Download SENSORS IN VARIOUS FORMS and more High school final essays Electronics in PDF only on Docsity!
ON-LINE PAPERMAKING SENSORS:
AN HISTORICAL PERSPECTIVE
M. H. Waller
Paper Science & Engineering Department, Miami University, Oxford, OH USA
ABSTRACT
As the title implies, this paper will discuss papermaking on-line instrumentation, concentrating on sensors for paper quality measurements. The review is intended to explore not just the techniques for measurement, but also the evolution of a particu- lar measurement and the research behind it. On-line instrumentation will be the primary focus, covering not only the usual structural, mechanical and appearance properties of paper but also certain water system measurements around the papermaking thin/thick stock loop. These measurements will include a discussion of the sensors pertaining to “wet end chem- istry” and consistency, with their incorporation into retention control schemes. Discussion of off-line, laboratory measurements will be included where pertinent to provide a prediction of future on-line sensor availability. The usual papermaking process measurements such as pH, temperature, level, pressure and flow will not be covered.
12th Fundamental Research Symposium, Oxford, September 2001 785
Preferred citation: M.H. Waller. On-line Papermaking Sensors: An Historical Perspective. In The science of papermaking , Trans. of the XIIth Fund. Res. Symp. Oxford, 2001 , (C.F. Baker, ed.), pp 785–895, FRC, Manchester, 2018. DOI: 10.15376/frc.2001.2.785.
TABLE OF CONTENTS
To assist the reader, this lengthy paper is broken into a number of chapters, an outline of which is presented below:
Chapter I – Introduction, Prologue, Prognosis and Sensor Organization II – Structural: Basis weight, Moisture, Caliper, Formation, Smoothness III – Mechanical: Strength, Miscellaneous, Defects, Pulp Properties IV – Appearance: Ash, Coatweight, Gloss, Brightness, Opacity, Color V – Wet End Control, Consistency and Chemistry VI – Epilogue and References
I INTRODUCTION
A Prologue and acknowledgement
This paper is intended to be a review of on-line sensors for the papermaking process. Given that broad definition, some limit needs to be placed on just what is meant by a “papermaking” sensor. To start with, on-line instrumenta- tion for paper properties will be the primary focus, covering the usual struc- tural, mechanical and appearance properties of paper. Paper properties of interest include ash, basis weight, brightness, caliper, coatweight, color, defects, fiber alignment, formation, moisture, opacity, permeability, porosity, smoothness (roughness), stiffness and strength. Stock loop measurements include consistency, drainage characteristics, fiber properties and freeness, along with an emphasis on the “wet-end chemistry” measurements of charge, retention, streaming current and zeta potential. No matter what the sensor, an attempt will be made to show its historical technological underpinnings and the evolution of a particular measurement technique. Second, in certain cases, the signal produced by the sensor will be incorporated into a discussion of the process control system for the paper machine. These discussions are especially pertinent when the sensor can only measure a compromise element of a true property attribute. An example of this is a scanning sensor, whose purpose is to measure machine-direction (MD) and cross-direction (CD) properties. Third, some present laboratory-only, or off-line measurements will be dis- cussed, as precursors for the possibility of relating to or someday achieving on-line status. In addition, there will be some discussion of pulp properties and how they relate to, and are predictive of, paper properties.
