¡Descarga Control estadístico calidad y más Apuntes en PDF de Gestión de Calidad solo en Docsity!
PORTADA
Editorial Área de Innovación y Desarrollo,S.L. Quedan todos los derechos reservados. Esta publicación no puede ser reproducida, distribuida, comunicada públicamente o utilizada, total o parcialmente, sin previa autorización. © del texto: los autores ÁREA DE INNOVACIÓN Y DESARROLLO, S.L. C/ Els Alzamora, 17 - 03802 - ALCOY (ALICANTE) [email protected] Primera edición: agosto 2018 ISBN: 978-84-949151-0- DOI: http://dx.doi.org/10.17993/EcoOrgyCso.2018.
RESUMEN
En esta publicación se pretende realizar una aplicación práctica de las técnicas más
usuales de Control Estadístico de Calidad.
Para ello, inicialmente se identificaron las actividades llevadas a cabo y se diagramaron
en un mapa por niveles. Posteriormente, se determinaron los equipos y tecnología
usada, con el fin de conocer aquellas que requerían calibración o mantenimiento,
para garantizar el adecuado ensamblaje.
Para separar el proceso en etapas de inspección, se tuvo en cuenta el mapa por
niveles y cada uno de los defectos que se podrían presentar, para así determinar en
qué momento debía ser analizado cada uno de ellos, dependiendo de su ocurrencia
o criticidad dentro del flujo de trabajo. Los defectos se determinaron mediante la
“Definición Operativa de Defecto”, en la cual se le da un nombre, un código, una
descripción y se establece el método de medición para cada uno.
Finalmente, se escogieron las herramientas de calidad necesarias y se definieron
las plantillas requeridas para la toma de datos. Así mismo, se simuló el uso de cada
una de ellas y se estableció un plan de acción general de la función de calidad en la
empresa.
Palabras clave: bicicletas eléctricas, calidad, gráficos de control, variables, atributos.
ÍNDICE
- GLOSARIO
- CAPÍTULO 1. INTRODUCCIÓN
- CAPÍTULO 2. PLANTEAMIENTO DEL PROBLEMA
- CAPÍTULO 3. OBJETIVOS
- 3.1. Objetivo general
- 3.2. Objetivos específicos....................................................................................................
- CAPÍTULO 4. GENERALIDADES DEL SECTOR
- 4.1. Historia de las bicicletas eléctricas
- 4.2. Descripción de la empresa – Freedabikes
- CAPÍTULO 5. MARCO DE REFERENCIA
- 5.1. Control Estadístico de la Calidad..................................................................................
- 5.2. Definición operativa de defecto
- 5.3. Variabilidad de los procesos
- 5.4. Gráficos de control
- 5.4.1. Gráficos de control por variables
- 5.4.2. Gráficos de control por atributos
- 5.5. Muestreo para aceptación o rechazo
- 5.5.1. Clasificación según el número de muestras
- 5.5.2. Clasificación según la clase de inspección
- 5.6. Capacidad real de proceso
- CAPÍTULO 6. METODOLOGÍA
- Freedabikes 6.1. Fase 1: Conocer proceso de montaje de las bicicletas eléctricas en la empresa
- definición operativa de defectos......................................................................................... 6.2. Fase 2: Identificar etapas de inspección del proceso a ser analizadas con ayuda de la
- 6.3. Fase 3: Seleccionar herramientas de control estadístico
- 6.4. Limitaciones
- BICICLETAS ELÉCTRICAS DE FREEDABIKES CAPÍTULO 7. CONTROL ESTADÍSTICO DE LA CALIDAD EN EL PROCESO DE MONTAJE DE
- 7.1. Proceso de montaje de las bicicletas eléctricas en la empresa Freedabikes
- 7.1.1. Mapa por niveles
- 7.1.2. Equipos y tecnología involucradas
- 7.2. Definición operativa de defectos y etapas de inspección del proceso
- 7.2.1. Definición operativa de defecto
- 7.2.2. Etapas de inspección del proceso
- 7.3. Herramientas de control estadístico
- 7.3.1. Herramientas de control estadístico
- 7.3.1.1. Inspección al 100 % con plantillas de recolección de datos (PRD)
- 7.3.1.2. Inspección por muestreo con plantillas de recolección de datos (PRD)
- 7.3.1.3. Análisis de capacidad
- 7.3.1.4. Gráficos “ x -R” (Gráficos de control por variables)....................................................
