Download shaper machine and machine tool and more Lecture notes Mechanics in PDF only on Docsity!
Shaper Machine
Introduction
Shaper is a reciprocating type of machine tool in which the ram moves the cutting tool back and forth in a straight line. It is needed primarily for the production of flat surfaces. It can also make slots, grooves and keyways in the shafts. These surfaces can be horizontal, vertical, or inclined. In general, the shaper can produce any surface consisting of straight-line elements. Modern shapers can also produce contoured surface. A shaper is used to produce flat (plane) surfaces by single point cutting tool similar to a lathe tool.
Working Principle of Shaper
A single point cutting tool is held in the tool holder that is mounted on the ram. The workpiece is stiffly held in a vice or clamped directly on the table. The table can be supported at the outer end. The ram reciprocates and cutting tool mounted in tool holder moves forward and backward over the specimen. In a standard shaper, cutting of workpiece takes place during the forward stroke of the ram. The backward stroke remains idle and no cutting takes place throughout this stroke. The feed is given to the workpiece and depth of cut is controlled by moving the tool downward towards the workpiece. The time taken throughout the idle stroke is less as compared to forward cutting stroke and this is obtained by quick return mechanism.
Universal Shaper
A universal shaper is commonly employed in tool room work. In this type of shaper, in addition to the horizontal and vertical movements, the table can be move about an axis parallel to the ram ways, and the upper portion of the table can be tilted about a second horizontal axis perpendicular to the first axis.
Horizontal Shaper
In this type of shaper, the ram holding the tool reciprocates in a horizontal axis.
Vertical Shaper
In vertical shaper, the ram reciprocates in a vertical axis. These shapers are mainly used for machining keyways, slots or grooves, and internal surfaces.
Travelling Head Shaper
In this type of shaper, the ram reciprocates and also moves crosswise to give the specified feed.
Push Type Shaper
This is the foremost general form of shaper used in common practice, in which the metal is removed when the ram moves away from the column, i.e. pushes the work.
Draw Type Shaper
In this type of shaper, the cutting of metal takes place when the ram moves towards the column of the machine, i.e. moves the work towards the machine. The tool is set in a reversed direction to that of a standard shaper.
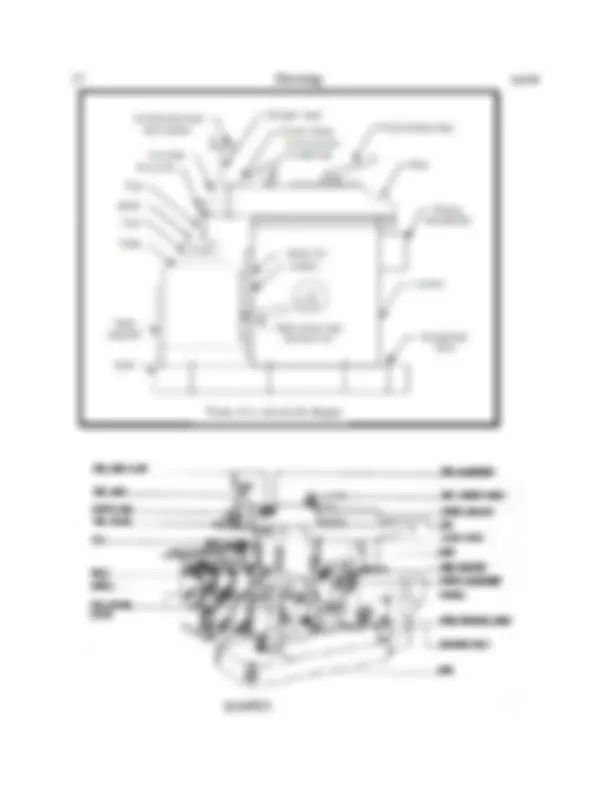
Principal Parts of Shaper
The main parts are given as under.
- Base
- Column
- Cross-rail
- Saddle
- Table
- Ram
- Tool head
- Clapper box
- Apron clamping bolt
- Down feed hand wheel
- Swivel base degree graduations
- Position of stroke adjustment hand wheel
- Ram block locking handle
- Driving pulley
- Feed disc
- Whitworth’s Quick Return Mechanism
- Elevating screw
Apron consisting of clapper box, clapper block and tool post is fitted upon the vertical slide by a screw. The two vertical walls on the apron called clapper box houses the clapper block, which is connected via hinge pin. The tool post is mounted upon the clapper block. On the forward cutting stroke the clapper block fits tightly to the clapper box to make a rigid tool support. On the return stroke a slight frictional drag of the tool on the work lifts the block out of the clapper box a sufficient amount preventing the tool cutting edge from dragging and consequent wear. The work surface is also prevented from any damage due to dragging.
