



INGENIERÍA DE
INGENIERÍA DE
MANUFACTURA
MANUFACTURA
Control Numérico por Computadora
(CNC)
Ing. Ricardo Jiménez


























Prepara tus exámenes y mejora tus resultados gracias a la gran cantidad de recursos disponibles en Docsity

Gana puntos ayudando a otros estudiantes o consíguelos activando un Plan Premium

Prepara tus exámenes
Prepara tus exámenes y mejora tus resultados gracias a la gran cantidad de recursos disponibles en Docsity
Prepara tus exámenes con los documentos que comparten otros estudiantes como tú en Docsity
Encuentra los documentos específicos para los exámenes de tu universidad
Estudia con lecciones y exámenes resueltos basados en los programas académicos de las mejores universidades
Responde a preguntas de exámenes reales y pon a prueba tu preparación
Consigue puntos base para descargar
Gana puntos ayudando a otros estudiantes o consíguelos activando un Plan Premium
Comunidad
Pide ayuda a la comunidad y resuelve tus dudas de estudio
Ebooks gratuitos
Descarga nuestras guías gratuitas sobre técnicas de estudio, métodos para controlar la ansiedad y consejos para la tesis preparadas por los tutores de Docsity
Control numérico computarizado
Tipo: Diapositivas
1 / 54

Esta página no es visible en la vista previa
¡No te pierdas las partes importantes!
Ing. Ricardo Jiménez
Control Numérico
(CN) es el término original de
esta tecnología. Actualmente es intercambiablecon
el
término
Control
Numérico
por
Computadora
El
ha
sido
uno
de
los
más
importantes
desarrollos en
manufactura en los últimos 50
años, al desarrollar :
Nuevas técnicas de producción Incrementar la calidad de los productos Reducción de costos
de las operaciones
de maquinado
y
para el usuario
de la pieza de trabajo
ISO/EIA
Estándares
de
instrucciones
de
programación
(código)
que
permiten
a
la
máquina
herramienta
llevar
a
cabo
ciertas operaciones en particular.Por
ejemplo:
Las
siguientes
líneas
ordenan
a
una
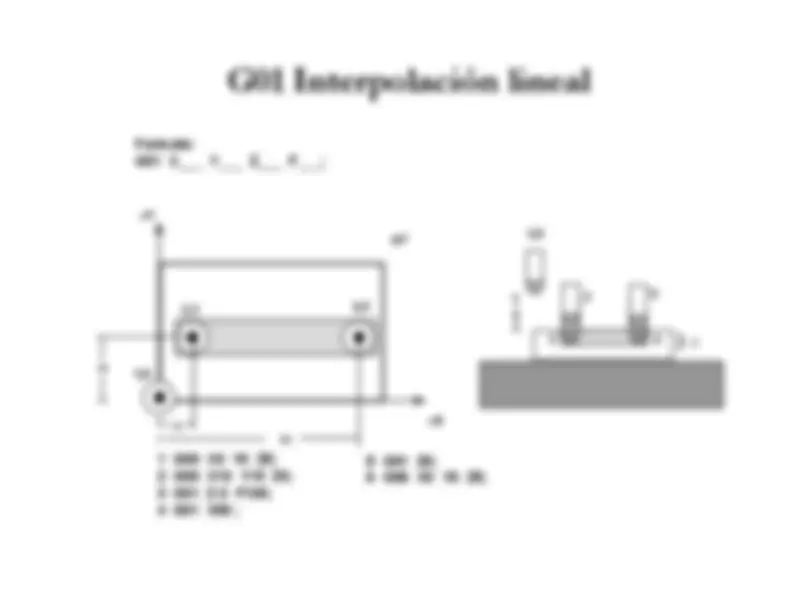
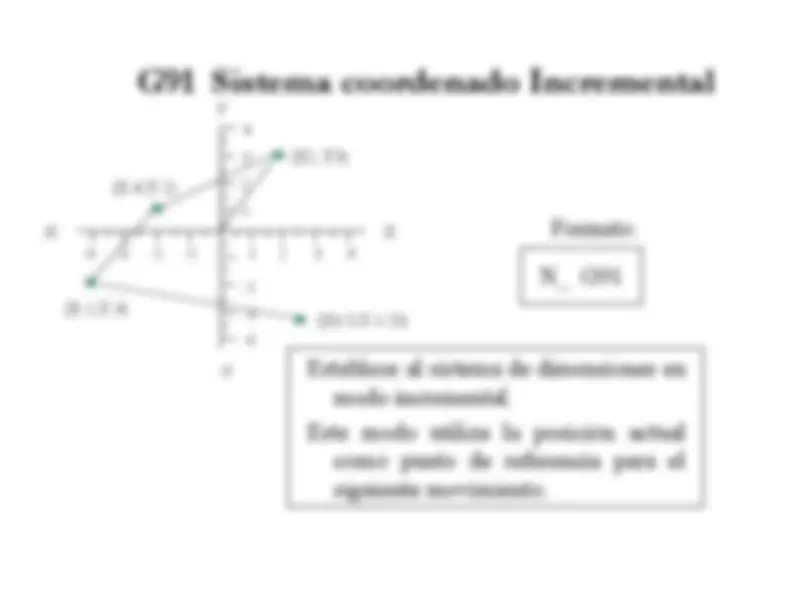
fresadora de CNC que ejecute en la línea de código 100un corte relativo al origen con un avance de 20 in./min a lolargo del eje X 1.25 in. y del eje Y 1.75 in.