M. H. Waller
786 Session 5: Sensors and Measurement
[22]. One recent and excellent reference is Chapter 4 of Book 14, Process Control, of the Papermaking and Technology Series published in cooper- ation with the Finnish Paper Engineers’ Association and TAPPI. Edited by Leiviska and authored by Jouni Tornberg, this source discusses many of the special measurements in pulp and paper processes [23]. One might question why we have a particular paper sensor. Historically, many of today’s papermaking sensors sprung from the need to quantify a particular performance attribute of paper. A quote attributed to Lord Kelvin is pertinent here:
“I often say that when you can measure what you are speaking about, and express it in numbers, you know something about it... .” [24]. To know more about this business of papermaking, removing some of the art and replacing it with science, we have a need for more appropriate sensing applications and quantities of instrumentation. Indeed, some estimates have been made which state that the number of sensors on paper machines has been doubling every three years [25]. With computer use in the paper mill now commonplace and indeed necessary for the running of the machines, it might be worth while to step back some 50 years to review technology. Post World War II electronic technology had severe limitations by today’s standards. Measuring instruments and recorders were galvanometric devices. Audio frequency recorders used steel wire as the recording medium. Calcula- tors were electromechanical, occupying about ½ cubic foot to provide add- ition of 10 digit numbers. Amplifiers used vacuum tubes, having a life of 1000 hours. Two vacuum tubes per bit of digital information were required, with a power consumption of about 2 watts/bit [9]. Many of today’s sensors have evolved from basic concepts that are 50 years old. These sensors and the associated larger systems differ mainly in the development of transistors and use of digital computers, making the sensors more consistent, accurate and reliable. These sensors, along with the com- munication and manipulation of information in process systems, are allowing real-time process optimization. Some sensors however are based on entirely new concepts using non-linear and other optical phenomena. These sensors are able to sense newly import- ant process variables, such as pattern recognition systems. Systems for the micro-scale capture and quantification of paper structure are providing valu- able insight. Confocal laser scanning enables the examination of paper at the fiber level, and conventional light microscopy is sufficient to view localized surface texture variation, providing a contrasting measurement of surface roughness when compared with air-leak devices. Scanners allow the determination of macro-scale variation in mass density distribution, and with
M. H. Waller
788 Session 5: Sensors and Measurement
numerical analyses of these images, the papermaker can quantify fiber col- lapse in a sheet, sheet pores and wiremark. The nature of fiber orientation in a sheet can be obtained, layer by layer, using image analysis techniques that identify individual fiber segments within their larger fiber network. While fiber orientation has traditionally been inferred from ultrasound tensile stiff- ness measurements, the difference in fiber orientation values given directly by image analysis, when coupled with indirect ultrasound data gives a measure of the contribution of drying strain to sheet MD and CD tensile values. Smart sensors with built-in intelligence are now interfaced to data high- ways, communicating with optical fiber links to process simulators so that, for example, heat transfer coefficients can be calculated in real time. Similarly, the reading of sensors in hostile environments can be remotely calibrated and assessed for data reconciliation to assist with maintenance procedures, man- age energy consumption and pinpoint problem identification [26]. Relating, and indeed predicting, paper breaks from databases of on-line measurements is an exciting new development. Fuzzy logic based expert systems can identify the possible causes and their associated probabilities for a paper break after the fact, but can also make recommendations to the operator for actions to avoid a break [27]. The papermaker has many new tools in the quest to relate process cause and effect [16]. Much has changed in the past 50 years, from the first on-line sensors installed in the 1950’s, to the first computers installed on paper machines in the 1960’s, to the Plant Information Systems of today. Even 20 years ago, computer control of properties such as basis weight, sheet mois- ture and ash content were thought of more as necessities than luxuries [28]. The early 80’s provided on-line color monitoring and control, in addition to CD profile control systems [5]. Cross machine control of basis weight and moisture was then, and still is, regarded as one of the most important break- throughs in paper machine automation. Sensor and consequent system development will continue, with the demand for more specialized applications [14]. The improvement in paper uniformity and the achieving of better functional properties of paper is a need which will continue. Paulapuro [29] identified those important structural elements of a printing paper which affect quality as formation, fiber orienta- tion, z-direction material, density, bonding, and pore volume distribution. These elements will provide one driving force for sensor development, so that ultimately we achieve on-line measurement and control of paper properties with automatic grade changes, coordinated control of CD profiles, retention, and wet end charge. About 10 years ago, Kaunonen and Paunonen [30] identified trends in the industry, which were driving automation developments. They described both
On-Line Papermaking Sensors: An Historical Perspective
12th Fundamental Research Symposium, Oxford, September 2001 789
moisture sensors will be discussed first, as these were typically the first on-line quality sensors installed on paper machines. Next, sensors for the mechanical properties of tensile strength and stiffness will be discussed in Chapter III. Included in this chapter will be a discussion of miscellaneous mechanical measurements, break and defect detection systems on operating paper machines, and how pulp properties relate to resultant paper properties. Sensors for appearance, or optical properties will be discussed in Chapter IV. Opacity, brightness, color and gloss are of interest, but ash and coat weight measurement will be included, since the purpose of these is to enhance the sheet’s appearance and receptivity for print. The retention of ash and other fine particles recently has received much attention. Accordingly, Chap- ter V will present a discussion of the sensors for “wet-end chemistry” meas- urements, including a discussion of the measurement of consistency and certain retention control strategies. Each sensor has had its own path of technological development. As sug- gested by Pfeifer [2], most measurement techniques have evolved in a very similar fashion. First there was an exploratory period where many approaches were developed and tested. A maturation period followed when the successful approaches emerged. Finally, a refinement period occurred when the matured technology was tuned for a variety of applications. As each sensor is discussed an attempt will be made to place it in position along the path of its development.
