¡Descarga Manual Práctico para Diseño e Implementación de Sistemas HACCP: Medidas de Vigilancia y más Monografías, Ensayos en PDF de Química Aplicada solo en Docsity!
ÍNDICE
- INTRODUCCIÓN
- TÉRMINOS DE REFERENCIA...........................................................................
- METODOLOGÍA
- FORMACIÓN DEL EQUIPO DE TRABAJO.........................................................
- ELABORA. 4. DEFINICIÓN DE LA ACTIVIDAD DE LA INDUSTRIA Y DE LOS PRODUCTOS QUE
- FABRICACIÓN.............................................................................................. 5. ELABORACIÓN DEL DIAGRAMA DE FLUJO Y DESCRIPCIÓN DEL PROCESO DE
- ANÁLISIS DE PELIGROS Y MEDIDAS PREVENTIVAS PARA ELLOS.
- LOS PELIGROS. USO DEL ÁRBOL DE DECISIONES. 7. IDENTIFICACIÓN DE PUNTOS CRÍTICOS DE CONTROL PARA CADA UNO DE
- ESTABLECIMIENTO DE LÍMITES CRÍTICOS.
- ESTABLECIMIENTO DEL SISTEMA DE VIGILANCIA: CÓMO, QUIÉN, CUÁNDO...
- ADOPCIÓN DE ACCIONES CORRECTORAS.
- ESTABLECIMIENTO DEL SISTEMA DE DOCUMENTACIÓN.
- ESTABLECIMIENTO DE LA METODOLOGÍA DE VERIFICACIÓN.
- REVISIÓN DEL SISTEMA DE AUTOCONTROL.
- DOCUMENTACIÓN COMPLEMENTARIA:........................................................
- – Anexo 1: MANUAL DE BUENAS PRÁCTICAS DE FABRICACIÓN (BPFs)...........
- – Anexo 2: ESPECIFICACIONES DE PROVEEDORES.
- – Anexo 3: PLAN DE LIMPIEZA Y DESINFECCIÓN.
- – Anexo 4: PLAN DE DESINSECTACIÓN Y DESRATIZACIÓN. FUNDAMENTOS.
- PRESENTACIÓN DEL ESTUDIO.
- IMPLANTACIÓN DEL SISTEMA.........................................................................
- BIBLIOGRAFÍA
INTRODUCCIÓN
El presente estudio tiene como finalidad establecer en un ejemplo concreto una metodología de trabajo para el diseño de sistemas de autocontrol en industrias alimentarias, que pueda servir como instrumento de consulta o de trabajo para todos aquellos que pretendan diseñar e implantar un sistema HACCP específico para una industria concreta. Por tanto, debe quedar claro desde el principio que lo que se pretende no es determinar los peligros, PCCs, medidas preventivas, etc., para las industrias de salazón de anchoa en general (éste es un estudio de una industria concreta), sino únicamente mostrar una sistemática de trabajo que consideramos la correcta para el diseño de un sistema HACCP.
Con una correcta metodología de trabajo es fácil diseñar planes de autocontrol adecuados y específicos para cualquier industria alimentaria. Sin embargo, sin esa correcta metodología de di- seño, aun copiando mucho (de otros estudios, de modelos publicados, de guías sectoriales, etc.), es improbable que se obtengan buenos resultados, y en definitiva un sistema de autocontrol que realmente funcione.
Por otra parte, y dada la gran diversidad de términos relacionados con el sistema HACCP que se pueden encontrar en la bibliografía, se ha optado por una terminología que utilizaremos en todo el estudio, consensuada previamente por el Grupo de trabajo de HACCP del Departamento de Sa- nidad del Gobierno Vasco, y que está basada, con ligeras modificaciones, en la establecida por la Organización Mundial de la Salud a través de la Comisión del Codex Alimentarius.
INTRODUCCIÓN
2. METODOLOGÍA DE TRABAJO
Las partes que se han de desarrollar, de manera ordenada y sistemática, para la elaboración de cualquier plan de autocontrol, están perfectamente enumeradas por los organismos internacio- nales que antes hemos mencionado (OMS, Codex Alimentarius), así como en muy diversa biblio- grafía. En el estudio que sirve de ejemplo en esta publicación se han seguido los siguientes pasos:
- Formación del equipo de trabajo.