- 7.3.1.5. Gráficos “p” (Gráficos de control por atributos)
- 7.3.2. Simulación del uso de herramientas de calidad...................................................
- 7.3.2.1. Inspección al 100 %
- 7.3.2.2. Inspección por muestreo
- 7.3.2.3. Análisis de capacidad
- 7.3.2.4. Gráficos “ x -R”
- 7.3.2.5. Gráficos “p”
- 7.3.3. Diseño de planes de acción
- CAPÍTULO 8. DISCUSIÓN DE RESULTADOS
- 8.1. Resultados Fase
- 8.2. Resultados Fase
- 8.2. Resultados Fase
- CAPÍTULO 9. CONCLUSIONES Y RECOMENDACIONES......................................................
- REFERENCIAS BIBLIOGRÁFICAS
- ANEXOS
- Tabla 1. Equipos y herramientas utilizadas en el proceso. ÍNDICE DE TABLAS
- Tabla 2. Tecnología y software utilizados en el proceso.
- Tabla 3. Variables y atributos a inspeccionar en los insumos.................................................
- Tabla 4. Etapa y herramienta de control de calidad por defecto.
- Tabla 5. Plantilla de recolección de datos para el defecto ‘eje descentrado
- Tabla 6. Plantilla de recolección de datos para el defecto ‘controlador malo’.
- Tabla 7. Plantilla de recolección de datos para el defecto ‘acelerador sin abrazadera’.
- Tabla 8. Plantilla de recolección de datos para el defecto ‘exceso de pintura en orificios’.
- Tabla 9. Plantilla de recolección de datos para el defecto ‘puerto USB desalineado’............
- Tabla 10. Plantilla de recolección de datos para el defecto ‘batería rayada’..........................
- Tabla 11. Plantilla de recolección de datos para el defecto ‘carcasa motor rayada’.
- Tabla 12. Plantilla de recolección de datos para el defecto ‘exceso de silicona’.
- Tabla 13. Límites de control para el gráfico “ x -R” del defecto ‘límite de velocidad erróneo’........
- Tabla 14. Límites de control para el gráfico ‘p’ del defecto ‘engrase insuficiente’.
- Tabla 15. Límites de control para el gráfico ‘p’ del defecto ‘conectores sin tapa’.
- Tabla 16. Simulación inspección al 100 % para el defecto ‘eje descentrado’.........................
- orificios’. Tabla 17. Simulación inspección por muestreo para el defecto ‘exceso de pintura en
- Tabla 18. Simulación análisis de capacidad baterías de 48 V nominal.
- Figura 1. Reglas para cambiar el nivel de severidad de la inspección. ÍNDICE DE FIGURAS
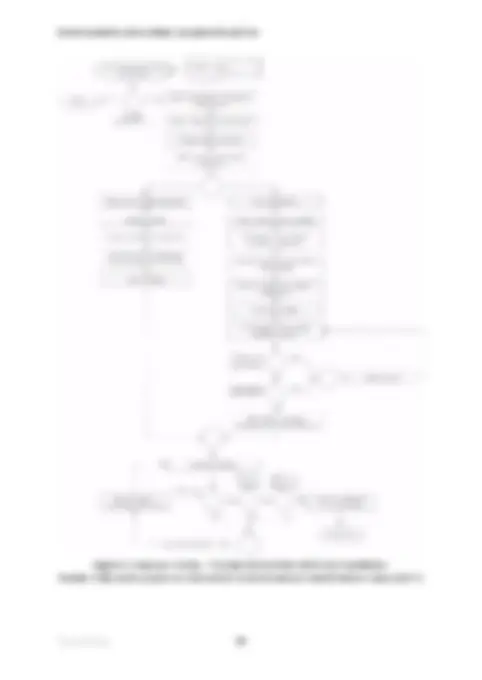
- Figura 2. Mapa por niveles – Montaje de bicicletas eléctricas Freedabikes.
