



EUROPEAN
SOUTHERN
OBSERVATORY
.
VLT
REPORT
No.
44
VERY
LARGE
TELESCOPE
INTERIM
REPORT
Presented
by
the
ESO
Study Group
January
1986





















































































Study with the several resources on Docsity

Earn points by helping other students or get them with a premium plan

Prepare for your exams
Study with the several resources on Docsity
Earn points to download
Earn points by helping other students or get them with a premium plan
1 / 172

This page cannot be seen from the preview
Don't miss anything!
VERY LARGE TELESCOPE
Interim Report
Presented by the ESO Study Group
January 1986
In Chapter I the main technological issues such as mirror technology and the various means to optimize image quality are discussed. In Chapter II there is an attempt to compare the characteristics, performance and cost of the 3 basic possibilities, i.e., a segmented mirror telescope, a MTT and an array. Chapter III presents the ESO basic concept, its various design alternatives and the result of a preliminary cost analysis.
The authors of this document are:
D. Enard F. Merkle M. Sarazin M. Schneermann R. Wilson L. Zago M. Ziebell
The VLT Study Group was guided by the advice and council of the scientific advisory committee and the scientific working groups. other individuals who have made important contributions to this report include: W. Bauersachs, T. Bohl, M. Cullum, B. Delabre, F. Franza, C. Jauch, P. Giordano, G. Hess, D. Hofstadt, K. Madsen, S. Milligan, K. Mischung, M. Moresmau, L. Noethe, J. Roucher, R. Scharrer, M. Tarenghi, I. Weber
Discussions with many colleagues from ESO's telescope, instrumentation, electronics and scientific groups as well as scientists from other institutions were important for helping the VLT Study Group in their choice of experiments and directions.
Finally, grateful thanks are due to J. Wampler who has critically reviewed this report and himself made important contributions to it.
Daniel ENARD Head VLT Study Group
Foreword
Chapter I
1
2
3
4
General Aspects
Basic requirements for a VLT for the 1990s
segmented and monolithic mirrors 2.1 Segment fabrication 2.2 Segment position control 2.3 Cost aspects 2.4 Optimum size of a monolithic mirror
Options for a 8-10 m monolithic mirror blank 3.1 Zerodur 3.2 Borosilicate glass 3.3 Aluminium 3.4 Non-corrosive steels
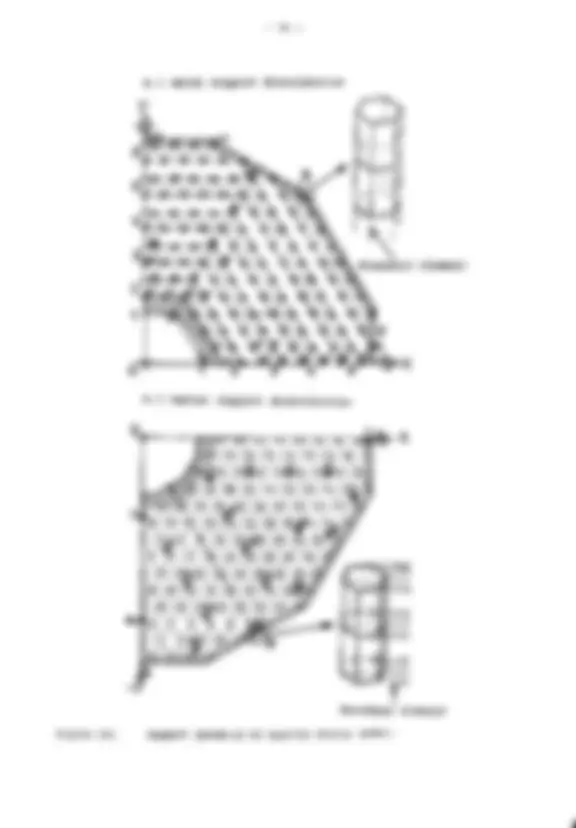
Optical figuring of large mirrors 4.1 General 4.2 Building and test tower 4.3 Milling, grinding and polishing machine 4.4 Mirror support during figuring 4.5 Nature of the blanks and thermal aspects 4.6 Optical testing 4.7 Lead time
9 10 10 12
14 15 18 18 20
21 21 22 23 25 25 27 28
5 Optimisation of image quality 29 5.1 Wind effects on large telescopes 30 5.2 Active optics control system 34 5.3 Seeing limitations 40 5.4 Adaptive correction of the atmospheric perturbations 5.5 ESO's strategy for optimisation of image quality 50
Chapter 11 concept Selection
1 Mirror technology and mirror figure control 2 Optical efficiency 3 Wide field imaging 4 IR observing 5 Interferometry 6 Flexible scheduling 7 Mechanical structure and bUilding 8 Redundancy, flexibility 9 Cost comparison 10 conclusion
1.1. Basic requirements for a VLT for the 90's