- Definición de la actividad de la industria.
- Definición de los productos que elabora.
- Elaboración del diagrama de flujo, describiendo detalladamente cada etapa del proce- so de elaboración.
- Confirmación in situ del diagrama de flujo.
- Análisis de peligros, por cada una de las etapas.
- Elaboración de medidas preventivas para cada uno de los peligros.
- Identificación de Puntos Críticos de Control para cada uno de los peligros, usando un ár- bol de decisiones.
- Establecimiento de límites críticos para cada una de las medidas preventivas, en los pun- tos críticos de control.
- Establecimiento de un sistema de vigilancia por pruebas y observaciones planificadas para detectar cuándo se superan los límites críticos. Determinación de quién, cómo y cuándo llevará a cabo las observaciones.
- Establecimiento de las acciones correctoras a adoptar cuando se detecte una pérdida de control en un punto crítico de control.
- Establecimiento de el sistema de documentación, donde se anoten todos los resultados de las observaciones, registros y pruebas efectuadas, así como las medidas correctoras adoptadas.
- Establecimiento de el sistema de verificación, para comprobar si el Sistema de autocon- trol funciona correctamente.
- Establecimiento de cómo y cuándo proceder a la revisión del Sistema.
- Documentos complementarios:
- Plan de Buenas Prácticas de Fabricación.
- Especificaciones con proveedores.
- Plan de limpieza y desinfección.
- Fundamentos del plan de desinsectación y desratización.
A lo largo del presente Manual se irá explicando la sistemática de trabajo que ha de seguir- se en cada una de estas etapas del proceso, procurando incluir ideas y consejos útiles, advirtiendo de los errores que más frecuentemente se cometen y cómo evitarlos, y sugiriendo presentaciones que facilitan la visualización y la conexión entre las diferentes partes del Plan diseñado.
METODOLOGÍA DE TRABAJO
Asimismo, en cada fase se podrá observar a través del ejemplo utilizado (en este caso, una industria dedicada a la elaboración de anchoa en salazón, ubicada en Bizkaia) cómo se han apli- cado esos conceptos generales en un caso real. Lógicamente, no todas las ideas y sugerencias ex- puestas en cada apartado son aplicadas en este ejemplo concreto, puesto que están descritas con intenciones más amplias que ceñirse a un solo tipo de industria alimentaria. Cada uno, en cada caso concreto, tendrá que ver qué indicaciones son aplicables en el mismo y cuáles no.
MANUAL PRÁCTICO PARA EL DISEÑO E IMPLANTACIÓN DE SISTEMAS HACCP
DEFINICIÓN DE LA ACTIVIDAD DE LA INDUSTRIA Y DE LOS PRODUCTOS QUE ELABORA
4. DEFINICIÓN DE LA ACTIVIDAD DE LA INDUSTRIA
Y DE LOS PRODUCTOS QUE ELABORA
En primer lugar, debe indicarse a qué actividad/es se dedica la empresa, para tener un primer punto de referencia acerca de lo que vamos a hablar.
A continuación, se definirán los productos elaborados. Debe indicarse al menos su com- posición, si se usan aditivos (y cuáles), el formato y presentación del envase (tamaño, material, cierre, gases o vacío si procede, etc.), tratamiento/s tecnológico/s empleado/s, indicaciones relevantes del etiquetado, público a que está dirigido, uso esperado del producto, tiempo má- ximo aconsejado hasta consumo (fecha de caducidad o de consumo preferente), etc.
La industria estudiada se dedica a la elaboración de semiconservas de anchoa en salazón, en diferentes formatos y envases.
Los productos finales de su elaboración son anchoas evisceradas y descabezadas, saturadas de sal, que han sufrido un proceso de prensado y maduración enzimática.
MIKEL ARRAZOLA
No se les añade ningún aditivo. Se envasan, mediante cerradora manual, en envases metálicos (latas) de 5 y de 10 Kg., en envases plásticos de 35 Kg., y en barriles plásticos de 250 Kg.
