


Croquis y especificaciones de la pieza:
Tamaño de la pieza:











Prepara tus exámenes y mejora tus resultados gracias a la gran cantidad de recursos disponibles en Docsity

Gana puntos ayudando a otros estudiantes o consíguelos activando un Plan Premium

Prepara tus exámenes
Prepara tus exámenes y mejora tus resultados gracias a la gran cantidad de recursos disponibles en Docsity
Prepara tus exámenes con los documentos que comparten otros estudiantes como tú en Docsity
Encuentra los documentos específicos para los exámenes de tu universidad
Estudia con lecciones y exámenes resueltos basados en los programas académicos de las mejores universidades
Responde a preguntas de exámenes reales y pon a prueba tu preparación
Consigue puntos base para descargar
Gana puntos ayudando a otros estudiantes o consíguelos activando un Plan Premium
Comunidad
Pide ayuda a la comunidad y resuelve tus dudas de estudio
Ebooks gratuitos
Descarga nuestras guías gratuitas sobre técnicas de estudio, métodos para controlar la ansiedad y consejos para la tesis preparadas por los tutores de Docsity
Documento que detalla el proceso de fabricación de una pieza en un torno CNC, incluye croquis, especificaciones, códigos de comandos y conclusiones de las prácticas realizadas. Se utilizan conocimientos básicos de programación CNC y se describe la simulación y acabado final de la pieza.
Tipo: Ejercicios
1 / 22

