



el agua transportada por DURATEC
exija la marca DURATEC - no confíe en los parecidos
de HDPE
Tuberías y Fittings
Tuberías y Fittings



















































































Prepara tus exámenes y mejora tus resultados gracias a la gran cantidad de recursos disponibles en Docsity

Gana puntos ayudando a otros estudiantes o consíguelos activando un Plan Premium

Prepara tus exámenes
Prepara tus exámenes y mejora tus resultados gracias a la gran cantidad de recursos disponibles en Docsity
Prepara tus exámenes con los documentos que comparten otros estudiantes como tú en Docsity
Encuentra los documentos específicos para los exámenes de tu universidad
Estudia con lecciones y exámenes resueltos basados en los programas académicos de las mejores universidades
Responde a preguntas de exámenes reales y pon a prueba tu preparación
Consigue puntos base para descargar
Gana puntos ayudando a otros estudiantes o consíguelos activando un Plan Premium
Comunidad
Pide ayuda a la comunidad y resuelve tus dudas de estudio
Ebooks gratuitos
Descarga nuestras guías gratuitas sobre técnicas de estudio, métodos para controlar la ansiedad y consejos para la tesis preparadas por los tutores de Docsity
guia para seleccion de tuberias hdep
Tipo: Ejercicios
1 / 94

Esta página no es visible en la vista previa
¡No te pierdas las partes importantes!
Índice
General
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
La industria de materiales plásticos se ha desarrollado por alrededor de 100 años, pero el polietileno (PE) fue descubierto en la década del 30. Los primeros PE eran de baja densidad y se utilizaron principalmente como conductores de cables. Los polietilenos de alta densidad (HDPE), utilizados hoy día en sistemas de tuberías, fueron desarrollados en los años 50. Los sistemas de tuberías de HDPE ofrecen la oportuni- dad de utilizar ventajosamente las características tan particulares de este material y ocuparlas para resolver antiguos problemas y diseñar sistemas para aplicacio- nes donde los materiales tradicionales son inadecua- dos o demasiado costosos. Las tuberías de HDPE ofre- cen mayores alternativas de diseño garantizando una larga vida útil, economía en instalación y equipos, mi- nimizando los costos de mantención, cuando las condi- ciones de operación están dentro de las capacidades de temperatura y presión del material. El desarrollo de técnicas especiales de proceso y el me- joramiento de los equipos de producción han permiti- do obtener cada vez mejores resinas, con las cuales se logran productos termi- nados únicos para la industria, tanto en calidad como en funcionamiento.
Uno de los más recientes desarrollos concierne a un grado de HDPE con propie- dades de resistencia significativamente mayores que las del HDPE tradicional. Este nuevo grado, denominado PE 100, es usado particularmente en tuberías para agua a presión, obteniéndose un ahorro en el espesor de pared de las tuberías en aproximadamente 35% comparado con una tubería de HDPE tra- dicional.
En este catálogo se presentan las ventajas y principales aplicaciones de las tu- berías y fittings de HDPE, las especificaciones técnicas del material, los sistemas de unión, las consideraciones de diseño e instalación, etc. Se ha dedicado un especial esfuerzo en la preparación de los capítulos de dimensiones de tube- rías y fittings, cubriendo una amplia gama de productos que cumplen con las características dimensionales establecidas en normas internacionales. Duratec fabrica tuberías y fittings de HDPE a partir de resinas de excelente calidad su- ministradas por proveedores certificados bajo normas de la serie ISO 9000 y de acuerdo a las más estrictas normas de fabricación.
La finalidad primordial de este catálogo es servir de material de apoyo, presen- tando información confiable con lo mejor de nuestro conocimiento y expe- riencia. Con este propósito, pretendemos mantener una exitosa relación con nuestros clientes y ofrecerles el mejor servicio.
