¡Descarga practica de practicas y más Apuntes en PDF de Materiales solo en Docsity!
©^19 OFICINA ESPAÑOLA DE
PATENTES Y MARCAS
ESPAÑA
©^11 Número de publicación: 2 357 651
©^51 Int. Cl.:
B23P 11/00 (2006.01)
F01L 1/047 (2006.01)
F16H 53/02 (2006.01)
B21D 53/84 (2006.01)
F16D 1/072 (2006.01)
©^12 TRADUCCIÓN DE PATENTE EUROPEA T
©^96 Número de solicitud europea: 05700345.
©^96 Fecha de presentación : 01.02.
©^97 Número de publicación de la solicitud: 1711305
©^97 Fecha de publicación de la solicitud: 18.10.
©^54 Título: Procedimiento para fabricar un árbol de levas.
©^30 Prioridad: 06.02.2004 CH 18204/
©^45 Fecha de publicación de la mención BOPI:
©^45 Fecha de la publicación del folleto de la patente:
©^73 Titular/es: Karl Merz
Hohenweg 14 CH-5734 Reinach/AG, CH
©^72 Inventor/es: Merz, Karl
©^74 Agente: Carpintero López, Mario
Aviso: En el plazo de nueve meses a contar desde la fecha de publicación en el Boletín europeo de patentes, de
la mención de concesión de la patente europea, cualquier persona podrá oponerse ante la Oficina Europea de Patentes a la patente concedida. La oposición deberá formularse por escrito y estar motivada; sólo se considerará como formulada una vez que se haya realizado el pago de la tasa de oposición (art. 99.1 del
ES 2 357 651 T3 Convenio sobre concesión de Patentes Europeas).
Venta de fascículos: Oficina Española de Patentes y Marcas. Pº de la Castellana, 75 – 28071 Madrid
5
10
15
20
25
30
35
40
45
50
DESCRIPCIÓN
CAMPO TÉCNICO
La presente invención se refiere al campo de los árboles de levas construidos. Se refiere a un procedimiento para fabricar un árbol de levas según el preámbulo de la reivindicación 1.
Un procedimiento de este tipo se conoce por el documento GB2187405A.
ESTADO DE LA TÉCNICA
Los árboles de levas construidos, a diferencia de los árboles de levas forjados, se fabrican de tal forma que, en primer lugar, se fabrican las levas como componentes separados y, a continuación, se fijan a un árbol adecuado, en intervalos predefinidos y con una orientación predefinida. Tanto la fabricación de las levas como su fijación al árbol generalmente tubular pueden realizarse de distintas maneras.
Por el documento WO-A1-03/12262 se conoce el modo de producir levas mediante la fabricación de un perfil de tubo embutido que, después, se corta al ancho de leva. Las levas producidas de esta manera se colocan entonces por deslizamiento en dirección axial en un árbol tubular, generalmente hueco, y se fijan al árbol. Esto puede realizarse mediante diferentes procedimientos de unión, por ejemplo, por soldadura láser, por ensanchamiento del árbol hueco mediante conformación bajo alta presión interior o por la colocación por deslizamiento axial, en unión forzada y geométrica, en una zona del árbol, cuyo diámetro exterior es mayor que el diámetro interior de la leva. La unión forzada y geométrica puede realizarse mediante protuberancias o depresiones en la zona del círculo base de la leva (figura 6 del documento WO-A1-03/012262). Por la forma de la leva que difiere de la forma circular, en este modo de fabricación de levas, en la zona de la protuberancia de la leva resulta un espacio hueco entre el árbol y el lado interior de la leva, que puede mermar la estabilidad mecánica de la leva. Por ello, en el documento WO-A-03/012262 se propuso (figura 4) disponer para el soporte mecánico en dicho espacio hueco un tapón o cerrar el espacio hueco mediante una tapa soldada lateralmente. Además, el envolvimiento (el ángulo de envolvimiento) entre la leva y el árbol puede incrementarse variando de manera adecuada el grosor de pared en el tramo de tubo que se usa como leva (figura 3). Sin embargo, en esta solución, el modo de fabricación de la leva resulta complicado y poco flexible: Dado que el material de partida existe ya en forma bruta, el tratamiento del lado interior del tubo para producir protuberancias o similares o una modificación local por conformación del grosor de la pared del tubo para variar el ángulo de envolvimiento, conlleva considerables problemas. Además, por razones económicas, se han de procesar tubos de varios metros de longitud para poder elaborar múltiples levas a la vez, por lo que la fabricación resulta menos flexible. Finalmente, en el material tubular de partida, resulta mucho más complicado fabricar y usar un material compuesto de varias capas (por ejemplo, con una buena aptitud para el temple y la soldadura) para optimizar las propiedades mecánicas del árbol de levas.