II STRUCTURAL PROPERTIES
A Basis weight
1 Scanning gauges
Scanning gauges, mounted at the dry end of the paper machine, have, for many years, been the standard method for measuring basis weight, moisture, caliper and ash. No matter what the property to be measured, these scanning gauges produce sparse information about the characteristics of the sheet and suffer from the features of being able to discover only very low frequency disturbances with large dead times in the control loop. Accordingly, much effort has gone into developments to improve this situation, and only lately certain technological breakthroughs have emerged that offer great promise for alleviating many of the problems inherent in scanning gauges. Of all the on-line sensors, basis weight gauges will be discussed first, coupled with a
On-Line Papermaking Sensors: An Historical Perspective
12th Fundamental Research Symposium, Oxford, September 2001 791
discussion of the technological developments pertaining to scanning gauges in general.
2 Sensors and signal handling
Basis weight is defined as the mass of material per unit area. Occasionally called areal density, the favored unit of measure is g/m^2. Not infrequently, the unit of measure might be lbm/3000 ft 2 or sometimes /1000 ft 2. The on-line measurement of basis weight might be considered to be in the refinement period, given the many years of development and use. While this might be true for the single-point or scanning nuclear radiation gauges, that is not necessarily the case for full-sheet imaging technology, which might be classified in the exploratory period. As has been true for many years, the primary method for weight measure- ment is the beta-gauge transmission technique incorporated into a scanning gauge at the dry end of the paper machine. (For non-woven applications, the gamma backscatter technique is also used [33]. Another technique is based on filtered blackbody radiation in the far infrared region [34]. Neither of these techniques will be discussed here.) Beta particles are collimated and focused toward the sheet, attenuated in a nearly exponential fashion which is almost independent of furnish (and coating), and detected [23]. Detection using Geiger-Mueller tubes, proportional counters, scintillator/photomultiplier tubes and solid-state detectors was attempted during the exploration period of 50 years ago. The ionization chamber has emerged as the optimal detector because of its high stability, ruggedness, and ability to be efficiently sized to detect radiation distributed over the relatively large radiation beam. Efforts early in the exploratory stage were directed toward compensating for mis-alignments of sources and detector and sheet passline (position of the sheet between the heads). Since the interaction of beta radiation with the sheet is both absorption and scattering, mathematical models for attenuation are approximate and geometry-dependent [2]. The maturation and refinement periods saw the incorporation of the gaseous krypton-85 radioisotope for mid-range basis weights and better methods of compensation so that the gauge’s output remained relatively insensitive to passline variation, temperature changes, head misalignment, and furnish variation, a need particularly important for recycled fiber use. Heavier basis weights have seen the use of strontium-90, whereas promethium-147 is the isotope of choice for lighter weight sheets. Additional development work optimized performance in dusty environ- ments and greatly improved accuracy for lightweight products to 0.25% [2,35,36]. The measurement of lightweight products is especially sensitive to
M. H. Waller
792 Session 5: Sensors and Measurement
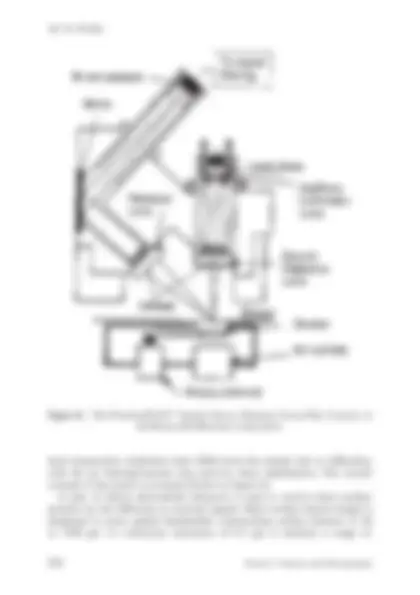
claimed to make it possible to discriminate between the various polymers in a coextrusion [40].
