¡Descarga Laboratorio Control de Calidad y más Ejercicios en PDF de Gestión de la Calidad solo en Docsity!
LABORATORIO N° 6
En una empresa del ramo metalmecánico se fabrican válvulas. Después del proceso de fundición se realiza una inspección y las piezas que no cumplen con ciertas características son rechazadas. Las razones del rechazo son diversas: piezas incompletas, porosas, mal formadas, etc. Para evaluar la variabilidad y la magnitud de la proporción de piezas defectuosas en le fundición se decide implementar una carta p. El proceso de fundición se hace por lotes. En la tabla se muestran los datos obtenidos durante una semana para cierto tipo de válvulas. Aunque regularmente el tamaño de lote es fijo, n = 300, en ocasiones, por diferentes motivos, en algunos lotes se hacen unas cuantas piezas de más o de menos, como Lote Tamaño del lote ni Defectuos o 1 300 15 2 300 12 3 300 15 4 300 7 5 300 16 6 300 6 7 300 18 8 280 10 9 290 9 10 300 15 11 300 9 12 300 4 13 300 7 14 300 9 15 305 5 16 295 15 17 300 19 18 300 7 19 300 12 20 300 10 21 300 4 6270 224 a) Calcule los límites de control utilizando el tamaño de subgrupo (lote) promedio. Gráfico p Período #1- LSC: +3.0 sigma 0. Línea Central 0. LIC: -3.0 sigma 0. 0 fuera de límites b) ¿Cómo explicaría los límites de control que obtuvo a alguien que no tiene conocimientos profundos de estadística? Según los resultados obtenidos mediante el muestreo se evidencia que por cada 300 unidades fabricadas en promedio 12 de ellas no cumplen con las especificaciones. c) Grafique la carta correspondiente e interprétela.
Adicionalmente la gráfica muestra que todos los lotes avaluados tienen un # de defectuosos estable es decir no tienen picos atípicos dentro del rango de tiempo estudiado. **Gráfico p para Pi 0 4 8 12 16 20 24 Muestra 0
p 0.
d) ¿El proceso es estable?** Si es estable con el porcentaje de 4% de defectuosos por lote de producción, aun valor es demasiado alto, deben tomar las medidas de avaluación, análisis y mejora para disminuir este valor. e) ¿Se puede considerar que la calidad del proceso es aceptable? Argumente su respuesta. No, el porcentaje de defectuosos debería estar en un 2%, se debe implementar un plan de acción con el fin de cumplir con la calidad de los productos fabricados. f) ¿Cómo aplicaría un análisis de Pareto para enfocar mejor un proyecto de mejora en este caso? Identificando cada una de las causas de los defectos; calculando los porcentajes acumulados y determinando que motiva está generando el 80% de los defectos identificados.
LABORATORIO N° 7
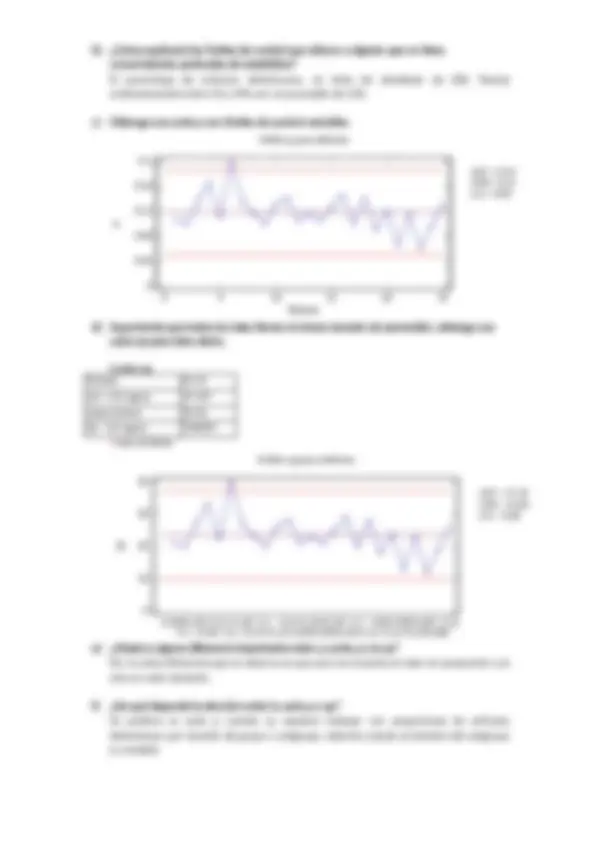
b) ¿Cómo explicaría los límites de control que obtuvo a alguien que no tiene conocimientos profundos de estadística? El porcentaje de artículos defectuosos, en lotes de alrededor de 200, fluctúa ordinariamente entre 5% y 19% con un promedio de 12%. c) Obtenga una carta p con límites de control variables. Gráfico p para defectos 0 5 10 15 20 25 Muestra 0
p CTR = 0. LSC = 0. LIC = 0. d) Suponiendo que todos los lotes tienen el mismo tamaño (el promedio), obtenga una carta np para tales datos. Gráfico np Período #1- LSC: +3.0 sigma 37. Línea Central 23. LIC: -3.0 sigma 9. 1 fuera de límites Gráfico np para defectos
0 10 20 30 40 np CTR = 23. LSC = 37. LIC = 9. e) ¿Observa alguna diferencia importante entre ¡a carta p y la np? No, la única diferencia que se observa es que una nos muestra el valor en proporción y la otra en valor absoluto. f) ¿De qué depende la elección entre la carta p o np? Se prefiere la carta p cuando se requiere trabajar con proporcione de artículos defectuosos por tamaño de grupo o subgrupo, además cuando el tamaño del subgrupo es variable.