A collecting area equivalent to a dish of 16 meter diameter, thus providing a gain of 20 with respect to a 3.6 m telescope, has for a long time been considered an appropriate target for a telescope to be operated in the 90's (1)(2). However, the efficiency of a telescope depends as much on its dimension as on its imaging performance. Therefore, the increase in telescope size should not be allowed to relax requirement for atmospheric limited image quality. Up to recent times it was thought that subarcsec seeing in the visible was rather exceptional. Experience with the existing large telescopes located at high elevation sites suggests that the ultimate limit of the atmosphere may lie somewhere below 0.5" consequently the telescope quality should be improved at least by a factor 2. Often, existing telescopes are as much limited by the thermal inhomogeneities of their immediate environment and by poor support and collimation of the optical elements as by the atmosphere. If ultimate performance has to be obtained, an important effort to better control the thermal environment and optical alignment of the telescope has to be undertaken.
Finally, the cost of the project must be kept under control. This alone would justify the development of new technologies because the extrapolation of the classical solutions would certainly lead to prohibitive costs.
As shown in this report the target of a 16 meter aperture cannot be obtained with one single mirror and in one way or another it must be achieved by combining several smaller mirrors together. TWO directions can be considered: one consists of assembling small contiguous elementary mirrors so as to restore a continuous surface (segmented mirror), the other is to build several telescopes with the largest single mirrors that can be produced and recombines the beams of these telescopes. They can be either mounted together in one structure or have independently steerable mounts.
Unit telescopes with 8 m apertures are seen as providing the best compromise between the various conflicting requirements. The scientific needs, cost optimisation and reduction of system complexity suggest the largest dishes, while the wish for early availability, lowered risks and ease of handling and transportation argue for smaller sizes.
Under best seeing conditions and at a wavelength of 10 urn, 8 m dishes would provide a diffraction limited image slightly larger than that corresponding to the residual errors of the telescope, so that an optimu~ combination is then achieved; only 4 beams need to be combined together to provide the 16 m equivalent aperture; handling and transportation can still be managed and a reasonable extrapolation of a factor of 2 in size with respect to the previous generation of telescopes give confidence that all technical problems will find an adequate solution.
The question of adequateness of the different concepts to the observing goals is only briefly discussed in Chapter II.
I.2 Segmented and monolithic mirrors
In view of the difficulty of getting large mirror blanks of glass, the idea of dividing up the collector in small parts to be assembled together so as to restore the ideal surface, is extremely attractive, and has been suggested and discussed many times. The first experimental 4 meter segmented mirror telescope has been built around 1970 by P. connes and al (3). By lack of funding, this telescope never reached an operational state. A 10 m segmented mirror telescope is under construction at CALTECH, and University of california.