Vista frontal Planta Industrial Lo Chena, San Bernardo, Santiago.
Cuando se comparan con materiales tradiciona- les, los sistemas de tuberías de polietileno de alta densidad (HDPE) ofrecen significativos ahorros en los costos de instalación y equipamiento, mayor libertad de diseño, bajo costo de man- tención y una larga vida útil para la mayoría de estos sistemas. Estos beneficios, ventajas y oportunidades de dis- minución de costos se derivan de las propieda- des y características únicas de las tuberías de HDPE.
2.1 Resistencia química Para todos los propósitos prácticos, las tuberías de HDPE son químicamente inertes. Existe sólo un número muy reducido de fuertes productos químicos que podrían afectarlas. Los químicos naturales del suelo no pueden atacarlas o cau- sarles degradación de ninguna forma. El HDPE no es conductor eléctrico, por lo cual no son afec- tadas por la oxidación o corrosión por acción electrolítica. No permiten el crecimiento, ni son afectadas por algas, bacterias u hongos y son re- sistentes al ataque biológico marino.
2.2 Servicio a largo plazo La vida útil estimada tradicionalmente para las tuberías de HDPE es superior a 50 años para el transporte de agua a temperatura ambiente (20ºC). Para cada aplicación en particular, las con- diciones de operación internas y externas pue- den alterar la vida útil o cambiar la base de dise- ño recomendada para alcanzar la misma vida útil. Estas conclusiones son respaldadas por más de veinte años de experiencia real.
2.3 Bajo peso Las tuberías de HDPE pesan considerablemente menos que la mayoría de las tuberías de mate- riales tradicionales. Su gravedad específica es 0,950, flotan en agua. Son 70-90% más livianas que el concreto, fierro o acero, haciendo más fácil su manejo e instalación. Importantes aho- rros se obtienen en mano de obra y requerimien- to de equipos.
2.4 Coeficiente de fricción Debido a su gran resistencia química y a la abrasión, las tuberías de HDPE mantienen exce- lentes propiedades de escurrimiento durante su vida útil. Gracias a sus paredes lisas y a las carac- terísticas de impermeabilidad del PE, es posible obtener una mayor capacidad de flujo y mínimas pérdidas por fricción. Para los cálculos de flujo bajo presión, se utiliza comúnmente un factor «C» de 150 para la fórmula de Hazen-Williams. Cuan- do el flujo es gravitacional, se utiliza un factor «n» de 0,009 para la fórmula de Manning.
2.5 Sistemas de unión Las tuberías de HDPE se pueden unir mediante termofusión por soldadura a tope, por electro- fusión o bien por soldadura tipo soquete. El sis- tema de soldadura a tope es reconocido en la in- dustria como un sistema de unión de gran confia- bilidad, es costoefectivo, no requiere coplas, no se producen filtraciones y las uniones son más resistentes que la tubería misma. Las tuberías tam- bién pueden unirse por medios mecánicos, tales como stub ends y flanges, coplas de compresión o uniones tipo Victaulic. No se pueden unir me- diante solventes o adhesivos.