Se prefiere la carta np cuando se requiere trabajar con cantidades individuales de subgrupos constantes. g) ¿Qué límites de control usaría para analizar datos futuros mediante las cartas p y np? Gráfico np Período #1- LSC: +3.0 sigma 36. Línea Central 22. LIC: -3.0 sigma 9. 0 fuera de límites Gráfico p Período #1- LSC: +3.0 sigma 0. Línea Central 0. LIC: -3.0 sigma 0. 0 fuera de límites h) ¿Cómo aplicaría el análisis de Pareto para enfocar mejor un proyecto de mejora? Un 20% de las proporciones defectuosas por lote origina el 80% del problema que se da en el proceso.
LIMITES DE CONTROL REVISADOS.
Número de muestras = 28 3 muestras excluidas Gráfico c 0 fuera de límites Este procedimiento crea una gráfico c para cuenta de no conformidades. Está diseñada para permitirle determinar si los datos provienen de un proceso en un estado de control estadístico. El gráfico de control se construye bajo el supuesto de que los datos provienen de una distribución de Poisson con una media igual a 6.53571. Este parámetro fue estimado a partir de los datos. De los 28 puntos no excluidos mostrados en el gráfico, 0 se encuentran fuera de los límites de control. Puesto que la probabilidad de que aparezcan 0 o más puntos fuera de límites, sólo por azar, es 1.0 si los datos provienen de la distribución supuesta, no se puede rechazar la hipótesis de que el proceso se encuentra en estado de control estadístico con un nivel de confianza del 95%.
Problema N°
En una línea de ensamblaje o montaje de pequeñas piezas en tarjetas electrónicas se
cuantifica el número de defectos de diferente tipo por medio de una muestra de 10
tarjetas. Los defectos encontrados en las ultimas 30 muestras se listan en
continuación (datos en orden por renglón).
a) Note que en promedio hay más de un defecto por tarjeta, ¿es
adecuado analizar estos datos mediante una carta p? Argumente.
**Gráfico c para Col_ 0 10 20 30 40 Muestra 0 5 10 15 20 25 30 c
0.** Período #1- LSC: +3.0 sigma 14. Línea Central 6. LIC: -3.0 sigma 0.
Dentro de la carta p solamente se señalan el número de defectos en general y en este caso tiene un cierto número de defectos en cada producto, sin decir, si pasan o no pasan. b) Calcule los limites de control para una carta C e interprete los limites obtenidos. LSC =40LC= 25LIC = 10 **c) Obtenga la carta C y analícela. Gráfico c para defectos encontrados 0 10 20 30 40 Muestra 0 10 20 30 40 c
d) El dato de la muestra 17 es especial, por lo que habria que buscar las posibles causas que ocacionaron esto, ¿Por qué?** El dato 17está por debajo del límite inferior de control, es decir, que obtiene menos defectos esperados o determinados por el límite inferior del control, de esta forma podemos analizar el entorno o causas para la futura mejora del proceso y producto. e) ¿Que opina de la estabilidad del proceso? Se puede decir que el proceso se encuentra fuera de control ya que se tiene un dato fuera del límite inferior, de esta forma, se determina que se puede mejorar el proceso ya que al rebasar este límite inferior tenemos una cantidad menor de defectos, siendo positivo para la calidad del proceso. f) ¿El nivel de calidad se puede considerar satisfactorio? La cantidad de defectos en promedio de una muestra es de 25, siendo este un valor elevado e indica que la calidad del proceso no es satisfactoria g) ¿Cómo aplicaria un analisis de pareto para enfocar mejor un proyecto de mejora? Con base en los datos e información aportados por un análisis estadístico, la carta de control c, se establezca prioridades y se enfoquen los esfuerzos donde
LIMITES DE CONTROL TENTATIVOS
Gráfico u - Col_ Número de muestras = 28 Tamaño promedio de muestra = 10. 0 muestras excluidas Gráfico u Período #1-