Por el documento WO-A1-03/008842 se conoce un procedimiento para la fabricación de un árbol de levas en el que las levas se componen de al menos una pieza de chapa en forma de escudilla con un fondo. En el fondo está prevista una abertura de recepción para un árbol tubular. La leva se fija al árbol mediante un casquillo que está colocado por deslizamiento en el árbol y que pasa por la abertura de recepción de la leva actuando como elemento de unión entre el árbol y la leva. El casquillo está unido en unión geométrica, en unión forzada y/o en unión de materiales, tanto con la leva como con el árbol. La fabricación de la leva es sencilla y flexible. La fijación de la leva al árbol, sin embargo, resulta relativamente aparatosa y complicada debido al casquillo intercalado.
Por el documento DE-C1-10150093 se conoce un procedimiento para la fabricación de árboles de levas en el que los anillos de leva, en primer lugar, se fabrican adecuadamente en un procedimiento separado y, después, se unen en unión forzada y geométrica con un árbol hueco mediante un procedimiento de conformación bajo alta presión interior. Las levas están construidas en dos capas y se componen de dos anillos de distintos materiales, unidos entre ellos en unión forzada y en unión geométrica. El anillo interior, compuesto de un material blando, deformable plásticamente, puede estar realizado de forma más gruesa en la zona de la protuberancia de la leva. En esta solución existen desventajas similares a las del documento WO-A1-03/012262 antes citado.
Por el documento US-A-4,774,852 se conoce un árbol de levas en el que una leva compuesta de un material macizo (por ejemplo, sinterizada), con una abertura de paso circular, se fija a un árbol hueco mediante un anillo intermedio hendido axialmente. Este tipo de fijación de leva no se ha impuesto en la práctica. Otros tipos de fijación de levas forjadas o sinterizadas a árboles huecos logran una unión geométrica y forzada entre las levas y el árbol, de tal forma que en el árbol, mediante procedimientos de conformación (por ejemplo, aplicación por rodadura de una rosca de paso cero) se produce un diámetro exterior aumentado por tramos. La leva prefabricada, cuya abertura de paso presenta, al menos en parte, un menor diámetro, se coloca entonces por deslizamiento axial en el tramo del árbol con el diámetro exterior
5
10
15
20
25
30
35
40
hombros dispuestos simétricamente con respecto a un plano central, o un engrosamiento en el centro. El aumento del ángulo de envolvimiento da como resultado una mejor unión geométrica y/o forzada entre las levas y el árbol.
Otra forma de realización preferible del árbol de levas según la invención se caracteriza porque las levas se fabrican a partir de una tira perfilada de grosor constante, y porque mediante un proceso de conformación en el lado interior del anillo de la leva se incrementa el ángulo de envolvimiento (AE), especialmente a 360º. Esto se hace especialmente dotando las levas de una indentación en el lado interior de anillo, en la zona de la elevación.
Para adaptar las levas finalmente de manera óptima a las respectivas condiciones, puede resultar ventajoso que las levas se fabriquen a partir de una tira perfilada que presente dos capas superpuestas de diferentes materiales.
Una forma de realización preferible del procedimiento según la invención se caracteriza porque, en primer lugar, se aumenta el diámetro exterior del árbol en un tramo destinado al asiento de una leva, y a continuación, la leva correspondiente se coloca por deslizamiento en dicho tramo del árbol. En particular, para aumentar el diámetro exterior, en el árbol se producen cordones circunferenciales por rodadura.
En cuanto a la fijación de las levas resulta especialmente ventajoso que durante la conformación de las tiras perfiladas formando las levas, mediante un paso de conformación adicional, especialmente mediante el estampado de una indentación en la zona de la protuberancia de la leva, se transporte material hacia fuera en dirección axial y se deposite allí, de modo que la leva acabada envuelva el árbol con un ángulo de envolvimiento de 360º. El paso de conformación adicional se realiza, preferentemente, después de la realización por conformación de la protuberancia de la leva.
Más formas de realización resultan de las reivindicaciones dependientes.
