19
OFICINA ESPAÑOLA DE
PATENTES Y MARCAS
ESPAÑA
11
Número de publicación: 2 276 024
51
Int. Cl.:
B21K 1/76 (2006.01)
12
TRADUCCIÓN DE PATENTE EUROPEA T3
86
Número de solicitud europea: 03290765 .1
86
Fecha de presentación : 26.03.2003
87
Número de publicación de la solicitud: 1348501
87
Fecha de publicación de la solicitud: 01.10.2003
54
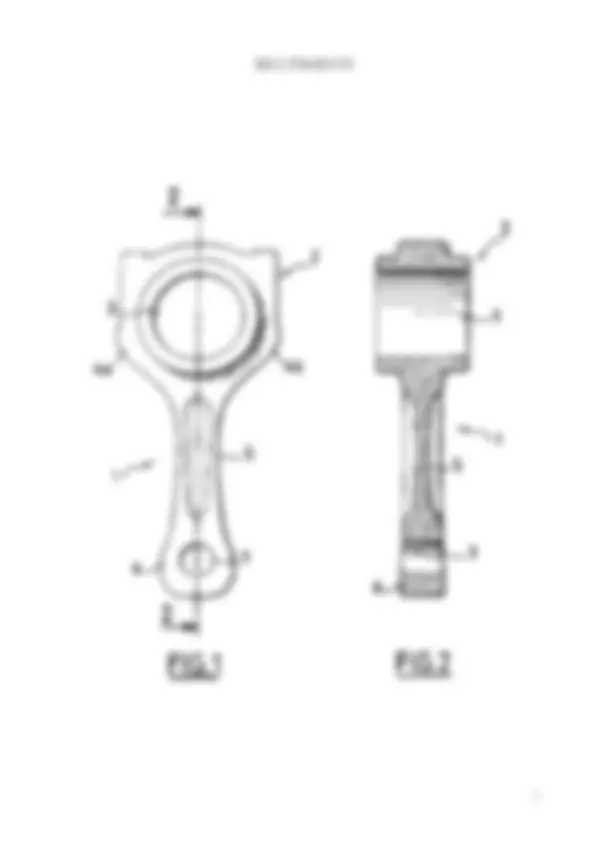
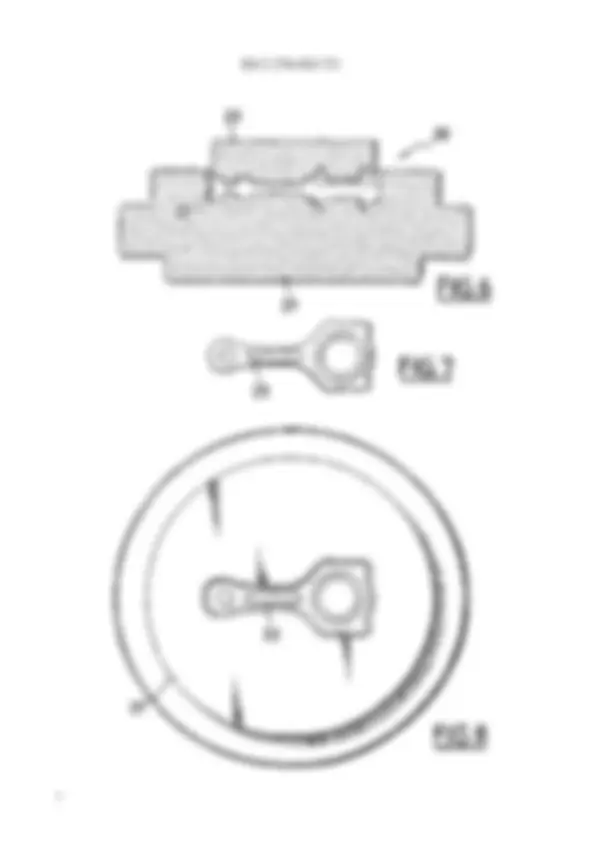
Título: Procedimiento de fabricación de una biela forjada y utillaje de fabricación para la realización de este
procedimiento.
30
Prioridad: 29.03.2002 FR 02 04035
45
Fecha de publicación de la mención BOPI:
16.06.2007
45
Fecha de la publicación del folleto de la patente:
16.06.2007
73
Titular/es: Peugeot Citroën Automobiles S.A.
route de Gisy
78943 Vélizy-Villacoublay Cédex, FR
72
Inventor/es: Niclas, André
74
Agente: Ungría López, Javier
Aviso: En el plazo de nueve meses a contar desde la fecha de publicación en el Boletín europeo de patentes, de
la mención de concesión de la patente europea, cualquier persona podrá oponerse ante la Oficina Europea
de Patentes a la patente concedida. La oposición deberá formularse por escrito y estar motivada; sólo se
considerará como formulada una vez que se haya realizado el pago de la tasa de oposición (art. 99.1 del
Convenio sobre concesión de Patentes Europeas).
ES 2 276 024 T3
Ventade fascículos: Oficina Española de Patentes y Marcas. Pº de la Castellana, 75 – 28071 Madrid