3 Quality systems and process control
Now that we have a signal from our scanning gauge, what is to be done with it? The average of many scans is used for providing routine basis weight control, in spite of the long dead time between the stock pump and dry end. Model-based CD control is used to evaluate controllability and provide on- line diagnostics aimed at greater production efficiency [41]. The basis weight sensor signal which before addressed only quality issues now forms part of a much larger system, one term for which is an Integrated Monitoring System
Figure 2 The IRPlus Infrared Sensor. Redrawn from a Honeywell-Measurex Corporation brochure [40].
M. H. Waller
794 Session 5: Sensors and Measurement
(IMS) [42]. The value of an IMS system is its ability to associate high frequency quality disturbances with, for example, process pulsations in real time, made possible by the frequency response of current basis weight sen- sors, being perhaps 1 kHz. The system may also have the capability to signal an alarm for a potentially hazardous situation, such as a bearing failure. Paper machine mechanical vibrations will not be discussed here, but camera-based break detection systems and hole monitors will be, in a later section. Providing accurate profiles from a scanning gauge in a timely fashion is a challenging objective. Faster scanning and computing will help, but the dif- ficult task of separating the MD and CD variability has been with us for many years and will be discussed next.
a Handling the scanned signal – old and new methods
- Variance and frequency response
Scanning gauges all have the feature of MD/CD interaction because of the diagonal path across the sheet. This shortcoming has been recognized by many investigators who have presented various methods for partitioning the MD and CD variances, one of which is based on Kalman filtering [43]. The relationships between variance statistics, autocovariance functions and the power spectrum are well described in several sources, and are of great importance when comparing statistics from various machines [44]. Common present practice is to identify orthogonal variance components as MD (aver- ages of CD strips or individual scan averages), CD (variance of the averages at individual CD positions), and residual (the rest, which consists of short- term MD, random, covariance, interactive and measurement error). Of great significance is the assumption that any data set is representative of a popula- tion of random variations, that each measurement is independent of the others, that the measurements are independent of the data acquisition methods, and that the process is stationary. Unfortunately, none of these assumptions is strictly true, which makes the comparison of results and claims for control performance questionable [45]. Incorporation of the actual frequency response of the papermaking process and equipment, with vari- ance separation of scanned data needs to be a part of the solution of any control scheme, a facet which is frequently overlooked [46,47,48]. The process generally used to estimate CD profiles from the time-sampled data is Data Box Averaging. Since the signal is averaged over fixed time zones, the effect of the averaging on CD variations depends only on the width of the zone and is independent of scan speed. For MD variations the ratio of sheet speed to scan speed is important, in addition to the width of the zone. Thus,
On-Line Papermaking Sensors: An Historical Perspective
12th Fundamental Research Symposium, Oxford, September 2001 795
the random components. As a by-product, significant data compression results [57,58].