BREVE DESCRIPCIÓN DE LAS FIGURAS
A continuación, la invención se describe en detalle con la ayuda de ejemplos de realización en relación con el dibujo. Muestran:
La figura 1 en una vista en perspectiva, una leva sinterizada o forjada según el estado de la técnica;
la figura 2 en una vista en perspectiva, un árbol del estado de la técnica, en forma de un tubo con una zona de diámetro exterior aumentado para recibir levas del tipo representado en la figura 1;
la figura 3 en alzado lateral, la zona de diámetro exterior aumentado mediante cordones realizados por rodadura, del árbol de la figura 2;
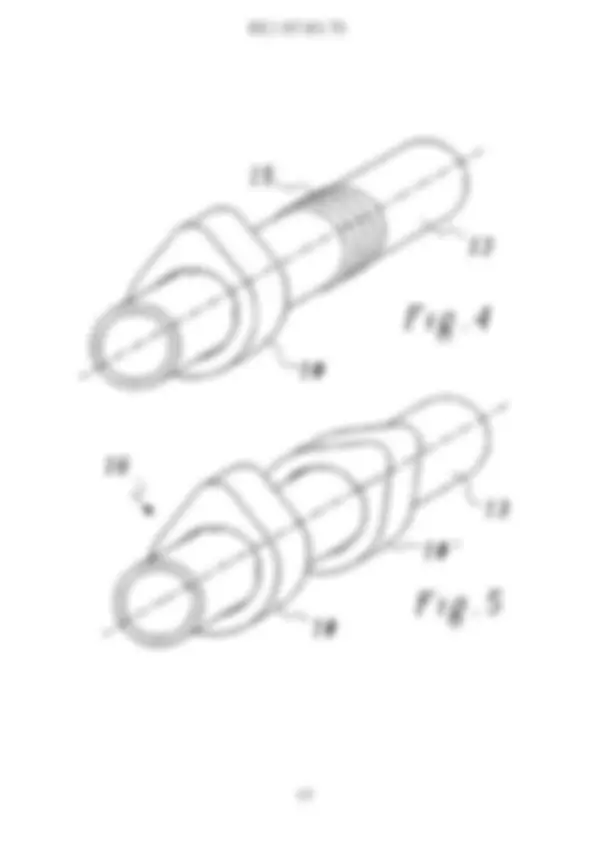
la figura 4 el árbol de la figura 2, con una primera leva colocada, según la figura 1;
la figura 5 el árbol de la figura 3, con una segunda leva colocada, según la figura 1, que constituye un árbol de levas con una leva colocada según el estado de la técnica;
la figura 6 en alzado lateral, una tira perfilada que forma el punto de partida para la fabricación conocida de por sí de una leva soldada, fabricada por doblado y estampado;
la figura 7 un primer dispositivo de conformación, en el que en un primer proceso de conformación se confiere la forma de leva a las tiras perfiladas;