- Figura 3. Eje descentrado (Códigos ED (c), ED (M), ED (m)).
- Figura 4. Motor con velocidad rotacional baja (Códigos MVRB (c), MVRB (M), MVRB (m))........
- Figura 5. Batería mala (Código BM).
- Figura 6. Controlador malo (Código CM).
- Figura 7. Batería con bajo voltaje (Códigos BBV (M), BBV (m)).
- Figura 8. Batería con menor energía (Códigos BME (M), BME (m)).
- Figura 9. Acelerador sin abrazadera (Código ASA)..................................................................
- Figura 10. Engrase insuficiente (Código EI).
- Figura 11. Exceso de pintura en orificios (Código EPO).
- Figura 12. Puerto USB desalineado (Código PUD).
- Figura 13. Batería rayada (Código BR).....................................................................................
- Figura 14. Carcasa motor rayada (Código CMR).
- Figura 15. Exceso de Silicona (Código ES).
- Figura 16. Conectores sin tapa (Código CST).
- Figura 17. Límite de velocidad erróneo (Código LME).
- Figura 19. Descargador de baterías.
- Figura 20. Calendario de calibraciones y mantenimiento de equipos.
- Figura 21. Pruebas actuales de calidad del proveedor de baterías.
- Gráfico 1. Gráfico de medias “ x -R” para el defecto ‘límite de velocidad erróneo’............... ÍNDICE DE GRÁFICOS
- Gráfico 2. Gráfico de recorridos “ x -R” para el defecto ‘límite de velocidad erróneo’..........
- Gráfico 3. Gráfico ‘p’ para el defecto ‘engrase insuficiente’.
- Gráfico 4. Gráfico ‘p’ para el defecto ‘conectores sin tapa’.
- Gráfico 5. Simulación gráfico de medias “ x -R” para el defecto ‘límite de velocidad erróneo’............
- erróneo’. Gráfico 6. Simulación gráfico de recorridos “ x -R” para el defecto ‘límite de velocidad
- Gráfico 7. Simulación gráfico ‘p’ para el defecto ‘conectores sin tapa’.
- Ecuación 1. Límite Superior – Gráfico de promedios “ x -R”. ÍNDICE DE ECUACIONES
- Ecuación 2. Límite Central – Gráfico de promedios “ x -R”.....................................................
- Ecuación 3. Límite Inferior – Gráfico de promedios “ x -R”.
- Ecuación 4. Límite Superior – Gráfico de recorridos “ x -R”.
- Ecuación 5. Límite Central – Gráfico de recorridos “ x -R”.
- Ecuación 6. Límite Inferior – Gráfico de recorridos “ x -R”.
- Ecuación 7. Límite Superior – Gráfico de promedios “ x -S”.
- Ecuación 8. Límite Central – Gráfico de promedios “ x -S”.
- Ecuación 9. Límite Inferior – Gráfico de promedios “ x -S”.....................................................
- Ecuación 10. Límite Superior – Gráfico de desviaciones estándar “ x -S”.
- Ecuación 11. Límite Central – Gráfico de desviaciones estándar “ x -S”.
- Ecuación 12. Límite Inferior – Gráfico de desviaciones estándar “ x -S”.
- Ecuación 13. Límite Superior – Gráfico “np”.
- Ecuación 14. Límite Central – Gráfico “np”.
- Ecuación 15. Límite Inferior – Gráfico “np”.