En los envases se indica la necesidad de mantener el producto en refrigeración hasta su con- sumo, así como la fecha de consumo preferente, que es de dos años a partir del momento del cie- rre del envase.
Está orientado al público en general. Su uso esperado es:
- Desalado, recorte de “barbas”, cobertura de aceite y posterior consumo en crudo, en el caso de las latas y envases plásticos.
- Procesado industrial (para relleno de aceitunas, o para elaboración de filetes de anchoa en aceite), en el caso de los barriles.
MANUAL PRÁCTICO PARA EL DISEÑO E IMPLANTACIÓN DE SISTEMAS HACCP
- Realizar diagramas excesivamente simples, sin incluir información relevante en el pro- ceso.
- Diseñar diagramas de la empresa, no del producto o del proceso, existiendo dife- rencias significativas entre productos que justificarían la realización de diagramas di- ferentes. Siempre, antes de pasar a la siguiente fase del estudio, es imprescindible proceder a la confirmación en la planta de que el diagrama de flujo que hemos diseñado se corresponde con la realidad de la producción.
En el estudio que nos ocupa, aunque los productos finales se envasan y distribuyen en enva- ses de diferentes tamaños, y eso tiene también una repercusión en la tecnología de cada uno (tiem- po y temperatura de maduración, peso de prensado, disposición de las anchoas en los envases, forma de administración de la sal), se puede decir que las fases del proceso en sí son las mismas para todos los productos finales elaborados en la industria que hemos estudiado.
Por ello, a pesar de esas diferencias de tamaño de envases que afectan en parte a la tecno- logía, se ha elaborado un sólo diagrama de flujo que recoge todas las etapas del proceso de ela- boración y se han indicado en el mismo las principales variaciones que se dan en función de cada producto (estas variaciones son básicamente de tiempo y temperatura de maduración). Es el si- guiente:
Diagrama de flujo
MANUAL PRÁCTICO PARA EL DISEÑO E IMPLANTACIÓN DE SISTEMAS HACCP
Recepción de envases
Recepción de anchoa
Recepción de sal y salmuera
Almacenamiento Almacenamiento
Salmuerización inicial
Descabezado - eviscerado
Lavado en salmuera y escurrido
Salazonado y empacado latas y barriles
Distribución y venta: Latas: Consumo directo. Barriles: Procesado industrial
Prensado
Maduración
Cierre
Inspección Inspección
2 - 6 horas
15 días
Latas: 3-4 meses, 16-18oC Barriles: 6-7 meses, 25-30oC
Como se ha indicado, después de la realización del diagrama de flujo, y a fin de evi- tar diagramas irreales, se confirmará, en la propia planta de producción que se ajusta a la realidad, y se corregirán las desviaciones que existan.
Descripción del proceso de fabricación
Como complemento al diagrama de flujo, se describirán con mayor detalle las activi- dades del proceso, fase a fase, incluyendo toda la información necesaria para valorar obje- tivamente los posibles peligros.
Puede ser especialmente importante en muchos casos incluir información relativa a as- pectos tan diversos como:
- Duración de cada etapa del proceso y temperatura de realización de la misma.
- Los tiempos de espera entre etapas del proceso.
- La temperatura a que están los productos durante esos tiempos de espera.
- Tipo de ingredientes utilizados (no es lo mismo una cobertura en conservas con acei- te o con vinagre; no es lo mismo un adornado de una tarta con nata de origen ani- mal o con topping, etc.).
- Sistemática de limpieza y desinfección empleada.
- Personal para cada operación, y si ésta es muy manual o está muy mecanizada o au- tomatizada.
- Sistemática, si es que existe, de almacenamiento y extracción de productos o mate- rias primas almacenadas.
- Sistemática, si es que existe, de loteo y control de lotes.
- Sistemática, si es que existe, de desinsectación y desratización.
- Pautas especiales de trabajo en la empresa, que pudieran ser significativas desde el punto de vista sanitario.
- Etc.
ELABORACIÓN DEL DIAGRAMA DE FLUJO Y DESCRIPCIÓN DEL PROCESO DE FABRICACIÓN
MIKEL ARRAZOLA
Recepción de envases y embalajes
Los envases y embalajes se reciben al comienzo de la campaña y se almacenan en un local al efecto, manteniéndose retractilados hasta el momento de uso. En el caso de las latas, antes de empezar con el enlatado se efectúan pruebas de cerrado, para comprobar la estanqueidad.