A segmented mirror would have 3 main advantages:
a) The blank requirements are limited to the size of the segments not of the final telescope aperture.
b) The equivalent mirror thickness is that of the segment. Because the internal support of each segment must be passive, the aspect ratio of the segments should be close to conventional. The mirror thickness is then only determined by this ratio and the segment size. A 16 meter segmented mirror made of 1 to 2 meters segments could have a thickness of 100 to 200 mm and a final aspect ratio of 80 to 160. The relatively light weight of the primary mirror has also favorable consequences on the telescope structure and performance. The total cost of the primary is proportional to the mirror area and goes as D2 , since the quantity of glass, the number of elements to polish and the number of supports scale in proportion to the mirror area.
c) There is in principle no limit in size. This may not be important for ground based telescopes because the size may be set by other factors such as the bUilding size or the aerodynamic load on the structure. For space based telescopes, these limits do not exist and the possibility to fly a large collector made of small and transportable elements i~ indeed attractive.
Nearly all telescopes have aspheric primary mirrors, the only notable exception being the Schmidt telescope. parabolic or hyperbolic shapes give optimum field correction. It is in principle possible to use a spherical primary mirror which in the case of a segmented mirror would allow identical axisymmetric segments. The compensation of spherical aberration alone can be achieved by means of a single element corrector either refractive or reflective. Correction of field aberrations is a much more difficult problem and although a number of solutions have been
I. 2.2 Segment position control
Since the segments are likely to be much larger than the Fried parameter r o (see chapter I. 5.3), a co-alignment of the segments is in principle sufficient in the visible. That means the relative phasing of each segment with respect of its neighbours is only determined by the tolerance on focus. In the IR however, ro can be larger than the segment size and the whole array may possibly be phased, and produce a diffraction limited image. In that case, the relative phasing becomes the limiting parameter. This IR requirement translates to an individual center of curvature requirement of one part in 105 • NO off-axis segment with this tolerance has ever been produced.
In practice, the positioning accuracy of the control system must be of the order of 10 to 20 nm. TO obtain such an accuracy on elements whose weight may approach one ton is a challenging task. Much progress in meeting this goal has been obtained by the team of the Californian 10 m Keck telescope (14) using capacitor position sensors and high accuracy mechanical actuators. Remaining problems include improving the response time, isolating the servo system from structural resonances and insuring high reliability. A 16 m telescope would have several hundreds of sensors and actuators.
A major difference with a monolithic mirror active support based on a distribution of forces is that an error anywhere in the segmented system will show up as a local deformation of the wavefront, whereas for a monolith, low order modes, above all astigmatism, will be generated. computer modelling and experiments have shown that an accuracy of 1/1000 for the force based supports is sufficient (approx. 1 N) and easily achieved by simple means. By way of comparison, the 10 or 20 nanometers accuracy necessary for a segmented mirror (see chapter 11.4) would be more difficult to achieve.
I. 2.3 Cost aspects
cost of blanks: For traditional passive support systems, the aspect ratio is generally kept constant leading to a variation of the mass of the mirror with 0 3 • We will assume that the cost of blanks varies linearly with the mass. For active supports, the limiting factor is the sag between supports so that for a constant density of supports, the thickness only should be conserved and the cost would then vary as 02 (see chapter 1.3). Therefore, the cost of an active mirror blank may vary'as 02 , that of a conventional passively supported mirror as D^3 and for a segmented mirror as 02 and d^3 (d being the segment size). We will consider here only solid blanks, not lightweight structures for which cost extrapolations are hazardous.
cost of figuring: Analysis of the cost of various mirrors as well as recent studies performed in the frame of the VLT project (15) (16) show that the cost of figuring an astronomical large mirror may vary as 01 • Investment and tooling are not considered here; since we assume that several mirrors will be produced, this part of the cost will be shared on several units.
It is clear, however, that if they were considered, the curve of figure 1 will probably exhibit a step increase at 4 meters diameter. Also we have not attempted to considered the cost of the supports because this depends very much on the type of requirement one considers, for instance with respect to wind load.
On the basis described before, one can attempt a cost comparison between the 2 solutions by assuming that the cost for producing an off-axis segment is, at best, comparable to the cost for producing an on axis surface of identical dimension. A non-axisymmetric optical surface is in practice far more difficult to produce so that this assumption is definitely not correct. Nevertheless, it can provide an extreme lower limit for the cost of a segmented mirror relative to a monolith. For a low expansion glass blank and a conventional aspect ratio of about 8, experience on previous projects shows that the cost for figuring a mirror becomes roughly equivalent to the cost of the blank for a diameter of about 2 meters.