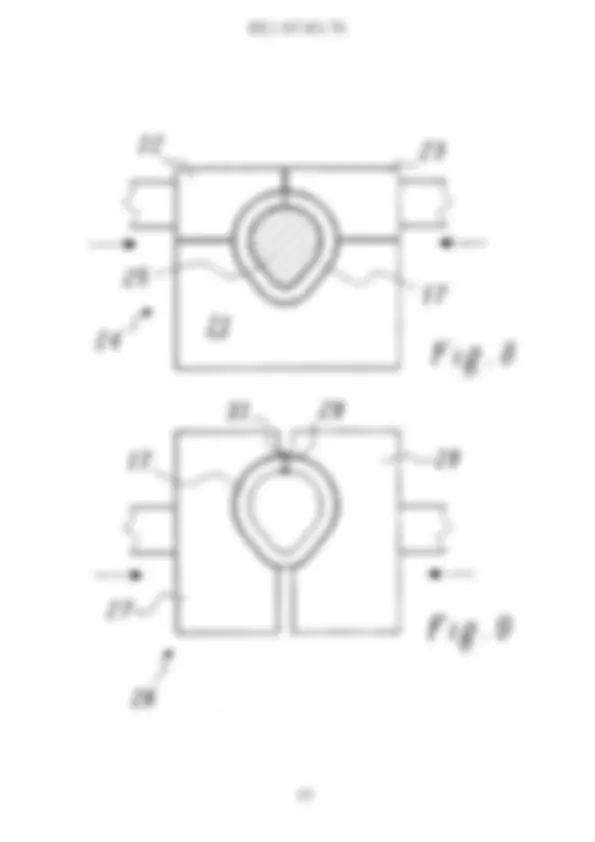
la figura 8 un segundo dispositivo de conformación, en el que los extremos libres de la tira perfilada estampada según la figura 7 se doblan formando un anillo cerrado;
la figura 9 un dispositivo de soldadura, en el que los extremos no unidos del anillo doblado de la figura 8 se unen entre ellos mediante soldadura por resistencia;
la figura 1 0 el envolvimiento del árbol por una leva fabricada según las figuras 6 a 9;
la figura 1 1 la superficie suplementaria, necesaria para una envolvimiento completo;
la figura 1 2 una leva fabricada según las figuras 6 a 9, con nervios axiales para mejorar la fijación antigiratoria de la leva al árbol;
la figura 1 3 una tira perfilada conformada de manera especial (figura 13A) y la leva realizada a partir de ésta según las figuras 6 a 9, con una superficie suplementaria (figura 13B);
5
10
15
20
25
30
35
40
45
la figura 14 una tira perfilada conformada de manera especial (figura 14A) y la leva realizada a partir de ésta según las figuras 6 a 9, con una superficie suplementaria reducida (figura 13B);
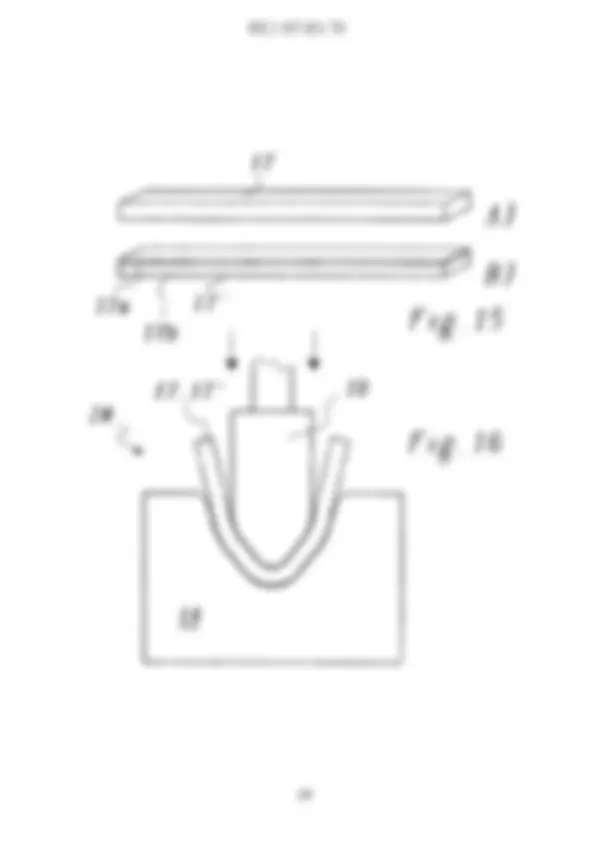
la figura 15 dos tiras perfiladas de un material unitario (figura 15A) y de un material de dos capas (figura 15B) para fabricar una leva mediante estampado, doblado y soldadura;