Specification of a Shaper
The dimension of a shaper is specified by the maximum length of stroke or cut it can make. Commonly the size of shaper ranges from 175 to 900 mm. Besides the length of stroke, other particulars, such as the type of drive (belt drive or individual motor drive), floor area required, weight of the machine, cutting to return stroke ratio, number and amount of feed, power input etc. are also sometimes needed for complete specification of a shaper.
Cutting Speed of the Shaper:
{NL(1+m)}/1000 m/min
N= number of double strokes or cycles of the ram/min (one double stroke means one cutting and one idle or return stroke) L= Length of ram stroke in mm m= Return stroke time / cutting stroke time
Feed: f It is expressed as millimeters per double stroke or simply millimeters per stroke because no cutting is done in reverse stroke. Feed is given using feed mechanism in the horizontal direction.
Depth of cut: d Depth of cut d is the thickness of material removed in one cut, in millimeter. Depth is given in the Vertical direction. Depth of cut may be given by lowering the tool using tool head slide or by lifting the table.
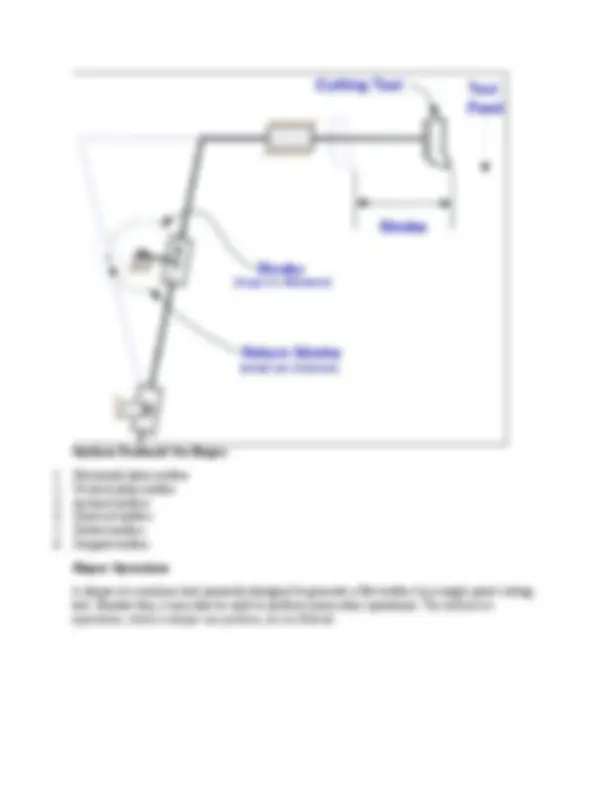
Shaper Mechanism
In a shaper, rotary motion of the drive is converted into reciprocating motion of the ram by the mechanism fixed within the column or the machine. In a standard shaper metal is removed in the forward cutting stroke, while the return stroke goes idle and no metal is removed during this stroke. The shaper mechanism is made so that it moves the ram holding the tool at a comparatively slower speed during forward stroke, whereas during the return stroke it allows the ram to move at a faster speed to reduce the idle return time. This mechanism is known as quick return mechanism. The reciprocating movement of the ram and the quick return mechanism of the machine are generally achieved by subsequent methods:
(1) Crank and slotted link mechanism (2) Whitworth quick return mechanism (3) Hydraulic shaper mechanism
Crank and Slotted Link Mechanism
In crank and slotted link mechanism the pinion receives its motion from an individual motor or overhead line shaft and transmits the motion or power to the bull gear. Bull gear is a massive gear fitted within the column. Speed of the bull gear may be controlled via different combination of gearing or by simply shifting the belt on the step cone pulley. A radial slide is fitted to the centre of the bull gear. This radial slide includes a sliding block into which the crank pin is fitted. Rotation of the bull gear will cause the bush pin to revolve at a uniform speed. Sliding block, which is fitted upon the crank pin is fitted within the slotted link. This slotted link is also called the rocker arm. It is pivoted at its bottom end attached to the frame of the column. The upper end of the rocker arm is forked and connected to the ram block via a pin. With the rotation of bull gear, crank pin will revolve on the crank pin circle, and simultaneously move up and down the slot in the slotted link giving it a rocking movement, which is communicated to the ram. Hence the rotary motion of the bull gear is converted to reciprocating motion of the ram.
Planer
The planer is almost exactly similar to a shaper, and is primarily intended to produce
plane and flat surfaces by a single point cutting tool. The fundamental difference
between a shaper and planer is that the table reciprocates past the stationary cutting
tool and feed is supplied by the lateral movement of the tool, where as in a shaper the
tool reciprocates and the feed is given by the crosswise movement of the table.
Longer stroke of practically unlimited length can be obtained by having the work
piece attached to a long, horizontal, reciprocating bed while the tool is attached to a