Esta página no es visible en la vista previa
¡No te pierdas las partes importantes!
N Linea final:
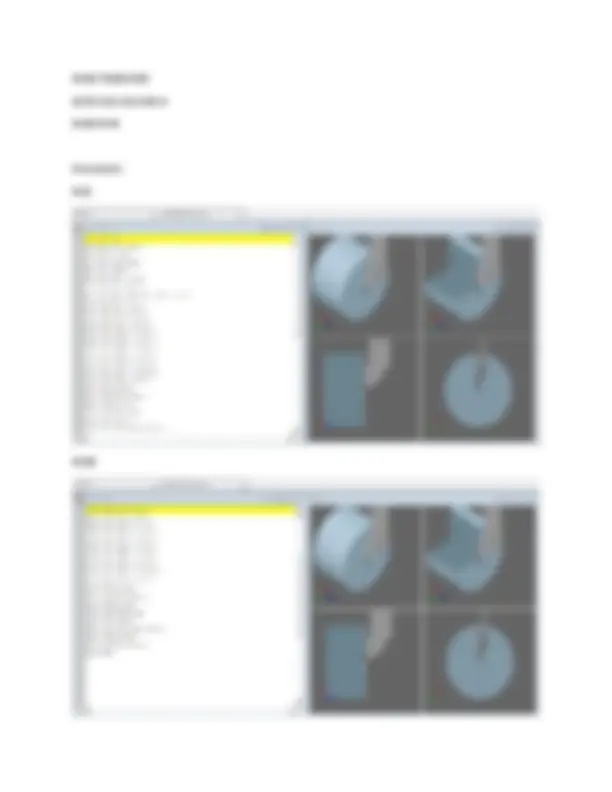
Acabado final: Conclusión: Durante la realización de esta primera practica la cual fue por medio del software asignado por el instructor para simular y comprender mejor la programación de la pieza. Se aplicaron los conocimientos que fueron adquiridos en la clase ordinaria, también se utilizaron los primeros comandos, se modificaron propiedades, tamaños y material de la pieza. La simulación funcionó correctamente y se llego a la pieza deseada.
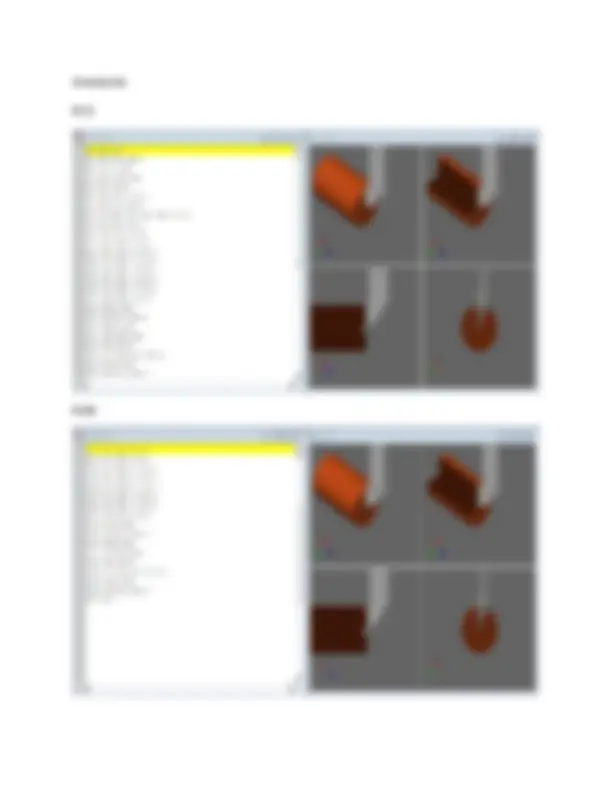
Acabado final: Conclusión: Para la realización de esta practica se utilizó un cilindro de acero de materia prima y se busca obtener la pieza como se ilustró en el croquis. Para llegar a la pieza deseada se utilizo el comando G 73 que se utiliza para el ciclo de desbaste longitudinal en contorno. Para finalizar la pieza también se utilizó el comando G01 que es utilizado para el movimiento de interposición lineal para que este se desplace en los ejes X y Z a la velocidad deseada y corte la pieza. La simulación fuer realizada con éxito y se llego a la pieza solicitada.
N N
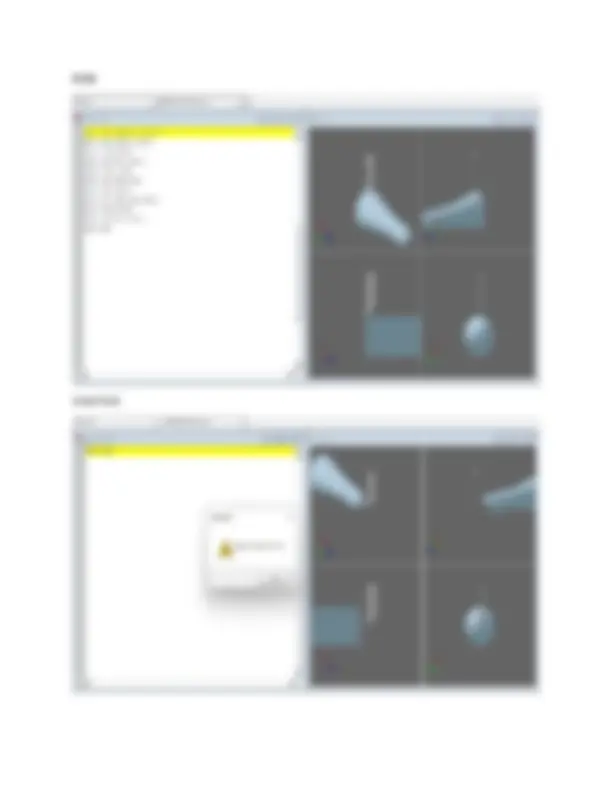
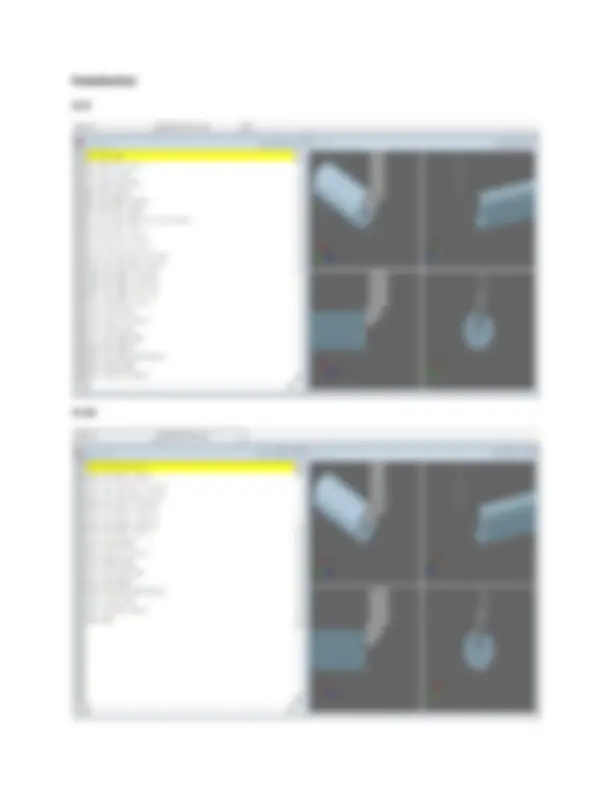
Acabado final: Conclusión: Para la realización de la practica numero 3 los comandos utilizados fueron el G 01 , el cual fue utilizado en de igual manera en la practica anterior. El G01 funciona para efectuar un mecanizado en línea recta a la velocidad programada en el registro F del avance, para esta ocasión fue de 0.2, moviendo simultáneamente en los ejes x y z del torno. Casi al finalizar se realizó un ciclo de acabado con el comando G70. La simulación fue realizada de manera satisfactoria.
N N