la figura 16 el proceso de conformación, idéntico a la figura 7, en el primer dispositivo de conformación;
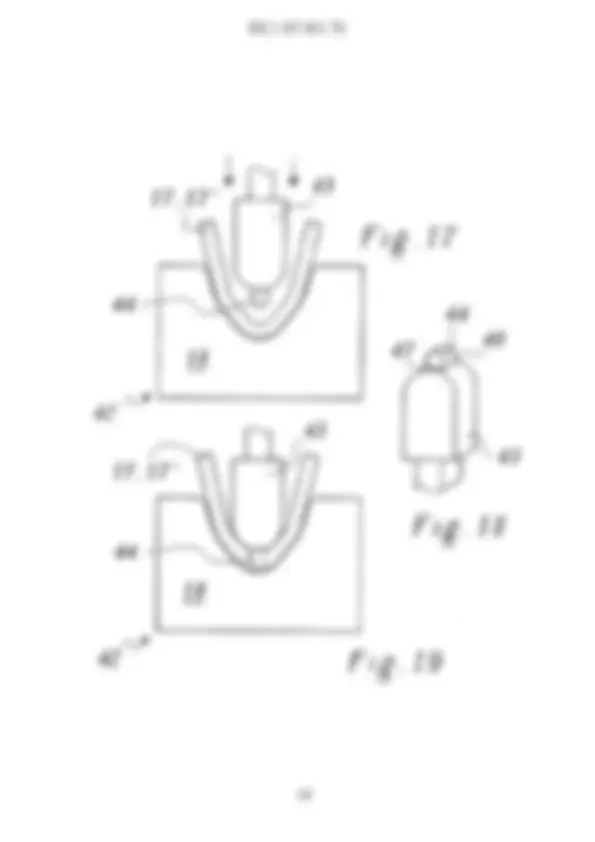
las figuras 17 a 19 la conformación novedosa de la tira perfilada previamente estampada, mediante una herramienta conformadora especial (figura 18) que en la zona interior de la elevación de la leva desplaza material hacia fuera en dirección axial rellenando de esta manera por ambos lados la superficie suplementaria;
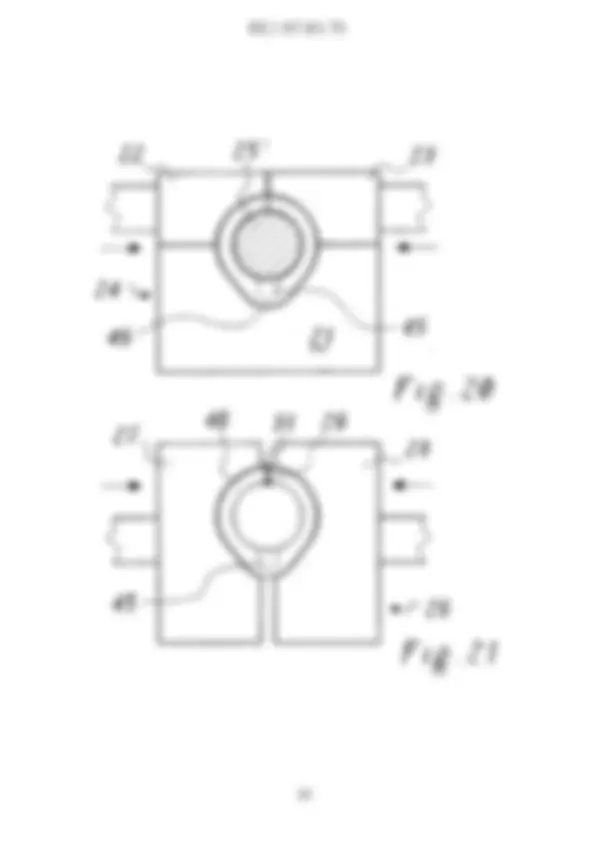
la figura 2 0 el proceso de doblado, análogo a la figura 8, de la tira perfilada previamente estampada y conformada;
la figura 2 1 el proceso de soldadura, análogo a la figura 9, de la tira perfilada doblada formando el anillo;
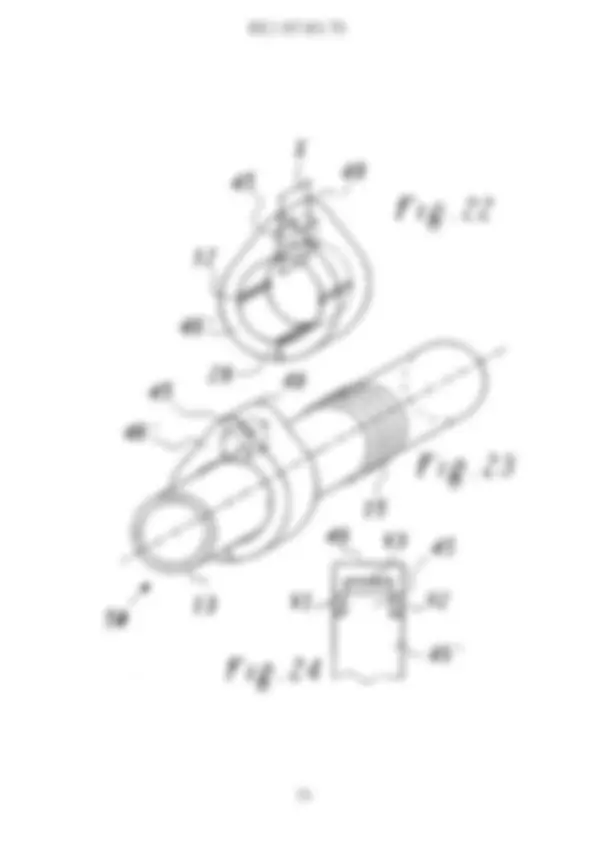
la figura 2 2 en una representación análoga a la figura 1, una leva fabricada según las figuras 15 a 21, estando rellenado el espacio hueco;
la figura 2 3 la colocación de la leva de la figura 22 por deslizamiento en un árbol según la figura 2; y
la figura 2 4 en una representación en sección, las relaciones de volumen durante la conformación según las figuras 17 a 19.