N
G90 G
N100 G01 X1.25 Y1.75 F
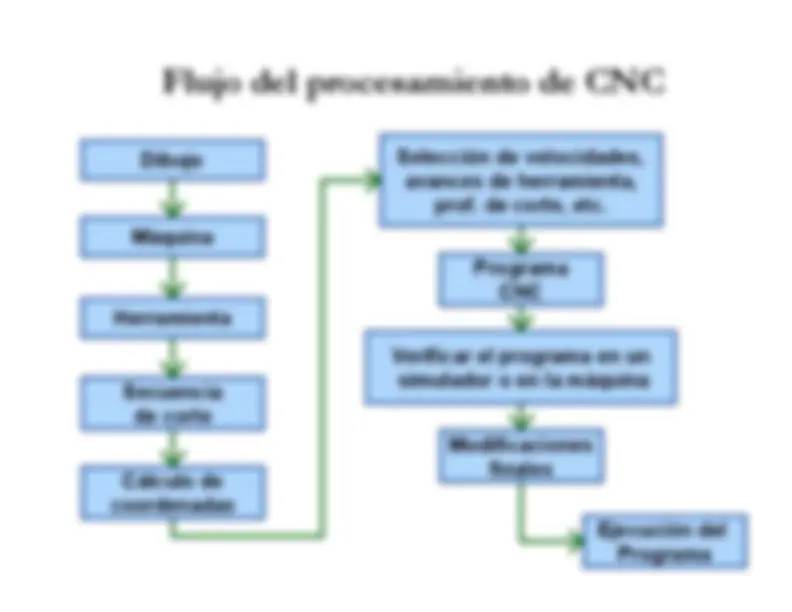
Dibujo Máquina Herramienta Secuencia
de corte
Programa
Selección de velocidades,avances de herramienta,
prof. de corte, etc.
Verificar el programa en unsimulador o en la máquina
Cálculo de coordenadas
Modificaciones
finales
Ejecución del
Programa
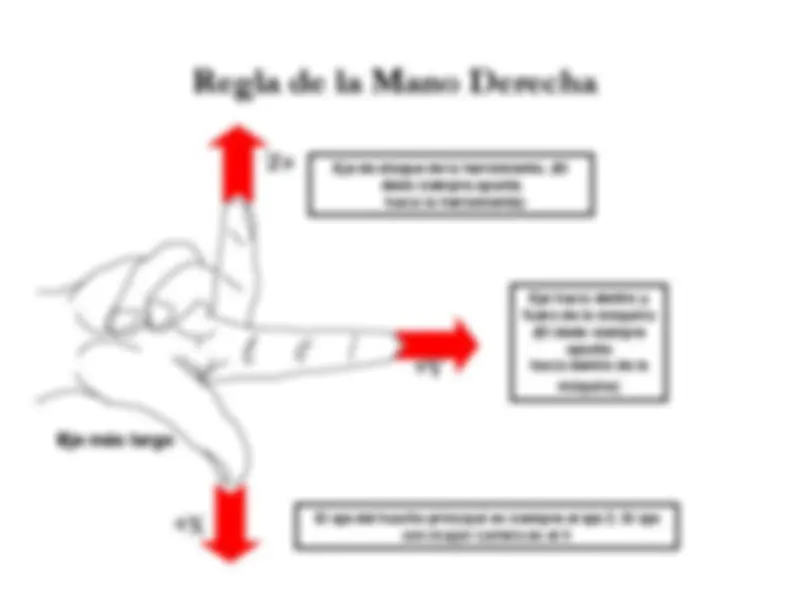
Eje de ataque de la herramienta. (El
dedo siempre apuntahacia la herramienta)
Eje más largo
Eje hacia dentro yfuera de la máquina(El dedo siempre
apunta
hacia dentro de la
máquina)
El eje del husillo principal es siempre el eje Z. El eje
con mayor carrera es el X
N
G
X10.