- Ecuación 16. Límite Superior – Gráfico “p”.
- Ecuación 17. Límite Central – Gráfico “p”.
- Ecuación 18. Límite Inferior – Gráfico “p”.
- Ecuación 19. Límite Superior – Gráfico “c”.
- Ecuación 20. Límite Central – Gráfico “c”................................................................................
- Ecuación 21. Límite Inferior – Gráfico “c”.
- Ecuación 22. Límite Superior – Gráfico “u”.
- Ecuación 23. Límite Central – Gráfico “u”.
- Ecuación 24. Límite Inferior – Gráfico “u”.
- Ecuación 25. Límite índice inferior de capacidad.
- Ecuación 26. Límite índice superior de capacidad..................................................................
- (Criterio 3σ). Anexo 1. Factores para el cálculo de los límites de los gráficos de control por variables
- Anexo 2. Letras código del tamaño de muestra..............................................................
- Anexo 3. Planes de muestreo simple en inspección normal.
- Anexo 4. Planes de muestreo simple en inspección rigurosa.
- Anexo 5 Planes de muestreo simple en inspección reducida.
- Anexo 6. Planes de muestreo doble en inspección normal.
- Anexo 7. Planes de muestreo doble en inspección rigurosa.
- Anexo 8 Planes de muestreo doble en inspección reducida.
- Anexo 9. Planes de muestreo múltiple en inspección normal..........................................
- Anexo 10. Planes de muestreo múltiple en inspección normal (Continuación)
- Anexo 11. Planes de muestreo múltiple en inspección normal (Continuación)
- Anexo 12. Planes de muestreo múltiple en inspección rigurosa.
- Anexo 13. Planes de muestreo múltiple en inspección rigurosa (Continuación)
- Anexo 14. Planes de muestreo múltiple en inspección rigurosa (Continuación)
- Anexo 15. Planes de muestreo múltiple en inspección reducida.
- Anexo 16. Planes de muestreo múltiple en inspección reducida (Continuación)
- Anexo 17. Planes de muestreo múltiple en inspección reducida (Continuación)
- Anexo 18. Riesgo del proveedor en inspección normal.
- Anexo 19. Riesgo del proveedor en inspección rigurosa.
- Anexo 20. Riesgo del proveedor en inspección reducida.................................................
- Anexo 21. Riesgo de calidad del consumidor en inspección normal.
- Anexo 22 .Riesgo de calidad del consumidor en inspección rigurosa.
- Anexo 23. Riesgo de calidad del consumidor en inspección reducida.
GLOSARIO
AMPERIO (A): Utilizado para expresar el flujo de carga eléctrica. “La corriente
eléctrica es una medida de la velocidad a la que fluye la carga eléctrica”. (Educalingo,
CAUSA ASIGNABLE: Factor esporádico que desestabiliza el sistema y que es
fácilmente identificable y corregible. (Gisbert Soler, 2017)
CAUSA COMÚN: Es inevitable e inherente al proceso, aleatoria y no se corrige
fácilmente. (Gisbert Soler, 2017)
CENTÍMETRO (cm): “Unidad de longitud equivalente a la centésima parte de un
metro”. (Real Academia Española, 2017)
KILÓMETROS POR HORA (km/h): “Unidad de medida de velocidad que indica la
cantidad de kilómetros que recorre un elemento a lo largo de una hora”.
MILÍMETRO (mm): “Unidad de longitud equivalente a la milésima parte de un
metro”. (Real Academia Española, 2017)
NCA (NIVEL DE CALIDAD ACEPTABLE): “Es el máximo porcentaje defectuoso que, a
los fines de la inspección, puede considerarse satisfactorio como media del proceso”
(Juran & Gryna, 1993). En otras palabras, es la calidad inferior que se puede aceptar.