Let C2 be the total cost of a 2 m mirror.
The cost for figuring a mirror or a segment (^) is then:
f
2 (0^ or^ d) =-- 2 2
The cost^ of^ the^ blank(s)^ would^ be:
C 2 3
Cb =-- 2 (Q) 2^ for^ a^ monolithic^ blank^ and^ a^ passive^ support.
Cb 2 (Q) 2^ for^ a^ monolithic^ blank^ and^ an^ active^ support.
Cb =-- 2 (£ 2 )^ (Q) d^ for^ a^ segmented^ mirror.
The total cost of a monolithic active (^) mirror is:
1 1 C MA
4 o 2
For a segmented mirror we have:
4
1 d
d 4
___G)~1::.- ~I-=ZE~R~ODUR BLANK)
o d
2 3 4 5 6 7 SEGMENT SIZE Id) OR MIRROR DIAMETER (0)
8 m
Figure 1: cost^ per^ m^2 of^ mirror^ (blank^ and^ figuring).^ curve^1 corresponds to an active thin mirror and is plotted against mirror diameter. curve 2 corresponds to a segmented mirror and is plotted against segment size.
Material Thermal expansion^ conductivi- Thermal^ SpecificHeat SpecificMass. DiffusivityThermal^ Thermal Sensitivity^ ModulusYoung's^ PoissonRatio t^ s^ bendingMech. ty resistance a A^ C P^ P 6 • A/C (^) p ' P 6/a E (^) V [Ko'] "0- 8 ['tt'm.K] [J/^ Kg.^ KI^ [ Kg/ m3] [m2/ •• c],C18 [m 2 K;'.c] [N/mm2) 10 3 [^ -]^ K'P~I'_V"I [m].
Aluminium 23 :27 (^879 2700 95) 4.16 72 0.34 3074 Steel 13/4 (^) 11 25.1 (^502 7750) 6.45 0.59 210 0.28 2997 Invar 1 10 500 8130 2.46 2.46 145 0.30 1998 Borosilicate (^) 3.2 1. (^13 1047 2230) 0.48 0.15 68 0.20 3238 Ule 0.05 1.^31 770 2200 .0.77 15.4 66 0.17 3149 Zerodur 0.05 1. 64 821 2530 0.79 15.8 91 0.24 3891 CFRP 0.2 10 712 1800 7.8 39.0 105 0.32 6625 (UHM-quasi- isotropic)
I!'igure 2: comparison^ of^ thermal^ and^ mechanical^ properties^ of^ various materials.
ii) Transportation within Europe of an 8 m blank appears possible with minimum inconvenience. An extension of the diamete~ to 10 m would probably lead to much greater difficulties.
iii) Because the atmospheric seeing varies as A-lIS and the diffraction limit as A/D, image quality in the IR is usually limited by diffraction for existing telescopes. A larger aperture can therefore provide a better resolution, up to a limit set by the optical quality of the telescope and the seeing. Under best atmospheric conditions, an equal contribution from seeing and diffraction are obtained at 10 microns with an aperture of about 8 m. Efficient use of a larger aperture necessitates an adaptive correction of the atmosphere phase distortions. Yet the remaining errors of the primary mirror, particularly high spatial frequency errors which cannot be corrected either with active or adaptive optics, will then determine an ultimate limit. Whereas some gain could still be expected at 10 microns and beyond with a larger aperture, even a very ambitious goal such as an instrinsic image quality of 0.1 arcsec will not permit taking full advantage of an 8 meter aperture below 5 microns for which the diffraction limit would be 0.12 arcsec. Increasing the size of the aperture is likely to be linked to a degradation of the optical quality and it is therefore doubtful whether an aperture much larger than 8 meters would really produce at the end any better imaging performance.