b New control and sensing technology
When considering the historical practice in basis weight control of consider- ing the CD and MD control problems separately, one could further simplify the CD behavior by considering the profile static. By borrowing from the minimum variance monitoring criteria for single-input, single-output control loops, methods have also been proposed for monitoring the performance of multi-input, multi-output CD control systems [59]. Even today the best CD control system design is not suitable for controlling variations over small areas of the sheet, but recent developments in sensors (discussed later) and CD control algorithms offer great promise [60]. Indeed, the future of improved CD control hinges not only on improving the sensing, but also on actuators, since a fundamental limit on the achievable CD spatial bandwidth is set by the actuator response. (Dilution headboxes have recently provided another method for improving actuator response.) A recent approach (in the last 10 years) to CD and MD control considers the wet-end process as a two-dimensional (2-D) dynamical system with two mutually dependent processes [61]. Two-dimensional systems theory has elements ranging from image processing to digital filter design. Recent pro- gress in the field incorporates recursive estimation and 2-D state space models to generate a 2-D predictive controller [62]. Unfortunately, conventional scanning gauges do not give sufficient infor- mation to enable the most efficient use to be made of a 2-D framework. Improving both the methods for signal processing and the sensing hardware are required, considering the sparseness of data. Improvements in signal pro- cessing, such as inferential measurement procedures that employ missing data techniques, suffer from an assumption of the underlying model of the pro- cess. Sparse data estimation, while a valuable tool, is no substitute for denser data. It is fortunate that in the last few years, sensor technology is being developed that allows greater density of information from a web. One way of increasing density is the use of faster scan speeds. Another approach is to add a fixed full-sheet sensor that gives full 2-D relative infor- mation, but whose absolute value is calibrated by the scanning sensor. Examples of this for moisture measurement are the dry-line camera and wet end gamma gauge and SpectraFoil™ sensors to be discussed later. Another technique is to have several sources and detectors that scan in a framework. Building on that thought, a system being evaluated by the Pacific Northwest National Laboratory, with US Department of Energy funding, consists of a
On-Line Papermaking Sensors: An Historical Perspective
12th Fundamental Research Symposium, Oxford, September 2001 797
fixed, distributed linear Kr85 beta source and an accompanying array of scintillation detectors and optical fibers extending fully across the sheet [63]. Development continues with this system, with the chief problems being a detector averaging time of up to 10 seconds in order to reach accuracy levels of 0.5%, a robust method for standardization, and cost.
- The sheet shrinkage problem
The current industrial practice for aligning CD actuators and scanners is to perform a bump test by moving a few selected actuators across the sheet. This process usually requires collecting many scans of data because of noisy data and varying machine processing performance, including sheet shrinkage and wander. Various investigators have investigated solutions to this map- ping problem mainly from the standpoint of theoretical considerations [64,65,66,67]. A different approach, involving a hardware solution, uses 2-D image analysis to monitor the variations and magnitude of CD shrinkage by considering the detection of wire mark during the forming stage of paper- making. Images containing the marks are generated by transmitted light, captured by a CCD camera image grabber, then processed numerically. The technique involves a two-dimensional Fourier transformation followed by selective inverse transformation of points chosen from the amplitude spectrum [68,69].
- Full sheet imaging
Almost two decades ago, Walbaum and Lishnyansky identified light trans- mission for gauging weight as a technology that gives higher time resolution [1]. Several years later, McDonald et al. [70] showed that light transmittance was a practical method for locating sources of MD grammage and caliper variations. Extending that thought to today, a commercial version of a full- sheet imaging system using near-infrared light has been developed by ABB as the AccuRay® HyperScan™. A series of high intensity incandescent lights with parabolic reflectors directs a beam onto the sheet, and an array of charge-coupled device (CCD) line cameras with a 1024 pixel resolution measures the passage of light intensity through the sheet as shown below in Figure 3. Scan frequencies of 1–2 kHz, a weight range from 30 to 300 g/m^2 , with a resolution of 0.02 g/m^2 and a CD resolution as fine as 1 mm are claimed [71]. The system uses wavelet analysis and variation pattern extrac- tion for data compression, noise reduction and variance partitioning. Because light transmission differences exist within grades, the HyperScan
M. H. Waller
798 Session 5: Sensors and Measurement