FORMAS DE REALIZACIÓN DE LA INVENCIÓN
En las figuras 1 a 5 están representados diferentes pasos de un procedimiento para fabricar un árbol de levas construido tal como se conoce por el estado de la técnica, por ejemplo, por el documento US-A-4,947,547. En primer lugar, se fabrican las levas 10 del tipo representado en la figura 1, mediante un procedimiento pulvimetalúrgico (sinterización). No obstante, también pueden ser de fundición o de forja. Las levas 10 anulares tienen una cavidad 11 circular, por la que se puede hacer pasar un árbol 13 según la figura 2. La función de control de la leva 10 se consigue mediante una protuberancia 49 unilateral que durante el seguimiento de la superficie de rodadura exterior por un elemento de control, por ejemplo un balancín, tiene como consecuencia que se levanta el elemento de control. En el lado interior de anillo, es decir, en la superficie de delimitación de la cavidad 11, están dispuestos varios salientes o nervios 12 distribuidos por la circunferencia, que se extienden en dirección axial y que tienen una importancia esencial para la unión geométrica entre la leva 10 y el árbol 13. La leva 10 se compone de un material macizo, es decir que no existen espacios huecos entre la superficie de rodadura exterior y la cavidad circular 11. Cuando la leva 10 está colocada en el árbol 13, envuelve el árbol 13 completamente. El ángulo de envolvimiento es de 360º. Correspondientemente, la superficie de delimitación completa se encuentra a la disposición de la cavidad 11 para la unión forzada y/o geométrica con el árbol 13.
Para ahorrar peso y material, el árbol 13 representado en la figura 2 está realizado, preferentemente, como árbol hueco que se extiende a lo largo de un eje 51. No obstante, también es posible un árbol macizo. Para fijar la leva 10 al árbol en unión forzada y en unión geométrica, en primer lugar, en un tramo del árbol 13, asignado a la posición posterior de la leva, se realiza mediante un proceso de conformación un aumento local del diámetro exterior del árbol 13. Para este fin, preferentemente, en el árbol 13 se realiza por rodadura una rosca de paso cero que se caracteriza por una pluralidad de cordones 14 circunferenciales paralelos (figura 3). También son posibles roscas de paso finito. Otras maneras posibles para el aumento local de diámetro se describen en el documento US-A-5,598,631. El diámetro exterior aumentado es aproximadamente igual al diámetro interior de la cavidad 11 de la leva 10. La altura de los salientes 12 está elegida de tal forma que la distancia medida entre dos salientes enfrentados es algo más grande que el diámetro exterior inalterado del árbol.
Entonces, en el árbol 13 preparado de esta manera se coloca por deslizamiento la leva 10 en dirección axial. Cuando la leva 10 llega al tramo con el aumento local de diámetro, los salientes 12 se enclavan en los cordones 14 de la rosca de paso cero formando una unión geométrica entre el árbol 13 y la leva 10. Después de fijar una leva 10 de la manera descrita al árbol 13, para la siguiente leva (10' en la figura 5), otro tramo del árbol (figura 4) se dota de cordones 14 aumentando de esta manera su diámetro exterior. En este tramo se coloca por deslizamiento la siguiente leva 10' y se fija, según la figura 5. Este procedimiento se repite paso por paso, hasta que se haya fijado al árbol 13 el número deseado de levas en la orientación deseada. Entonces, el árbol de levas 16 construido de esta forma puede someterse a una mecanización posterior (enderezado, rectificado etc.) para su uso definitivo.
5
10
15
20
25
30
35
desplaza axialmente hacia fuera para llenar el espacio hueco entre la leva y el árbol y completar el ángulo de envolvimiento a 360º. Los distintos pasos del procedimiento están representados en las figuras 15 a 23. Según la figura 15, se parte de tiras perfiladas 17 ó 17' planas de grosor constante. Las tiras perfiladas pueden estar hechas de un único material (tiras perfiladas 17 en la figura 15A) o en múltiples capas (tiras perfiladas 17' en la figura 15B con las capas 17a, 17b). Las capas 17a, 17b, por ejemplo, pueden estar elegidas de manera similar al documento WO-A1-02/100588.
En un primer paso de conformación, la tira perfilada 17 ó 17' se dobla en un primer dispositivo de conformación 20 mediante una primera herramienta conformadora 19 (punzón) y un molde, de tal forma que queda formada la posterior protuberancia 49 de la leva. Este paso de conformación es análogo al proceso representado en la figura 7. Ahora, la tira perfilada 17, 17' doblada de esta forma se somete, en un segundo dispositivo de conformación 42, a un segundo paso de conformación adicional (figuras 17, 19) en el que una segunda herramienta conformadora 43 (punzón de troquelar) se presiona troquelando en el lado interior de la tira perfilada 17, 17' doblada. Como se puede ver en la representación en perspectiva de la figura 18, la segunda herramienta conformadora 43 tiene en su lado superior una pieza de cabeza 44 que sobresale hacia arriba, a continuación de la cual están dispuestos dos hombros 47, 48 en forma de arco circular, situadas a menor altura. El radio de curvatura de los hombros 47, 48 está elegido de tal forma que se parece al radio de la cavidad de una leva que envuelve el árbol.