Salmuerización inicial
Una vez recepcionadas las anchoas se van echando a grandes tinas para efectuar el presa- lado o salmuerización inicial. El proceso se realiza a mano, usando guantes. Se tiene estandarizada la cantidad de sal por cada caja de anchoa, así como la forma de añadirla. Esto es una especie de “receta de la casa”, pero viene a suponer 45 Kg. de sal por cada 300 Kg. de anchoa, que es lo que cabe en cada tina.
Las tinas se limpian periódicamente (periodicidad no fija), a mano, con agua y cepillo, y a ve- ces algo de sosa. Las anchoas pierden gran cantidad de líquido de constitución, por lo que se for- ma una salmuera, en la que se mantienen las anchoas de 2 a 6 horas
Descabezado-eviscerado
A continuación las anchoas enteras presaladas se llevan a las mesas de manipulación, donde se descabezan y evisceran manualmente.
Se ha observado, al igual que en otras zonas de trabajo, que es habitual que las manipuladoras trabajen con anillos, pendientes, pulseras, relojes, etc.; y que los gorros no cubren totalmente el pelo. También se ha observado que las cabezas e instestinos, una vez separados, permanecen deposi- tados junto a las anchoas enteras.
ELABORACIÓN DEL DIAGRAMA DE FLUJO Y DESCRIPCIÓN DEL PROCESO DE FABRICACIÓN
DAVID PALANCA Barriles de anchoa en proceso de maduración.
Lavado en salmuera y escurrido
Tras el descabezado-eviscerado, las anchoas se depositan en cestas de plástico en función de su tamaño (cada tamaño es más adecuado para un determinado tipo de producto elaborado por la industria salazonera estudiada), y se llevan dichas cestas a tinas de lavado en salmuera.
En el fondo de ellas van depositándose escamas y en la superficie quedan restos orgánicos sobrenadantes. Periódicamente (cada hora, más o menos) se elimina el sobrenadante de las tinas mediante apertura de una espita superior y se rellenan nuevamente con salmuera limpia, mediante manguera. Las escamas del fondo se eliminan al final de la jornada.
Salazonado y empacado
Las anchoas se recogen de las tinas de lavado en salmuera mediante cestas plásticas y se colo- can en la mesa de salazonado y empacado. Aquí se van colocando en las latas y barriles, ordenada- mente y añadiendo sal entre capas. También aquí la forma de adición y cantidad de sal es una “receta de la casa”, y se puede decir que equivale a un 14 a 18% del total de peso, según el envase. Una vez lleno el recipiente se colocan unos cuellos elevadores para poder añadir más anchoa y sal (las latas de 10 Kg. pesan 18 antes del prensado). Finalmente se colocan unas tapas de plás- tico sobre las cuales se colocarán los pesos para el prensado y se pesa cada envase.
Los cuellos se lavan previamente a su uso sólo con agua y las tapas de plástico se limpian con cepillo en una tina con agua templada y sosa.
Prensado
Los envases llenos y con tapa de plástico se llevan a la zona de prensado, donde se colocan pesos sobre ellos y donde se va eliminando así parte del líquido de constitución. Se mantienen en esta zona 15 días.
MANUAL PRÁCTICO PARA EL DISEÑO E IMPLANTACIÓN DE SISTEMAS HACCP
DAVID PALANCA Etapa de cierre. Colocación de la tapa.
6. ANÁLISIS DE PELIGROS Y MEDIDAS PREVENTIVAS PARA ELLOS
Análisis de peligros
Se han unido en un solo apartado estas dos etapas del Sistema HACCP porque en la prác- tica se suele trabajar sobre ellas conjuntamente. Es difícil pensar exclusivamente en qué problemas (peligros) se pueden presentar en una etapa del proceso productivo y no estar reflexionando si- multáneamente sobre cuál puede ser la causa de los mismos y cómo evitar que se presente el pro- blema, o disminuir su probabilidad de presentación al mínimo posible (medidas preventivas). Dado que esta estructura de razonamiento es lógica y muy habitual, no hay inconveniente alguno en el diseño conjunto de peligros y medidas preventivas, siempre y cuando se respete algo fundamental como es el trabajo sistemático, paso a paso, etapa a etapa, peligro a peligro.