PDTL (PORCENTAJE DE UNIDADES DEFECTUOSAS TOLERADAS EN EL LOTE): “Nivel
de calidad que es insatisfactorio y que, por consiguiente, debe ser rechazado por el
plan de muestreo”. (Juran & Gryna, 1993)
REVOLUCIONES POR MINUTO (rpm): “Cantidad de vueltas que un cuerpo giratorio
completa alrededor de su eje cada sesenta segundos”. (Definicion.de, 2018)
RIESGO DEL CONSUMIDOR (β): “Probabilidad de que un lote ‘malo’ sea aceptado
por el plan de muestreo. Este riesgo se establece en conjunción con una definición
numérica de la calidad rechazable, tal como el porcentaje de unidades defectuosas
toleradas en el lote (PDTL)”. (Juran & Gryna, 1993)
RIESGO DEL PROVEEDOR (α): “Probabilidad de que un ‘buen’ lote sea rechazado por
el plan de muestreo. Este riesgo se establece en conjunción con la definición numérica
de un máximo nivel de calidad que puede alcanzarse con el plan, habitualmente
llamado nivel de calidad aceptable (NCA)”. (Juran & Gryna, 1993)
VATIO HORA (Wh): “Unidad de energía expresada en forma de unidades de potencia
por tiempo. Expresa la cantidad de energía capaz de producir y sustentar una cierta
potencia durante un determinado tiempo”. (Solesco, 2018)
VOLTIO (V): “Unidad de potencial eléctrico y fuerza electromotriz equivalente a la
diferencia de potencial eléctrico que hay entre dos puntos de un hilo conductor,
que transporta una corriente constante de un amperio, cuando la potencia disipada
entre estos puntos es de un vatio”. (Real Academia Española, 2017)
13 Mariana Palacios López y Víctor Gisbert Soler Volver al índice CAPÍTULO 1. INTRODUCCIÓN
De acuerdo con estudios realizados, el mercado de bicicletas eléctricas ha tenido
un gran aumento en los últimos años y con el uso de este medio de transporte se
puede llegar a reducir el impacto ambiental que tienen las personas al desplazarse
de un lugar a otro. Adicionalmente, estas últimas estarían ahorrando dinero al usar
una bicicleta en lugar de un automóvil para movilizarse. Por lo tanto, se podría llegar
a considerar a las bicicletas eléctricas como un elemento clave en el desarrollo
sostenible de las ciudades y con miras a atender la demanda creciente de dichos
artefactos, Daniel Palacios López fundó la empresa Freedabikes, en la cual ofrece la
instalación de motores eléctricos y baterías a bicicletas convencionales.
Sin embargo, actualmente la compañía no tiene estandarizado el proceso de montaje
de bicicletas eléctricas y su fundador es la única persona que conoce y domina cada
una de las actividades realizadas en ella, igualmente es quien elabora el control de la
calidad tanto de los insumos que recibe como de los productos finales que fabrica.
El Control Estadístico de la Calidad juega un papel muy importante en el desempeño
de una compañía, ya que permite verificar si cada una de las partes del proceso
cumplen con determinadas exigencias y ayuda a cumplirlas. Con el presente trabajo
se busca aplicar dicho concepto en la empresa estudiada, en la que además de
estandarizar el proceso, se controle la calidad de los productos, de tal manera que
otras personas puedan llegar a la compañía a ser capacitadas y apoyen en las labores
de montaje, obteniendo productos con altos estándares de calidad.
La metodología empleada abarca una serie de teorías que se tomaron como
referencia para el desarrollo del proyecto, entre las cuales se pueden mencionar:
Mapa por niveles, para establecer la secuencia de actividades para el montaje de
bicicletas eléctricas; Definición operativa de defecto, para identificar los posibles
defectos que se pueden presentar en la elaboración de las operaciones, así como
su clasificación en menores, mayores y críticos; Gráficos de control por variables
y por atributos, para valorar las variaciones de calidad presentadas, identificar las
causas y tomar acciones correctivas; Capacidad de procesos, para asegurar que los
proveedores tienen procesos robustos y cumplen con las especificaciones deseadas;
e Inspección por muestreo, para verificar la calidad de los productos recibidos.