Ahora, según la figura 19, mediante la pieza de cabeza 44 de la segunda herramienta conformadora 43, en la zona de la posterior protuberancia 49 de la leva, se realiza una indentación 45 (figuras 20 a 22, 24). Según se puede ver en la sección transversal de la leva representada en la figura 24, a lo largo de la superficie X de la leva 46' acabada representada en la figura 22, mediante la indentación 45, el material de la leva del volumen V3 se desplaza del centro axialmente hacia fuera y se deposita allí formando paredes con volúmenes V1 y V2. Durante el proceso de conformación, estas paredes están limitadas radialmente hacia dentro por los hombros 47, 48 de la segunda herramienta conformadora
- De esta forma, en los lados de la leva se cierra el espacio hueco 33 representado en la figura 11. Mediante las paredes formadas, la leva queda estabilizada mecánicamente en la zona de la protuberancia 49. Al mismo tiempo, en las zonas marginales de la leva se consigue un ángulo de envolvimiento pleno de 360º que tiene como consecuencia una mejora ventajosa de la unión forzada y/o geométrica entre el árbol y la leva.
La tira perfilada conformada en el segundo paso de conformación y provisto de la indentación 45 se dobla en un tercer paso de conformación según la figura 20, en un tercer dispositivo de conformación 24, formando un anillo cerrado, cuyos extremos libres hacen tope uno contra otro frontalmente. Este paso de conformación es análogo al que está representado en la figura 8, con la diferencia de que, en este caso, se dobla alrededor de un mandril 25' de sección transversal circular. Finalmente, el anillo de leva cerrado de esta forma se suelda mediante soldadura por resistencia según la figura 21, de forma análoga a la figura 9. La leva 46 resultante se caracteriza por una cavidad circular, con la que puede colocarse por deslizamiento en un árbol. Evidentemente, en una leva de este tipo, en el lado interior del anillo pueden estar moldeados a su vez medios, por ejemplo salientes 12, para mejorar la unión geométrica. En este caso, resulta una leva 46' según la figura 22 que entonces, según la figura 23, se coloca por deslizamiento en un árbol 13 para formar el árbol de levas 50, pudiendo fijarse por unión geométrica y/o forzada.
En lo que antecede, la invención se ha descrito con la ayuda de ejemplos de realización en los que las levas han sido formadas a partir de una sola tira perfilada larga, mediante doblado y soldadura subsiguiente. Evidentemente, las levas también pueden formarse a partir de varias tiras perfiladas más cortas, que por ejemplo se junten y se unan entre ellas por soldadura de sus extremos libres.
5
10
15
20
25
30
LISTA DE SIGNOS DE REFERENCIA
17a, 17b Capa
18
19
20
21
22, 23
24
25
26
27, 28
29
30, 30'
31
32
33
34, 34'
35
36, 36'
37, 38
39, 40, 41
42
43
44
45
46, 46'
Leva (sinterizada, forjada)
Cavidad
Saliente
Árbol (especialmente tubo)
Cordón
Árbol de levas
Tira perfilada
Molde
Herramienta conformadora
Dispositivo de conformación
Soporte
Herramienta conformadora
Dispositivo de conformación
Mandril
Dispositivo de soldadura (soldadura por resistencia)
Electrodos (punzón)
Soldadura
Leva (doblada, soldada)
Cordón
Nervio
Espacio hueco
Tira perfilada
Engrosamiento
Leva (doblada, soldada)
Hombro
Escotadura
Dispositivo de conformación
Herramienta conformadora
Pieza de cabeza
Indentación
Leva (doblada, soldada)
5
10
15
20
25
30
35
40
45
REIVINDICACIONES
- Procedimiento para fabricar un árbol de levas, según el cual se fabrican levas (30, 30'; 36, 36'; 46, 46') a partir de una o varias tiras perfiladas (17, 17'; 34, 34') mediante doblado y mediante la soldadura subsiguiente de los extremos libres, se colocan por deslizamiento en un árbol (13) y, en una posición predefinida y en una orientación predefinida, se unen con el árbol (13) en unión geométrica y/o forzada, caracterizado porque la tira perfilada (17, 17') se conforma formando las levas (46, 46'), con lo cual se produce una protuberancia (49), y a continuación, mediante un paso de conformación adicional, mediante el troquelado de una indentación (45) en la zona de la protuberancia (49) de la leva (46, 46') se transporta material hacia fuera en dirección axial y se deposita allí de tal forma que la leva (46, 46') acabada envuelve el árbol (13) con un ángulo de envolvimiento de 360º.