2.6 Resistencia/flexibilidad La gran resistencia de las tuberías de HDPE es una importante característica derivada de las propie- dades químicas y físicas tanto del material como del método de extrusión. La tubería no es frágil, es flexible, por lo que puede curvarse y absorber cargas de impacto en un amplio rango de tem- peraturas. Esta resistencia y flexibilidad permiten a la tubería absorber sobrepresiones, vibraciones y tensiones causadas por movimientos del terre- no. Pueden deformarse sin daño permanente y sin efectos adversos sobre el servicio a largo pla- zo. Esto permite que sean instaladas sin proble- mas en terrenos con obstáculos, ya que pueden colocarse en forma serpenteada, respetando cier- tas tolerancias de curvatura (radios mínimos). También se pueden colocar en zanjas estrechas, pues las uniones pueden efectuarse fuera de ella. La resistencia a la ruptura por tensiones ambien-
Algunas aplicaciones típicas que incluyen el uso de tuberías de HDPE son:
3.1 Minería Las tuberías de HDPE han dado excelentes resul- tados al utilizarse en distintos procesos de apli- caciones mineras. Gracias a su alta resistencia a la abrasión y corrosión, facilidad de manejo e insta- lación y buena resistencia mecánica, son ideales para:
3.2 Agricultura Son variados los usos que las tuberías de PE tie- nen en la agricultura. Mediante el sistema de uniones desmontables resultan de rápido acople y desacople. Además, por su flexibilidad se pue- den enrollar permitiendo un fácil transporte (se pueden suministrar en rollos de 50, 100 o más metros). Algunos ejemplos de aplicaciones son:
3.3 Sector pesquero En las industrias pesqueras, las tuberías de HDPE se están utilizando cada vez más. Por ser livianas y de fácil manejo, además de resistentes al agua salada y al ataque biológico marino, resultan idea- les para este tipo de aplicaciones, entre las cuales están:
3.4 Área sanitaria Las tuberías de HDPE presentan claras ventajas sobre otros materiales (acero, cemento compri- mido, etc.), especialmente en su utilización en arranques domiciliarios y en zonas de napa freática alta, en las cuales se facilita su instala- ción al efectuar las uniones fuera de la zanja, sin necesidad de evacuarlas en el momento de insta- lar la tubería. Algunos ejemplos son:
Tuberías con pesos de lastre. (Gentileza Borealis).
Jaula para el cultivo de salmones.
Instalación de tubería para gas en zanja. (Gentileza Borealis).
Además, por sus características de flexibilidad, bajo peso, resistencia a aguas salinas, y además por no permitir el crecimiento de algas u hongos propios de la biología marina, son ideales para su utilización en medios subacuáticos en diversas aplicaciones, tales como en emisarios submarinos.
3.5 Industria química En la industria química, las tuberías de HDPE han dado excelentes resultados. Gracias a su alta re- sistencia a la corrosión, a su resistencia química y a la abrasión, son ideales para:
3.6 Industria en general Los sistemas de tuberías de HDPE han sido utili- zados exitosamente en cientos de aplicaciones, tanto generales como de alta especialización, en todo tipo de industria. Las aplicaciones más frecuentes son las siguientes:
Sistemas de riego por aspersión.
De acuerdo a la normativa ISO, la designación del material (por ejemplo, PE 100) se relaciona con el nivel de Resistencia Mínima Requerida, MRS (Minimum Required Strength) que se debe considerar en el diseño de tuberías para la con- ducción de agua a 20ºC, por un tiempo de servi- cio de al menos 50 años. La tensión de diseño σs se obtiene al aplicar un coeficiente de diseño «C» sobre el valor MRS del material (C=1,25 para PE, norma ISO 12162).
σσσσσS = MRSC
En la siguiente tabla se especifican los valores MRS y sus σs correspondientes.
Todas las tuberías para servicios a presión se di- señan para resistir una presión hidrostática in- terna específica. Esta es la presión nominal PN, que indica la máxima presión de trabajo a la cual la línea (sistema) completa puede ser sometida en operación continua a una determinada tem- peratura. Cuando la tubería es sometida a una presión in- terna, se induce una tensión hidrostática en la pared de la cañería, de acuerdo a la siguiente ecuación:
σσσσσ = p (D-e)^ (5.1) 2e
Donde: σ = tensión inducida, MPa p = presión interna, MPa D = diámetro externo de la tubería, mm e = espesor de pared mínimo, mm
Como para tuberías de la misma clase (presión de trabajo), la relación diámetro/espesor es igual, se está difundiendo la clasificación de las tube- rías en función de esta relación. Esta es la rela- ción dimensional estándar (SDR), un número
Designación MRS a 50 años y 20º C Tensión de diseño, σ s
adimensional que identifica una clase de presión (a menor SDR, mayor presión).