El grupo de trabajo, utilizando el diagrama de flujo como guía, procederá a enumerar todos los peligros de manera sistemática, etapa a etapa del proceso. Para su inclusión, los peligros deben ser de tal naturaleza que su eliminación o reducción a niveles aceptables sea esencial para la producción de alimentos inocuos (aunque la metodología del sistema podría ser igualmente válida para aplicarla a aspectos de calidad comercial de los productos). Una clasificación muy sencilla de los peligros relacionados con la seguridad de los ali- mentos puede ser:
- Físicos: Trozos metálicos, astillas de madera, anillos, pendientes, etc.
- Químicos: Lubricantes de maquinaria, residuos de medicamentos veterinarios, pro- ductos de limpieza, etc.
- Biológicos: Parásitos, toxinas, contaminación y/o multiplicación bacteriana, etc.
En el análisis de peligros se tendrán en cuenta al menos aspectos tales como:
- Materias primas.
- Diseño de planta y equipos.
- Factores intrínsecos del producto.
- Diseño del proceso.
- Personal.
- Envases.
- Almacenamiento y distribución.
- Temperaturas y tiempos de espera entre fases, etc. Para la enumeración de los peligros se apunta como metodología útil la del “torbellino de ideas”. Todos los miembros del equipo aportan sus ideas o sugerencias sobre los posibles peligros y sus causas que pueden presentarse en cada etapa, elaborándose así un listado. Si efectivamente el equipo HACCP es multidisciplinar, es de esperar que se aporten en este mo- mento ideas desde perspectivas diferentes. Todas ellas deberán ser aceptadas en principio, y discutidas. Esto conllevará un enriquecimiento de la visión de conjunto.
ANÁLISIS DE PELIGROS Y MEDIDAS PREVENTIVAS PARA ELLOS
Adopción de medidas preventivas
Con el fin de eliminar o reducir a niveles aceptables el riesgo de presentación de los pe- ligros y/o la gravedad de los mismos, se adoptarán las medidas preventivas. Éstas deben ser:
- Realmente preventivas, es decir, deben procurar evitar un peligro antes de que apa- rezca (p.e. las buenas prácticas de manipulación pueden evitar que llegue a produ- cirse una contaminación), o al menos, evitar que persista en el producto final (p.e. una adición de un regulador de pH a un producto supuestamente ya contaminado, de for- ma que evite la multiplicación de los microorganismos presentes).
- Fáciles de ejecutar.
- A poder ser, baratas.
Es posible que se necesite más de una medida preventiva para evitar un peligro espe- cífico (por ejemplo, para prevenir un exceso de contaminación en una carne almacenada en una cámara, pueden ser necesarias varias medidas simultáneamente: temperatura correcta de la cámara, rotación adecuada de los productos almacenados, limpieza correcta de la cá- mara, condiciones de estiba que eviten su contacto con paredes o suelos, etc.); pero también puede suceder que una sola medida preventiva pueda controlar varios peligros (por ejemplo, un tratamiento de esterilización en una conservera puede ser suficiente para evitar la presen- cia de microorganismos en el producto final, provenientes de manipuladores, superficies y úti- les de trabajo, maquinaria, etc.).
Igualmente puede darse el caso de que la medida preventiva se adopte en una etapa diferente de aquella en la que se produce el peligro. Es el caso del proceso de esterilización mencionado anteriormente, o de la inclusión de advertencias en el etiquetado que pueden evi- tar la aparición de peligros en etapas de transporte, almacenamiento, exposición, venta o consumo.
MANUAL PRÁCTICO PARA EL DISEÑO E IMPLANTACIÓN DE SISTEMAS HACCP
DAVID PALANCA
Toma de temperatura de la anchoa, en el momento de su recepción.