1.3. Options for 8-10 m monolithic mirror blanks
AS indicated in the last paragraph, the cost of conventional blank procurement grows more rapidly with size than figuring costs. This explains immediately the intense activity in blank development which has emerged with projects markedly exceeding for the first time the diameter range of 3,5-5 m of the last generation of "conventional", equatorially-mounted telescopes.
Modern methods of active control permit the use of lighter and more flexible blanks, but "conventional" materials such as glass ceramic or ULE-quartz are still bound to be expensive for sizes of the order of 8 m. The physical nature of glass ceramic (a remarkable technical development to achieve effectively zero expansion) is such that the production of lightweighted structures presents a problem of formidable technical complexity. Both cost and technological aspects are therefore drivers in the current activity concerning new methods of blank production and a re-appraisal of the merits of different materials.
very low expansion Zerodur glass-ceramics were the result of a 100 year long, systematic development in the use of glass blanks for telescopes. These followed a 200 year long development of speculum metal. In view of the modern possibilities of opto-electronic control discussed below, it is essential to consider objectively what physical properties of the blank are really necessary for a modern telescope. Although a zero or near-zero expansion coefficient is clearly an advantage, modern control systems in the telescope and figuring techniques in the optician's factory can handle materials with an expansion coefficient significantly
I. 3.1.1 casting
The technology is very difficult, the difficulty increasing with decreased wall thickness. 40 mm has been achieved, 20 mm may be possible.
TWO basic techniques are possible:
Because of -fold- effects where glass flowing from two sides meets, the first technique seems less promising than the -plunge- method. For 8 m blanks, casting seems feasible, assuming the required temperature control during and after pouring can be achieved. The difficulty of achieving this increases rapidly with diameter.
I. 3.1.2 Bending and high temperature fusion (HTF)
plates of 4 mm thickness of vitreous Zerodur can be bent and welded to form a structure. Such plates are, however, considered too thin for an 8 m blank. It is assumed that thicker plates can be HT welded: the upper limit of thickness is, however, not yet known. The problem with HTF is that the allowable heat-up time to the melting temperature is only a few seconds, otherwise unacceptable pre-nucleation occurs. For this reason HTF is not promising for an 8 m mirror with relatively thick ribs.
I. 3.1.3 Low temperature fusing (LTF)
The bonding by this process takes place at lower temperature than HTF. The fundamental problems of LTF (e.g. sufficient bond strength while maintaining acceptable stress values) can be considered to be solved. It follows that the connection of a cell structure to a faceplate, both consisting of vitreous Zerodur, by LTF to manufacture a lightweight blank of 8 m diameter and weighing 15 tons will be feasible with high probability. Tests have been performed with several different wall and faceplate thicknesses. Nevertheless, a number of detailed experiments would have to be carried out. This would lead to tests up to 4 m diameter. Fig.3 shows a test blank of about 400 mm diameter realised with the LTF process.
For ESQ's VLT, LTF may therefore be considered as easily the most promising process. It also promises to be the cheapest and most rapid process.
LTF was developed for bonding structures to faceplates made by spincasting or slumping. However, it may also be possible to produce faceplates of smaller sections. Under this aspect, new technologies for the manufacturing of solid meniscus
Figure 3: Lightweight Zerodur mirror blank from SCHOTT.
Figure 4: Build-up^ of^ a^ steel^ mirror^ blank.^ The^ front-plate^ and^ the^ ribs are produced by addition of welding seams. This experimental 500 mm blank has been produced in less than 3 days (courtesy of SULZER).
has been used for telescope blanks of 1 m diameter or more. Aluminium, including somewhat harder alloys, is too soft to be polished directly. Its use therefore only became practicable with the industrial development of nickel coating, usually deposited by chemical means. Such coatings, to which the trade name ·canegen" is usually applied, consists of about 90% nickel and 10% phosphorus. canegen coats are softer than glass but have been successfully figured to the tolerances required by astronomy. Electrolytic coating is also possible but is unproven for practical mirrors.