SDR = (^) eD
Así, la ecuación (5.1) también se puede escribir como:
σσσσσ = p (SDR-1) 2
A continuación, en la tabla 5.1.1 se presentan las dimensiones de tuberías fabricadas con HDPE (polietileno de alta densidad) PE 100, de acuerdo a la norma ISO 4427. En la tabla 5.2.1 se muestra las dimensiones de tuberías según la norma DIN 8074, versión 1999, con una tensión de diseño de 50 Kgf/cm^2. Las dimensiones de tuberías PE 80 de acuerdo a la norma ISO 4427 y PE80 según la norma DIN 8074 se presentan en el Anexo A del catálogo, en las tablas A.1 y A.2 respectivamente. Consideramos de interés señalar el procedimien- to de cálculo para la determinación del espesor de pared de las tuberías a presión. A partir de la ecuación (5.1) se obtiene la fórmu- la para calcular el espesor de pared.
e = PN D 2 σσσσσs + PN
Donde: PN = presión nominal, MPa D = diámetro externo de la tubería, mm σS = tensión de diseño, MPa (1 MPa = 10 bar ≈ 10 Kgf/cm^2 )
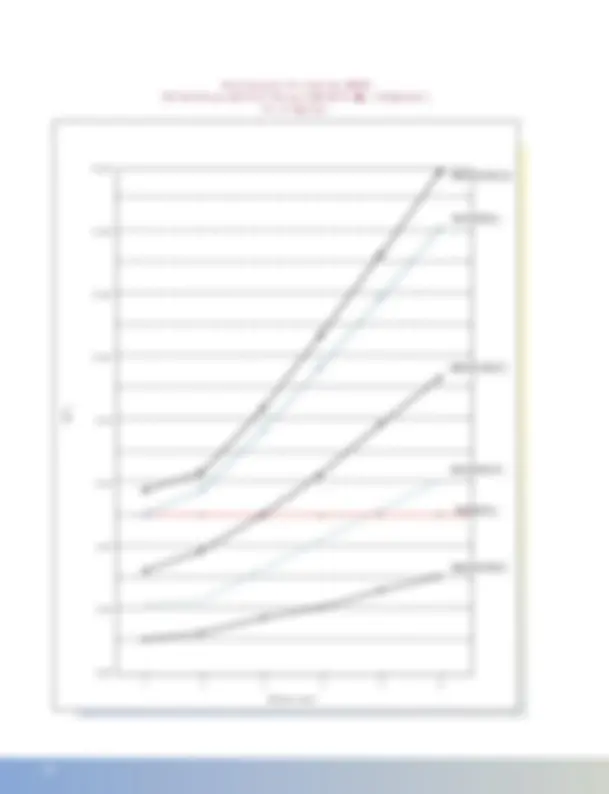
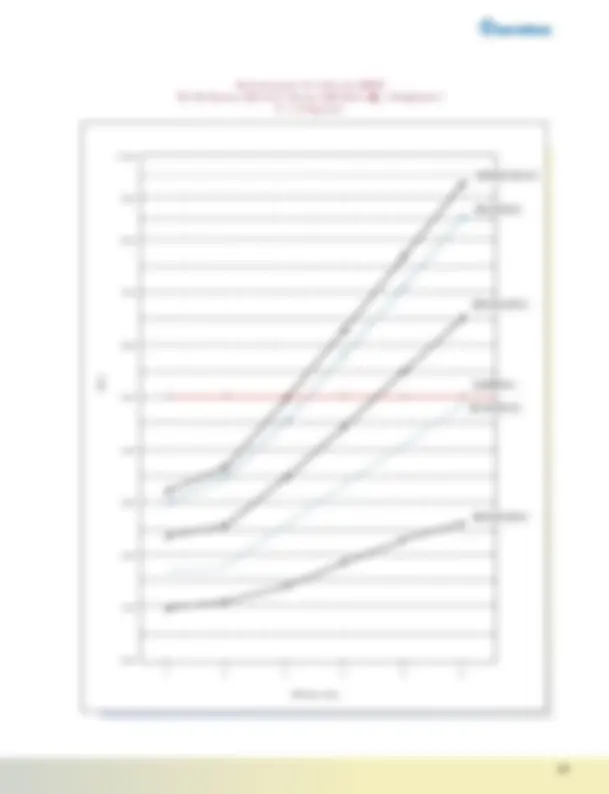
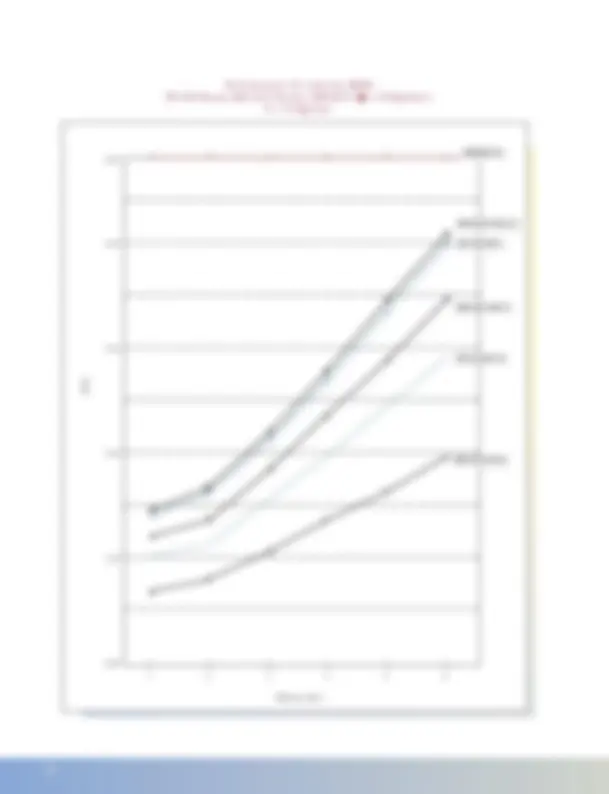