MANUAL PRÁCTICO PARA EL DISEÑO E IMPLANTACIÓN DE SISTEMAS HACCP
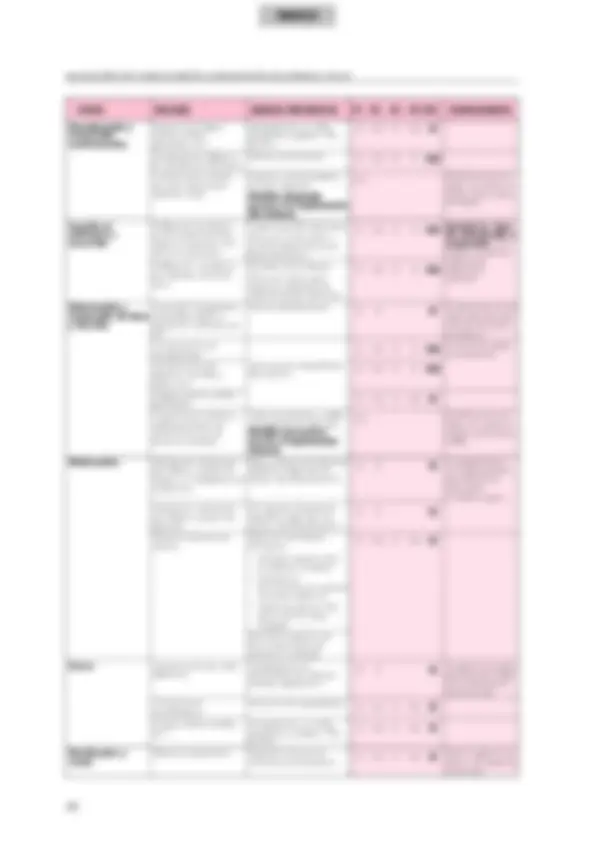
ETAPA PELIGRO MEDIDA PREVENTIVA Microorganismos alterantes: Proteus, Pseudomonas, etc.
Parasitosis: Anisakis Químicos: Histamina Suciedad, polvo... Restos metálicos procedentes de la fabricación de la lata
Abolladuras y deformaciones en latas Cierres defectuosos
Microorganismos halófilos Inadecuada concentración (salinidad) Inadecuado tamaño de grano de sal Impurezas en sal Contaminaciones por rotura de sacos de sal Contaminaciones por rotura de sacos de sal Suciedad añadida (deyecciones de aves, etc.)
Suciedad por deficiente limpieza del tanque
Suciedad añadida (polvo, etc.)
Suciedad añadida
Salmuerización insuficiente o excesiva
Proliferación microbiana debida al acúmulo de restos orgánicos y sal en la tina
Contaminación microbiológica por branquias y contenido intestinal Presencia de enzimas intestinales indeseables Contaminación por manipuladores Contaminación por superficies y elementos de trabajo Presencia de cuerpos extraños (anillos, pendientes, etc.) Contaminación debida a la acumulación de basuras Contaminación cruzada por restos depositados sobre las mesas
Adición de hielo en origen. Presencia del mismo, y 0 a 4º C a la recepción. Salazón suficiente: No menos del 15 % de sal sobre peso total. Control en fase de salazonado y empacado.
Grado de frescura adecuado. Hielo. Especificaciones con proveedores Comprobación visual antes del uso. Colocación de las latas boca abajo antes del uso.
Especificaciones con proveedores Comprobación de la estanqueidad mediante cierres en vacío por muestreo representativo antes del uso.
Especificaciones con proveedores
Manejo correcto de sacos Cierre de puerta. Uso de palets.
Limpieza efectiva de tanques
Manejo correcto
Protección correcta durante el almacenamiento.
Tiempo correcto de salmuerización
Retirada completa de restos y limpieza efectiva de la tina
Educación de manipuladores. Plan de BPFs
Manipuladoras sin anillos, pendientes ni pulseras. Plan de BPFs. Retirada de las basuras
Creación canal de depósito de restos separado. Medida preventiva previa a la implantación del sistema.
Recepción anchoa
Recepción envases
Recepción de sal y salmuera
Almacenamiento sal
Almacenamiento de salmuera Almacenamiento de envases (latas) Almacenamiento de elementos reutilizables (barriles, cestas, cuellos, etc.)