- Procedimiento según la reivindicación 1, caracterizado porque el árbol (13) está configurado de forma tubular.
- Procedimiento según una de las reivindicaciones 1 ó 2, caracterizado porque en los tramos en los que están colocadas las levas (30, 30'; 36, 36'; 46, 46'), el árbol (13) presenta un diámetro exterior aumentado.
- Procedimiento según la reivindicación 3, caracterizado porque en los tramos con el diámetro exterior aumentado están incorporados cordones (14, 15) circunferenciales en el árbol (13).
- Procedimiento según una de las reivindicaciones 3 ó 4, caracterizado porque las levas (30', 46') presentan en el lado interior del anillo medios (12, 32) para realizar una unión geométrica con el árbol (13).
- Procedimiento según la reivindicación 5, caracterizado porque los medios para realizar una unión geométrica comprenden salientes (12) o nervios (32), que sobresalen radialmente hacia dentro.
- Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque los extremos libres de las levas (30, 30'; 36, 36'; 46, 46') están soldados mediante soldadura por resistencia.
- Procedimiento según la reivindicación 7, caracterizado porque las levas presentan, en la zona de la soldadura (29), en el lado interior del anillo, una escotadura (41) que recibe el cordón (31) formado durante la soldadura.
- Procedimiento según una de las reivindicaciones 1 a 8, caracterizado porque las levas (36, 36') se fabrican a partir de una tira perfilada (34, 34') con un grosor que varía a lo largo de la longitud de la tira, de tal forma que las levas (36, 36') envuelven el árbol (13) con un ángulo de envolvimiento (AE) que es mayor que el ángulo de envolvimiento predeterminado por la forma de la leva en caso de un grosor constante de la tira perfilada, y que especialmente asciende a 360º.
- Procedimiento según la reivindicación 9, caracterizado porque la tira perfilada (34') presenta dos hombros (37,
- dispuestos simétricamente con respecto a un plano central.
- Procedimiento según la reivindicación 9, caracterizado porque la tira perfilada (34) presenta en su centro un engrosamiento (35).
- Procedimiento según una de las reivindicaciones 1 a 8, caracterizado porque las levas (46, 46') se fabrican a partir de una tira perfilada (17, 17') de grosor constante, y porque mediante un proceso de conformación en un lado interior del anillo de la leva se aumenta el ángulo de envolvimiento (AE), especialmente a 360º.
- Procedimiento según la reivindicación 12, caracterizado porque las levas (30, 30'; 36, 36', 46, 46') se fabrican a partir de una tira perfilada (17') que presenta dos capas (17a, 17b) superpuestas de diferentes materiales.
- Procedimiento según una de las reivindicaciones 1 a 13, caracterizado porque , en primer lugar, se aumenta el diámetro exterior del árbol (13) en un tramo destinado al asiento de una leva, y porque, a continuación, la leva correspondiente se coloca por deslizamiento en dicho tramo del árbol (13).
- Procedimiento según la reivindicación 14, caracterizado porque para aumentar el diámetro exterior, mediante un proceso de rodadura se producen cordones (14, 15) circunferenciales en el árbol (13).
- Procedimiento según una de las reivindicaciones 1 a 15, caracterizado porque para la fabricación de las levas (36, 36') se usa una tira perfilada (34, 34') que presenta un grosor variable, de tal forma que las levas (36, 36') envuelven el árbol (13) con un ángulo de envolvimiento (AE) que es superior al ángulo de envolvimiento predeterminado por la forma de la leva en caso de un grosor constante de la tira perfilada, y que especialmente asciende a 360º.
5
- Procedimiento según una de las reivindicaciones 1 a 16, caracterizado por un proceso de conformación en el lado interior del anillo de las levas (30', 46') se producen medios (12, 32) para producir una unión geométrica con el árbol (13), que comprenden especialmente salientes (12) o nervios (32) que sobresalen radialmente hacia dentro.
- Procedimiento según una de las reivindicaciones 1 a 17, caracterizado porque las tiras perfiladas (17, 17'; 34, 34') se producen por conformación, especialmente por laminación, a partir de un alambre redondo.