En caso de llegarse a implementar el proyecto propuesto, se impactaría positivamente
en la estructura de transporte, la movilidad y el desarrollo sostenible en Colombia y
más específicamente en la ciudad de Medellín. Adicionalmente, al requerir personal
para el montaje de bicicletas y control de calidad, se generaría empleo y se propiciaría
el desarrollo personal y educación de las personas involucradas, mejorando su
calidad de vida, y entregando a la sociedad, unos ciudadanos comprometidos con el
desarrollo de las industrias y de la nación en general.
Se considera que al realizar la aplicación del Control Estadístico de la Calidad en
el montaje de bicicletas eléctricas, se aplican gran cantidad de los conocimientos
14 Control estadşstico de la calidad͗ una aplicación prĄctica Volver al índice
adquiridos en el master y se visualizan más claramente conceptos como: tolerancias
del cliente, calidad, criterios de aceptación y rechazo, riesgo del proveedor, riesgo
del comprador, entre otros.
Finalmente, el proyecto va a documentar, mejorar y estandarizar los procesos
tanto de montaje de bicicletas eléctricas como de aseguramiento de la calidad
del producto, lo cual conduciría a un mejoramiento general del desempeño de la
empresa, al aumento de la capacidad productiva y a la satisfacción del cliente final.
16 Control estadşstico de la calidad͗ una aplicación prĄctica Volver al índice
17 Mariana Palacios López y Víctor Gisbert Soler Volver al índice CAPÍTULO 3. OBJETIVOS 3.1. Objetivo general
Aplicar el control estadístico de la calidad al proceso de montaje de bicicletas
eléctricas con el fin de mejorar la calidad, evitar el rechazo de productos, desperdicios
y reprocesos, para así entregar al cliente final, productos seguros y confiables que no
atenten contra la salud de los mismos y que además funcionen correctamente en el
entorno para el cual fueron diseñadas.
3.2. Objetivos específicos
- Conocer el proceso de montaje de las bicicletas eléctricas en la
empresa Freedabikes, teniendo en cuenta los equipos, la tecnología
usada y el método de trabajo utilizado.
- Identificar etapas de inspección del proceso que requieran especial
atención en cuanto a control de la calidad, que puedan ser analizadas
con ayuda de la definición operativa de defectos y que sirvan como
base para la toma de decisiones en cuanto a herramientas de
control estadístico y planes de acción o mejora.
- Seleccionar herramientas de control estadístico y diseñar un plan
de acción para abordar y tratar las variabilidades en las etapas
de inspección detectadas, así como para controlar el proceso de
montaje de bicicletas eléctricas.
19 Mariana Palacios López y Víctor Gisbert Soler Volver al índice CAPÍTULO 4. GENERALIDADES DEL SECTOR 4.1. Historia de las bicicletas eléctricas
De acuerdo con el Blog Tecnocio (2016), respecto al origen de las bicicletas eléctricas,
“aunque parezcan un invento moderno, éstas nacieron casi al mismo tiempo que
las bicicletas tradicionales. En la década de 1890 se otorgaron varias patentes para
motores de bicicletas eléctricas.”
En los años 40, como consecuencia de la segunda guerra mundial, hubo una escasez
de vehículos motorizados de gran tamaño, lo cual hizo que las bicicletas eléctricas
tuvieran un aumento en las ventas.
Posteriormente, como respuesta a la crisis energética del petróleo en Estados Unidos,
de 1973, las bicicletas eléctricas fueron comercializadas masivamente y tomaron un
rol importante al tratarse de una opción limpia, que “no dañaba el medio ambiente
ni dependía de las fluctuaciones del mercado del crudo” (BlogTecnocio, 2016).