involved a number of electromagnetic-radiation technologies leading to the development of radio-frequency (RF) techniques in the early 60’s. Develop- ment of infrared (IR) technology continued into the 70’s and the application of microwave techniques was realized in the late 70’s. Some readers may be familiar with devices named the Aquatel and Gigatel that were commercially available during this time period. Most of the RF, microwave, and IR gauges are presently in the refinement stage of development. Because of the flexibility inherent in the employment of different frequen- cies and probe geometries, RF and some microwave gauges can be employed at several different locations on the paper machine. Present practice, however, usually (but not always) dictates that the moisture gauge resides in a unit with the basis weight gauge at the dry end, scanning the sheet with IR energy. Thus all of the attendant problems of establishing a true CD profile and robust control that are exhibited by the scanning basis weight gauges also come to bear on the moisture gauge. The RF and microwave gauges are used in the wetter locations, and there are several reasons for this. At the typical 22 GHx microwave frequency, for example, water has over 80 times higher absorption than other sheet components. Thus, for large changes in water content (at the wet end or press), large changes in signal are possible. As the relative amount of water in the sheet is less, so is the change of signal for the microwave gauges, and noise dominates. Other microwave techniques depend directly on the dielectric properties of water versus cellulose whereby the shift in the resonant frequency of a cavity is measured. But in the case of either absorption or dielectric properties, the measurement of low percentages of water is limited by the fact that the water molecule is tightly bound to the cellulose and is not free to either rotate or align in the applied electric field. By comparison, the absorption coefficient of water is smaller at microwave frequencies than in the IR range. Thus, IR technology is used only where the moisture content is low (at the dry end), since at higher moisture contents, signal saturation can occur. This effect is reduced for IR instruments operat- ing in the scatter (reflection) mode, as measurements of surface moisture up to 70% can be made with good sensitivity. Included in the equation for almost all moisture gauges has been the necessity for a basis weight measurement of some sort in order to display percentage moisture.
1 Radio-frequency
Most gauges contact the sheet, establishing alternating fields in the sheet as it passes over the gauge’s cross-machine electrodes. Due to the combination of interfacial polarization and the water molecule’s dipole orientation, the
M. H. Waller
800 Session 5: Sensors and Measurement
admittance of the system changes with the amount of water present. An RF current detector provides the signal. Compensation for sheet temperature is required, provided by a separate IR sensor. These gauges can be useful with the heavier paper grades at low moisture levels where microwave gauges lose sensitivity. A variety of probe designs (to vary the depth of field penetra- tion) is available to accommodate a wide basis weight range. Because of sheet flutter and the development of microwave gauges, these gauges are not especially popular [11].
2 Microwave
Most microwave gauges, used in the heavier basis weight grades (>100 g/m^2 ), utilize either the principle of cavity resonance or microwave absorption in either a single- or two-sided configuration. They all tend to be in the refine- ment stage of development. Coupling through the sheet is via the water mol- ecule’s dipole rotation and interfacial polarization mechanisms that are a function of moisture content, thus changing absorption and resonance. A typical single-sided arrangement for moisture measurement via microwave absorption consists of a contacting configuration with a generator probe, absorption cell, and detector, as shown in Figure 4 below [23]. A frequency of 22.2 GHz is typically used. These single-sided gauges are somewhat sensitive to contamination buildup, and sheet surface characteristics. The most popular microwave gauge is the non-contacting, double-sided resonance type. This gauge could be thought of as two non-contacting single- sided gauges, with a microwave source, receiver and half of a resonant cavity on one side of the sheet, and a passive half of a resonant cavity on the opposite side, as shown below in Figure 5. The gauge first obtains resonance by broadcasting at a certain “reference” frequency (about 2 GHz) at which
Figure 4 A typical single-sided microwave moisture gauge. Scanned from [23]. Courtesy of Valmet (now Neles) Automation.
On-Line Papermaking Sensors: An Historical Perspective
12th Fundamental Research Symposium, Oxford, September 2001 801
[78]. Here the dry-line is defined as when the liquid on the surface of the sheet disappears and the appearance changes from glossy to matte. (Some paper- makers consider this to be the “wet-line” and define the “dry-line” as when the sheet has dewatered sufficiently so that air is passed through the sheet by foils and vacuum boxes.) This technology is progressing from exploratory to maturation to refinement in a rapid fashion. Light sources at different angles have been attempted, with images being obtained with video and CCD cam- eras. A frame grabber, with computer processing of the images is currently being used for automatic control of dry-line positioning on several operating paper machines [79,80].