Con esta fórmula y con las curvas de regresión (Cap. 10), es posible calcular para una tubería de un determinado diámetro externo el espesor de pared necesario para la vida útil y tempera- tura de trabajo deseadas. Ejemplo: ¿Cuál es el espesor de pared necesario para una tubería de HDPE PE 100 de diámetro 200 mm, para un tiempo de vida útil de 50 años, operando a 20ºC, a una presión de 16 bar y que conduce agua? Considerando que para los requerimientos de tiempo de vida útil (50 años) y temperatura de servicio de 20ºC, la tensión de diseño para PE 100
10
Tabla 5.1.1: Dimensiones tubería HDPE-Duratec PE 100 (norma ISO 4427)
5.1 Tubería HDPE PE 100 norma ISO 4427
Tubería suministrada en rollos o tiras.
Las cifras coloreadas en azul indican los diámetros (con sus res- pectivas presiones nominales) que actualmente puede fabricar Duratec.
es σS= 8 MPa = 80 bar (ver tabla anterior), se cal- cula el espesor de pared de acuerdo a la fórmula anterior:
e = (^216) • 80 + 16•^200 = 18,2 mm
Si observamos la tabla 5.1.1, vemos, en efecto, que para tuberías de HDPE PE 100, diámetro 200 mm, clase de presión PN 16, el espesor de pared mínimo es de 18,2 mm.
6.1 Codos segmentados para soldadura por termofusión
La Tabla 6.1.1 se basa en la norma DIN 16963 Parte 1.
Le
15º
30º
30º
15º Le
r
Z
Z
d
d Le min r1)^ Z min 90º 60º mm mm mm mm mm
Le
15º
30º
15º
Le
r
d
Z
Z
La Tabla 6.1.2 se basa en la norma DIN 16963 Parte 1.