In the 60's an ambitious project using aluminium blanks for a series of 1 m telescopes was launched by H. Johnson. As reported by Forbes(19), the results at first seemed promising, but sUbsequent warping of the mirrors resulted in their successive withdrawal from service because of poor image quality. The failure of this bold experiment was particularly unfortunate since it gave metal in general a bad name in the USA as a material for blanks without any proper analysis of the reasons for the failure. We believe the failure was due to an unfortunate choice of blank form (a "vase" shape instead of sticking to a conventional meniscus or flat-backed blank) combined with inadequate heat treatment.
A much more successful project was carried out in Italy in 1968 with the 1,37 m telescope at Merate(20), which has an aluminium primary. ESO tested this telescope in 1983, after 14 years of normal use, and found its quality to be completely comparable with that found for similar telescopes with glass primaries. We found an astigmatism coefficient of about 1 wavelength which mayor may not have been partially or entirely due to warping. With active control (see chapter 1.5.2), the removal of such a term would be trivial.
We may therefore conclude that the Merate telescope, in operation now for 16 years, has proven that an aluminium primary of 1,37 m diameter is quite capable of fUlfilling a "normal" specification for a passive telescope and that, in an active mode, considerably larger warping defects than have appeared could be corrected without difficulty.
In view of the positive test result for Merate, experiments in warping of aluminium blanks due to thermal cycling were carried out in the ESO laboratory(2l)(22). The results indicate that a variety of alloys of aluminium, or the "pure" metal, made by a variety of processes, can give very low warping provided correct heat treatment has been applied. The warping range would then be well within the range of active correction. It was therefore decided to tender formally to industry for an aluminium blank for the ESO 3,5 m NTT. Several responses were received that gave us great confidence that such a blank could be manufactured to a very severe technical specification in at least 4 member states. Delivery times and price including the canegen coating were of the order of 35% of that of a conventional Zerodur blank: It was finally decided not to order the aluminium blank for the NTT because of timing problems. Although the delivery time was much shorter than that for a Zerodur blank, the latter had, in fact, been ordered far earlier as the basic blank giving minimum technical risk. The aluminium blank had
been seen as a second, experimental blank hopefully to be delivered sooner. Since the order could not be placed soon enough, it would, in fact, have been delivered after the glass blank in spite of a much shorter leadtime.
The main (but certainly not fatal) technical problem that emerged was not the procurement of the aluminium blank but -breakthrough- problems due to the thinness of the canegen coating during the figuring phase. For the VLT, therefore, attention turned to non-corrosive steels as a more promising alternative. Since these can be polished directly they avoid the problems associated with coatings.
The NTT aluminium blank was therefore abandoned with considerable regret to concentrate on steels for the VLT. However, reference to Fig.2 shows that thermally aluminium is easily the best of the cheap metals. Furthermore, its low density (comparable with glass) is very favourable. In view of the new possibilities of manufacture by the so-called build-up process (see chapter I.3.4), aluminium must still be considered as a very interesting candidate for the VLT. production of an 8 m aluminium blank would be less easy than in steel, but is certainly feasible. The problem with the thin canegen coat remains.
Non-corrosive steels
In the previous chapter, it was pointed out that non-corrosive steels seemed a more interesting candidate for 8 m VLT blanks than aluminium because there was evidence that some such steels can be polished directly and do not require a coating such as canegen. In addition, casting and other manufacturing technologies are available in larger dimensions for steels than with other metals.
The first step was to establish which non-corrosive steels were the most promising from the point of view of polishability, corrosion resistance and thermal properties. AS mentioned above, a general review of metal blank materials according to their physical properties and methods of manufacture is given in Ref.l7. For VLT 8 m blanks the current state of our development work for steel blanks is as follows:
The most promising steels seem to be certain ferritic or martensitic steels. Small samples have shown that with correct heat treatment, these can effectively be polished as well as glass. Austenitic steels can also be polished but have inferior thermal properties. Invar is a very interesting extreme case and 'can also be polished. It has a thermal sensitivity ratio similar to aluminium.
Of classical production techniques, casting seems the most feasible for 8 m blanks unless welded joints are accepted. Welded structures would require further work to test their stability but, apart from that, weld seams could present a polishing problem. For this reason, methods such as casting that give a continuous faceplate are preferred at this stage.