En 1982, Egon Gelhard, realizó aportes adicionales a la evolución de las bicicletas
eléctricas, mediante el desarrollo de un subtipo de las mismas, las cuales funcionaban
con el “principio de bicilec o pedelec” donde el conductor es ayudado mediante
tracción eléctrica del motor cuando pedalea (pedaleo asistido).
Este invento mencionado anteriormente, fue difundido en Japón en la década de los
noventa, por la empresa Yamaha con el nombre de “Power assist”, lo cual hizo que
las bicicletas eléctricas ganaran un mayor terreno y notoriedad en el mercado.
“A finales de los años 90, las grandes marcas de bicicletas dominaron el mercado,
pero a comienzos del año 2000 las ventas de bicicletas eléctricas disminuyeron
radicalmente, para resurgir en el año 2005 con el auge de la batería de litio. Desde el
año 2008 las ventas de bicicletas han aumentado en un 30 % por año. En el año 2012
se vendieron 40 millones de bicicletas eléctricas.” (BlogTecnocio, 2016).
Actualmente no se tienen cifras certificadas de la venta de bicicletas eléctricas en
Colombia, pero de acuerdo con la Editorial La República, en 2014 entraron más de
10 mil bicicletas eléctricas al mercado local. Además, aseguran que Colombia es “un
país interesante para el desarrollo de este tipo de movilidad, porque cuenta con una
de las matrices energéticas más limpias de la región” (Ramírez Prado, 2018).
4.2. Descripción de la empresa – Freedabikes
Freedabikes es una empresa fundada en el 2015, en Medellín – Colombia, que
convierte bicicletas estándar en eléctricas con un previo análisis de las condiciones
de las mismas. Los clientes pueden “elegir entre diferentes potencias y tipos de
motor, capacidades y tipos de baterías, contando con la mejor asesoría y calidad”
(Freeda, 2017).
El ingeniero de diseño de producto, Daniel Palacios López, dueño y fundador de la
empresa, instala el motor, batería, display y otros elementos necesarios para permitir
a sus clientes, el uso de las bicicletas mediante pedaleo, aceleración o pedaleo
asistido.
20 Control estadşstico de la calidad͗ una aplicación prĄctica Volver al índice
De acuerdo con la entrevista elaborada al dueño de la compañía (Palacios López,
Freeda en la emisora Cámara FM, 2018), lo que Daniel ofrece al mercado es una
novedad, ya que permite al cliente tener su bicicleta convencional o elegir la bicicleta
soñada para convertirla en eléctrica.
Como parte de su estrategia, Freedabikes le ha apuntado al incremento de ventas
a lo largo del tiempo. En un comienzo, en el 2015, Daniel únicamente convirtió
2 bicicletas de convencionales a eléctricas, en 2016 unas 7 bicicletas, y en 2017 se
vendieron más de 30.
Una ‘Freeda’ ofrece (2017):
- Fuerza : 3,3 veces más resistencia que un ciclista profesional (en
la versión 750 W). Cuentan con motor central y transmisión que
permite subir cualquier cuesta de Medellín – Colombia, a buena
velocidad.
- Ahorro: 3,95 veces menor gasto que una motocicleta de bajo
cilindraje. Con 225 COP (0,06 € aproximadamente) de energía
eléctrica se recorren 50 kilómetros.
- Ganar tiempo: Libera estrés, evita contratiempos y trancones. - Ayudar al ambiente: Cero emisión de gases y menor gasto
energético. Es uno de los vehículos más eficientes energéticamente
para transportarse.
- Flexibilidad (Dos en uno): El cliente puede elegir como usarla: sólo
pedaleo, sólo motor, o con pedaleo y motor.
- Diversión: Montar una ‘Freeda’ es un placer. Ofrece libertad en
movimiento para sus clientes.
Actualmente, la empresa cubre las necesidades de las principales ciudades de
Colombia, pudiendo realizar envíos desde Medellín a cualquier ciudad del país.