LSC: +3.0 sigma 5. Línea Central 3. LIC: -3.0 sigma 1. 4 fuera de límites Este procedimiento crea un gráfico u para Col_4. Está diseñada para permitirle determinar si los datos provienen de un proceso en un estado de control estadístico. El gráfico de control se construye bajo el supuesto de que los datos provienen de una distribución de Poisson con una tasa igual a 3.30357. Este parámetro fue estimado a partir de los datos. De los 28 puntos no excluidos mostrados en el gráfico, 4 se encuentran fuera de los límites de control. Puesto que la probabilidad de que aparezcan 4 ó más puntos fuera de límites, sólo por azar, es 0.0 si los datos provienen de la distribución supuesta, se puede declarar que el proceso está fuera de control con un nivel de confianza del 95%. LIMITES DE CONTROL REVISADOS Número de muestras = 25 Tamaño promedio de muestra = 10. 3 muestras excluidas Gráfico u Período #1- LSC: +3.0 sigma 5. Línea Central 3. LIC: -3.0 sigma 1. 0 fuera de límites Este procedimiento crea un gráfico u para defectos. Está diseñada para permitirle determinar si los datos provienen de un proceso en un estado de control estadístico. El gráfico de control se construye bajo el supuesto de que los datos provienen de una distribución de Poisson con una tasa igual a 3.41434. Este parámetro fue estimado a partir de los datos. De los 25 puntos no excluidos mostrados en el gráfico, 0 se encuentran fuera de los límites de control. Puesto que la probabilidad de que aparezcan 0 ó más puntos fuera de límites, sólo por azar, es 1.0 si los datos provienen de la distribución supuesta, no se puede rechazar la hipótesis de que el proceso se encuentra en estado de control estadístico con un nivel de confianza del 95%. 5. Gráfico u para defectos 0 5 10 15 20 25 30 Muestra 0 1 2 3 4 5 6 u^ 3. 1.
variación del número de promedios de quejas por día en lugar de defectos por subgrupos. c) ¿La estabilidad del proceso es aceptable? Si es aceptable d) ¿Considera que la calidad en el hotel es buena? Explique. la calidad del hotel si es buena ya que trabaja de una manera estable. e) ¿Cómo aplicaría un análisis de Pareto para enfocar mejor un proyecto de mejora? En este caso sería adecuado tener menos semanas y analizar el número de quejas f) ¿Si mejora o empeora la calidad, como se daría cuenta a través de esta carta de control? Ya que al momento de analizar la variación del numero promedio de defectos se encontrarían fuera de los límites establecidos y la gráfica sería totalmente diferente.
LABORATORIO N°
Considere un estudio R&R largo en el que se obtuvieron los datos de la tabla. Las especificaciones para las partes que se miden son: EI=2.10 y ES=2.
a) Estime la desviación estándar en el error de medición atribuible a repetibilidad, reproducibilidad y a amabas fuentes. Medición Sigma Porcentaje Varianza Porcentaje de Porcentaje Unidad Estimada Variación Total Estimada Contribución de R&R Repetibilidad 0.00168555 60.7712 0.00000284107 36.9314 100. Reporducibilidad 0.0 0.0 0.0 0.0 0. R & R 0.00168555 60.7712 0.00000284107 36.9314 100. 30 0.00220267 79.4157 0.00000485174 63. Variación Total 0.00277359 100.0 0. b) Calcule los índices P/T y EM/Var Tot e interprétalos. Tolerancia = 0. Dada una tolerancia o especificación de 0.1 unidades de ancho (+/-0.05), puede esperarse que la variabilidad proveniente del proceso de medición cubra el 8.68056% de ese rango. Las reglas del pulgar generales clasifican un sistema de medición como aceptable si el porcentaje de variación total de RyR es menor que 10%, aunque hasta 30% puede ser aceptable para algunas situaciones. **de Promedio y Rango % Contrib.
% Tolerancia
1 Mediciones de Dispositiv o por operadores partes 0
2
Promedio 1 2 3 4 5 6 7 8 9 10 3 A B C 5.15 sigma Tolerancia = 0. Total = 14.28% R&R 30 8.68% 11.34% Razón P/T = 8.68% 5.15 sigma Tolerancia = 0. Total = 14.28% R&R 30 8.68% 11.34%** Medición 5.15 Porcentaje de Unidad Desv. Estd. Tolerancia Repetibilidad 0.00868056 8. Reporducibilidad 0.0 0. R & R 0.00868056 8. 30 0.0113437 11.