Salmuerización inicial
Descabezado y eviscerado
ANÁLISIS DE PELIGROS Y MEDIDAS PREVENTIVAS PARA ELLOS
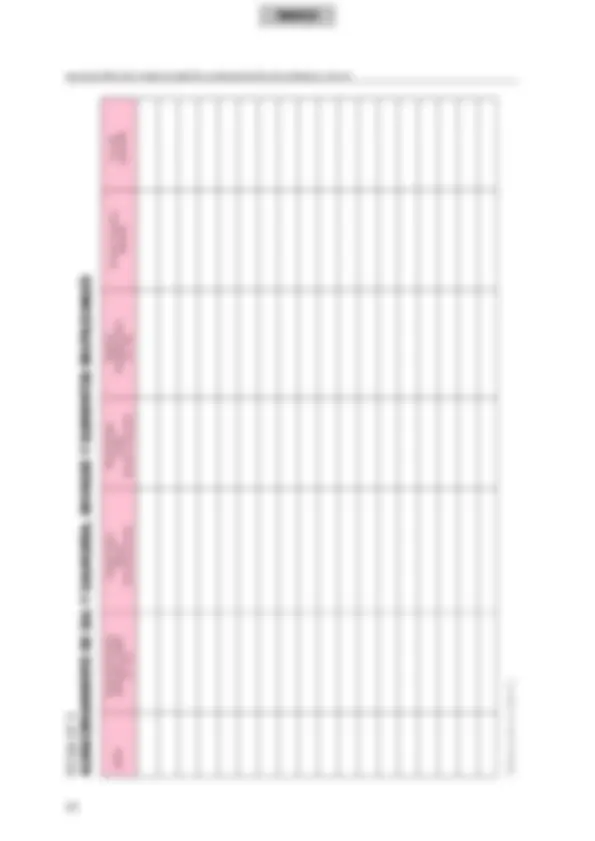
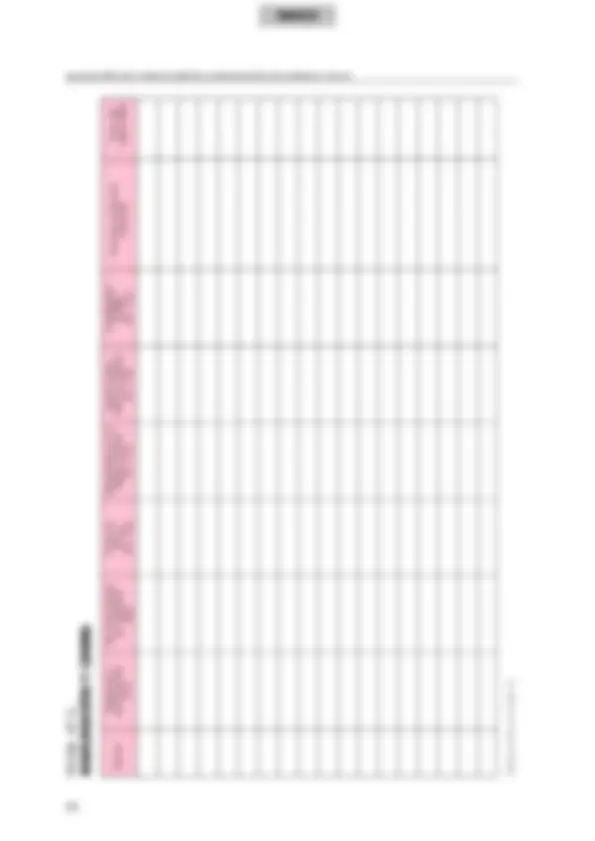
ETAPA PELIGRO MEDIDA PREVENTIVA Proliferación microbiana por el acúmulo de restos orgánicos (escamas, etc.) en la tina de lavado
Proliferación microbiana por salmuera de lavado sucia.
Empleo de parrilla separadora. Eliminación de los restos y escamas depositados en el fondo de las tinas.
Recambio de la salmuera. Eliminación de los restos orgánicos sobrenadantes, cada 45 minutos como máximo.
Lavado en salmuera y escurrido
DAVID PALANCA Canal de depósito de cabezas y vísceras.