Z
d
Le
11,25º
22,5º
11,25º
Le
r
Z
Z Le
30º
Le
d
Z
r
La Tabla 6.2.2 se basa en la norma DIN 16963 Par- tes 2 y 13.
d 2
d 1
90º
Le Le Z 1 Z^1 L
Z^2
90º
Z 1
Z^3
d 1
L
Z 1
Le Le
d 2
d 1 d 2 Le min Lmin Z1 min z2 min Z3 min mm mm mm mm mm mm mm 110 63 a 90 410 205 263 273 125 63 a 110 430 215 313 323 140 75 a 125 440 220 318 328 160 90 a 140 460 230 328 338 180 90 a 160 480 240 341 356 200 110 a 180 500 250 351 366 225 125 a 200 530 265 366 381 250 125 a 225 750 375 476 491 280 140 a 250 780 390 491 506 315 160 a 280 920 460 579 594 355 180 a 315 960 480 599 614 400 200 a 355 1000 500 624 644 450 225 a 400 1050 525 649 669 500 250 a 450 1200 600 722 742 560 280 a 500 1260 630 752 772 630 315 a 560 1330 665 797 817 710 355 a 630 1410 705 847 867 800 400 a 710 1500 750 912 937 900 450 a 800 1700 850 1035 1085 1000 500 a 900 1800 900 1085 1135 1200 630 a 1000 2000 1000 1210 1240 1400 1)^ 710 a 1200 2200 1100 1340 1385 1600 1)^ 800 a 1400 2400 1200 1490 1510
6.3 Reducciones para soldadura por termofusión
Las Tablas 6.3.1 y 6.3.2 se basan en la norma DIN 16963 Parte 13.
d^1 d^2
Z (^1)
L (^2)
Z (^2)
L (^1)
d^1
d^2
Z (^1)
Z (^2)
Z
L (^2)
L (^1)
Reducción concéntrica Reducción excéntrica d 1 d 2 L 1 L 2 Z 1 Z mm mm mm mm mm mm 63 32 a 50 75 40 a 63 (^40 ) 90 50 a 75 110 63 a 90 10 10 125 63 a 110 140 75 a 125 66 100 160 90 a 140 180 90 a 160 200 110 a 180 225 125 a 200 70 105 250 125 a 225 15 15 280 140 a 250 315 160 a 280 (^83 ) 355 180 a 315 400 1)^200 a 355 450 1)^225 a 400 500 1)^225 a 450 130 20 20 560 1)^280 a 500 630 1)^315 a 560 93 140 710 1)^355 a 630 100 150 800 1)^400 a 710 113 170 900 1)^450 a 800 25 25 1000 1)^500 a 900 146 220 1200 1)^630 a 1000 30 30 1400 1)^710 a 1200 166 45 45 250 1600 1)^800 a 1400 183 275
d 1 d 2 L 1 L 2 Z 1 Z 2 mm mm mm mm mm mm 63 32 a 50 75 40 a 63 (^60) 90 50 a 75 110 63 a 90 10 10 20 125 63 a 110 140 75 a 125 100 160 90 a 140 180 90 a 160 200 110 a 180 225 125 a 200 105 250 125 a 225 15 15 30 280 140 a 250 315 160 a 280 (^125) 355 180 a 315 400 1)^ 200 a 355 450 1)^ 225 a 400 (^130) 500 1)^ 250 a 450 (^20 20 ) 560 1)^ 280 a 500 630 1)^ 315 a 560 140 710 1)^ 355 a 630 150 800 1)^ 400 a 710 170 900 1)^ 450 a 800 195 25 25 50 1000 1)^ 500 a 900 1200 1)^ 630 a 1000 220 30 30 60 1400 1)^ 710 a 1200 250 35 35 70 1600 1)^ 800 a 1400 300 45 45 90
6.5 Fittings inyectados para soldadura tipo soquete
Dimensiones según catálogo George Fischer, PE 80, SDR 11 (PN 12,5)
Copla
Tee 90º
Codo 45º
d
L Z d
L
Z
Codo 90º
Z
d
d Z L
L
Tapón
Stub end
Reducción concéntrica