Y
Z
F
Dirección
Dato
Palabra
Bloque
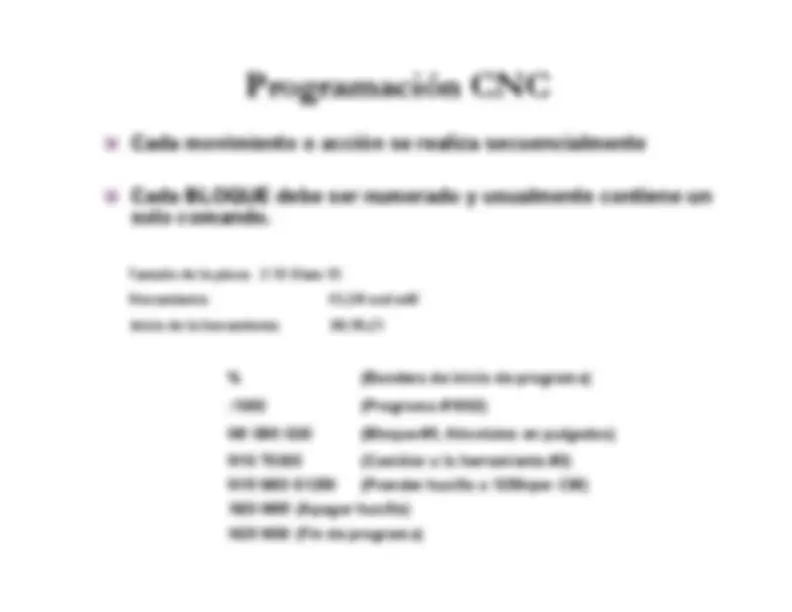
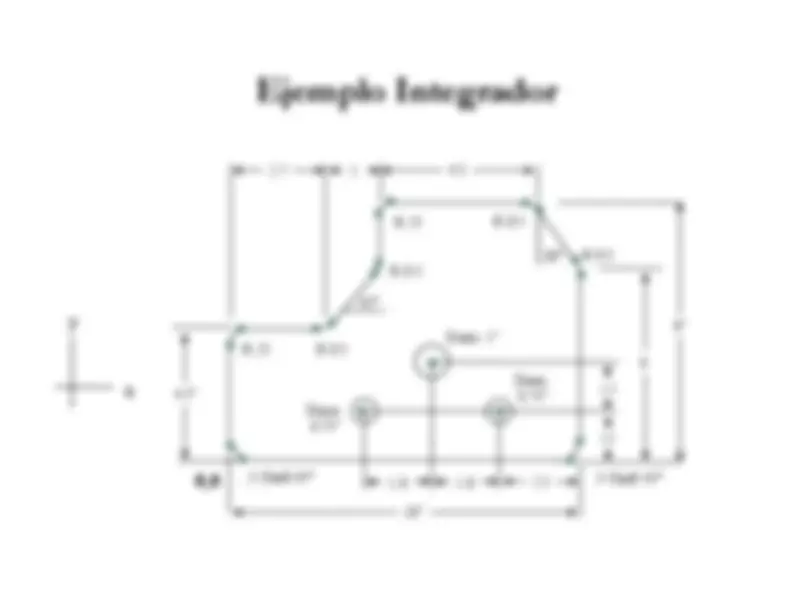
Cada movimiento o acción se realiza secuencialmente Cada BLOQUE debe ser numerado y usualmente contiene unsolo comando.Tamaño de la pieza:
Z-15 Diam 15
Herramienta:
#3,3/8 end mill
Inicio de la herramienta:
X0,Y0,Z
%
(Bandera de inicio de programa)
:
(Programa #1002)
N5 G90 G
(Bloque #5, Absolutas en pulgadas)
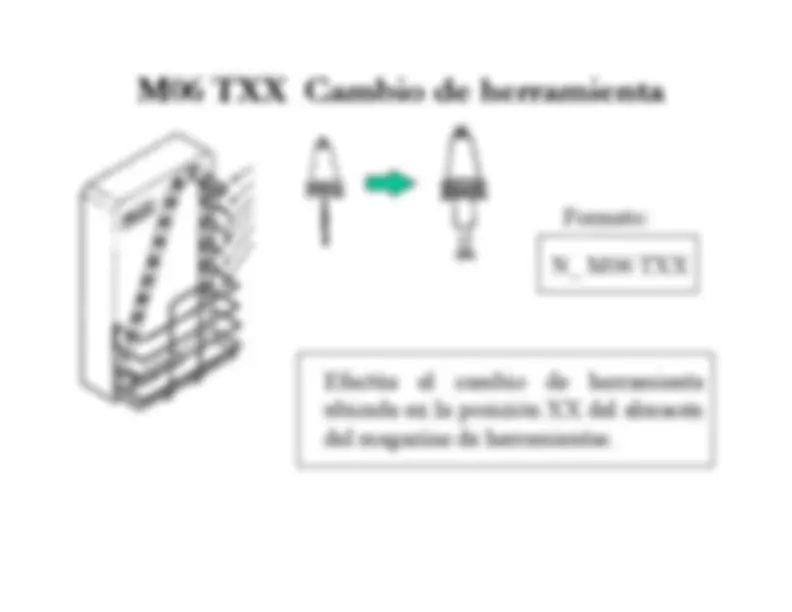
N10 T
(Cambiar a la herramienta #3)
N15 M03 S
(Prender husillo a 1250rpm CW)
N20 M05 (Apagar husillo)N25 M30 (Fin de programa)
La mayoría de los códigos G’s contienen variables(direcciones), definidas por el programador para cada
función específica.