4 Gamma backscatter
Another way of measuring the dry line is to use a gamma backscatter gauge. This gauge monitors the total weight of material on the fabric at the wet end. First practically developed in 1984, this gauge can be used to monitor the drainage profile from headbox to couch, replacing blow-off samples [81]. If mounted on a traversing mechanism, the CD profile can be monitored, but again with the attendant scanning problems. The gauge operates on the basis of Compton Photon Backscatter in which a nucleonic isotope (Am-241) emits low energy photons which are collimated and directed toward the underside of the fabric (“wire”). The photons are backscattered toward the detector in proportion to the total mass of material. The detector, usually a scintillation crystal with photomultiplier, converts the photon stream to an electrical signal. Since the gauge measures total weight, the conversion to percentage moisture requires a fiber bone-dry weight meas- urement. For the construction of a drainage profile, the consistency of white water samples must be factored in [82].
5 A non-scanning wet end gauge
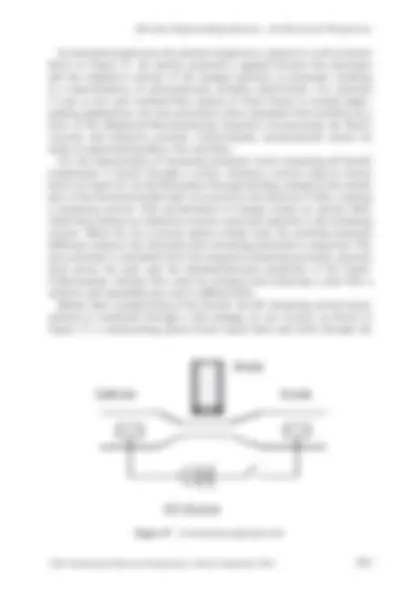
A recent development only several years old is a non-scanning weight sensor based on measuring the electrical properties of the material on the fabric at the wet end of the paper machine. It is claimed that the weight on the fabric, after the sheet is formed, correlates precisely with the dry fiber weight [83]. Named SpectraFoil™, the gauge consists of a fixed sending element with grounding electrode imbedded in a zero-angle foil blade which establishes a flux coupling with the sheet above the fabric, as shown in Figure 6 below. For CD profile measurement, an array of up to 512 sensors is mounted across the machine at a typical spacing of 25 mm, operating at 1 kHz. Approximately 500 full-width scans per second can be obtained with this arrangement. For
On-Line Papermaking Sensors: An Historical Perspective
12th Fundamental Research Symposium, Oxford, September 2001 803
MD drainage profiles and wet-end pulsation monitoring, single sensors can be mounted in foils and vacuum drainage elements from the forming board to the dry line. Since the electrical properties of the suspension on the fabric changes in a non-linear and dynamic fashion with temperature and chemical composition, a set of reference cells is provided to compensate for these effects. The refer- ence cells measure the electrical properties of the white water doctored from the underside of the fabric and potentially can also be used as an indicator of the chemical and charge balance of the machine [84]. Calibration of the gauge can be done off-machine based on the specific conductivity of the furnish, but this method does not take into account the effects of the fabric and the fiber distribution through the sheet. A better method is to perform a drainage study on the machine using a back-scatter gamma gauge [85].
6 Infrared
When thinking of gauges for infrared (IR) moisture measurement, one usually thinks of scanning gauges at the dry end of the paper machine. Indeed, this highly refined technology is the present practical configuration, usually operating in the transmission mode. During the exploratory period of the 1960’s, IR technology progressed slowly because of intrinsic instability in some of the basic sensor components. By 1970, following concepts borrowed from spectrophotometry, the IR gauge evolved into a configuration with a single detector with high stability and self-compensation for drift. A rotating filter wheel provided narrow bands of radiation to illuminate the sheet with AC coupling and amplification of the signal.
Figure 6 General concept of a SpectraFoil™ sensor. Redrawn from [85]. Courtesy of the Honeywell-Measurex Corporation.
M. H. Waller
804 Session 5: Sensors and Measurement