milling, as shown in Figure, the metal is removed in form of small chips by a cutter rotating against the direction of travel of the workpiece. In this type of milling, the chip thickness is minimum at the start of the cut and maximum at the end of cut. As a result the cutting force also varies from zero to the maximum value per tooth movement of the milling cutter. The major disadvantages of up-milling process are the tendency of cutting force to lift the work from the fixtures and poor surface finish obtained. But being a safer process, it is commonly used method of milling.
Down-Milling or Climb Milling
Down milling is shown in Figure. It is also known as climb milling. In this method, the metal is removed by a cutter rotating in the same direction of feed of the workpiece. The effect of this is that the teeth cut downward instead of upwards. Chip thickness is maximum at the start of the cut and minimum in the end. In this method, it is claimed that there is less friction involved and consequently less heat is generated on the contact surface of the cutter and workpiece. Climb milling can be used advantageously on many kinds of work to increase the number of pieces per sharpening and to produce a better finish. With climb milling, saws cut long thin slots more satisfactorily than with standard milling. Another advantage is that slightly lower power consumption is obtainable by climb milling, since there is no need to drive the table against the cutter.
3.4.3 Types of Milling Machines
Milling machine rotates the cutter mounted on the arbor of the machine and at the same time automatically feed the work in the required direction. The milling machine may be classified in several forms, but the choice of any particular machine is determined primarily by the size of the workpiece to be undertaken and operations to be performed. With the above function or requirement in mind, milling machines are made in a variety of types and sizes. According to general design, the distinctive types of milling machines are:
- Column and knee type milling machines a) Hand milling machine b) Horizontal milling machine c) Universal milling machine d) Vertical milling machine
- Planer milling machine
- Fixed-bed type milling machine a) Simplex milling machine. b) Duplex milling machine. c) Triplex milling machine.
- Machining center machines
- Special types of milling machines a) Rotary table milling machine. b) Planetary milling machine. c) Profiling machine. d) Duplicating machine. e) Pantograph milling machine. f) Continuous milling machine. g) Drum milling machine h) Profiling and tracer controlled milling machine
Some important types of milling machines are discussed as under.
Column and Knee Type Milling Machine
Figure shows a simple column and knee type milling machine. It is the most commonly used milling machine used for general shop work. In this type of milling machine the table is mounted on the knee casting which in turn is mounted on the vertical slides of the main column. The knee is vertically adjustable on the column so that the table can be moved up and down to accommodate work of various heights. The column and knee type milling machines are classified on the basis of various methods of supplying power to the table, different movements of the table