N Número de Bloque (Inicio de bloque)G Función preparatoriaX
Coordenada X Y
Coordenada Y Z
Coordenada Z I^
Localización en X delcentro de un arco
J
Localización en Y delcentro de un arco K Localización en Z del
centro de un arco S
Velocidad del husillo F
Asigna Velocidad de corte M Función Miscelánea
%
Bandera de inicio
: 1001
Número de programa 0-
N5 G90 G
Unidades absolutas, programación en
pulgadas.
N10 T
Paro para cambio de herramienta, Usar #
N15 M03 S
Prender husillo a 1200 rpm CW
Contiene todas las instrucciones que preparan a la máquina para
su operación:
Contiene las velocidades y movimientos de corte, circulares,
lineales, movimientos rápidos, ciclos de corte, etc.
N20 G00 X1 Y
Mov. rápido a (X1,Y1)
N25 Z0.
Mov. rápido a Z0.
N30 G01 Z-0.125 F 5
Avance a Z-0.125 a 5ipm
N35 G00 Z
Mov. rápido a Z
N40 X0 Y
Mov. rápido a X0,Y
Deben contener únicamente un solo movimientode herramienta Debe contener únicamente una velocidad de corte Debe contener únicamente una herramienta ovelocidad del husillo El número del bloque debe ser secuencial
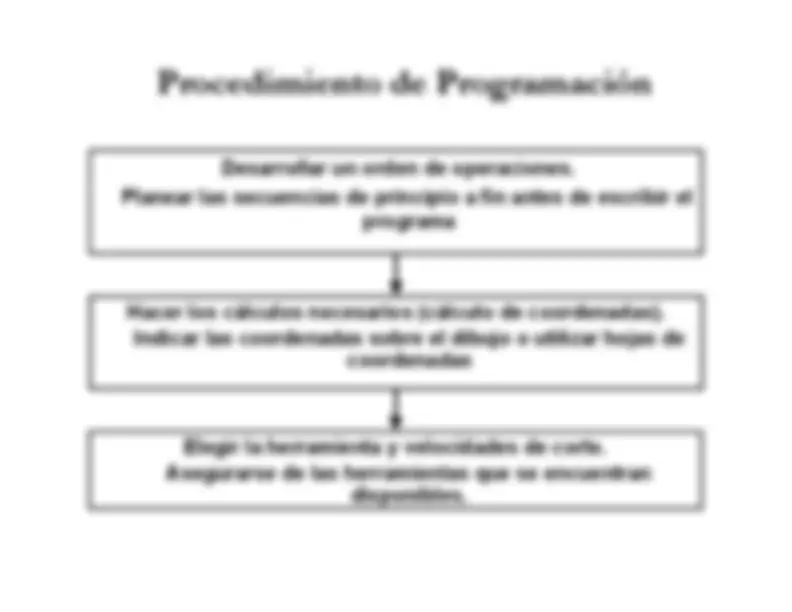
Desarrollar un orden de operaciones.
Planear las secuencias de principio a fin antes de escribir el
programa
Hacer los cálculos necesarios (cálculo de coordenadas).Indicar las coordenadas sobre el dibujo o utilizar hojas de
coordenadas
Elegir la herramienta y velocidades de corte. Asegurarse de las herramientas que se encuentran
disponibles.