MUESTRAS MIEDIDA 1 MEDIDA 2 MEDIDA 3 MEDIDA 4 MEDIDA 5
1 5.5 4.9 4.7 3.5 3.0
2 6.4 4.8 4.8 5.0 3.5
3 5.2 4.7 5.9 4.6 2.5
4 6.2 5.9 4.3 4.1 3.8
5 5.6 6.5 4.2 7.0 5.5
6 6.9 3.9 4.8 5.0 5.5
7 6.9 5.8 5.3 3.8 6.5
8 6.4 3.5 4.5 4.0 6.0
9 5.4 4.1 6.1 3.5 4.9
10 5.6 4.9 4.8 4.7 4.5
11 4.9 5.0 5.7 5.0 4.5
12 4.7 5.2 3.7 6.0 5.2
13 7.0 3.6 6.3 5.2 4.9
14 5.0 4.5 4.1 3.4 4.3
15 5.2 7.0 6.4 4.5 7.0
16 5.4 4.9 4.2 3.8 6.1
17 6.5 5.3 7.0 4.7 6.2
18 4.3 6.9 4.9 5.6 7.0
19 3.6 5.8 4.9 3.9 4.6
20 5.6 4.9 5.2 3.8 4.7
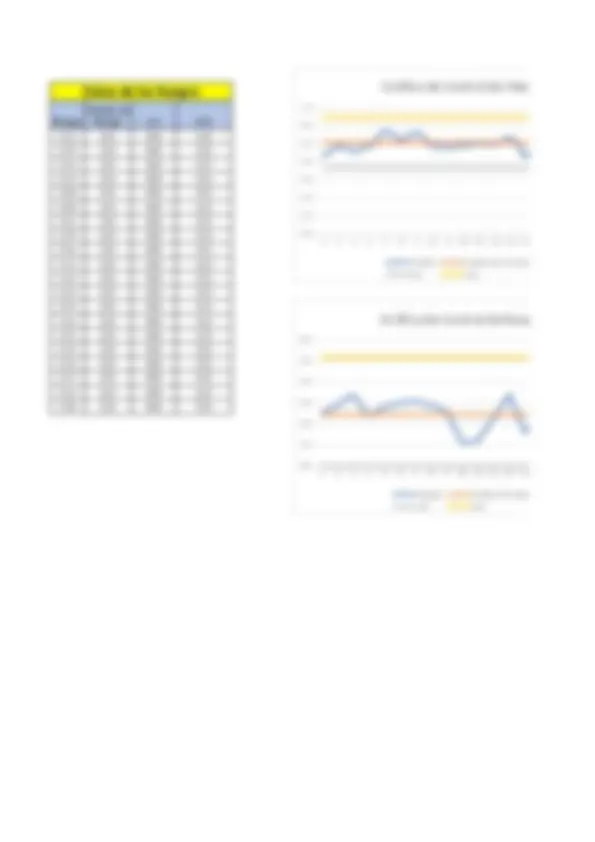
Una empresa productora de ejes de empujadores de placas de fundición recibió
fuertes quejas de su mayor cliente por la falta de calidad en la medida de los
diámetros de su producto. Se decidió controlar el proceso en base a esta
característica, utilizando Gráficos de Control por Variables X , R. Durante una semana,
en cada uno de los 5 dias laborales se tomaron medidas a una muestra de 5 piezas
cada dos horas (4 muestras por jornada de trabajo). Las mediciones de los cinco días
arrojaron los siguientes datos: