¡Descarga Procesos de cambio de forma y más Apuntes en PDF de Procesos de Producción solo en Docsity!
3.1 Fundición,
colada al
vacio,centrifuga y
precisión
Materia: Procesos de fabricación
Facilitador: Alderete Alderete Javier Enrique
Integrantes:
Valeria Jaquelin Cimental Villa
Santiago Franco Ruiz
Abraham Shande Flores Rico
Angel Gabriel Correa Castro
Erick Sánchez Covarrubias
Contenidos
- Fundición - Colado de alto vacio
- Fundición centrifuga
- Fundición de precisión
¿Por qué se utiliza?
Se elige la fundición porque es el método más versátil. Permite trabajar con metales que tienen baja maquinabilidad (difíciles de cortar) y ofrece una libertad de diseño casi total, permitiendo cavidades internas mediante el uso de "corazones" o "machos".
¿Cuánto se utiliza? La pieza tiene un diseño interno hueco o intrincado. Se requiere producir en masa (usando moldes permanentes). Se trabaja con materiales que no pueden ser forjados fácilmente.
¿Dónde se aplica? Automotriz: Bloques de motor, pistones, cigüeñales. Aeroespacial: Álabes de turbinas y componentes estructurales. Construcción: Tuberías, válvulas y herramientas pesadas. Arte: Esculturas y joyería.
¿ Para qué se
utiliza?
convertir materias primas en productos finales eficientemente, maximizando la producción con el mínimo de recursos
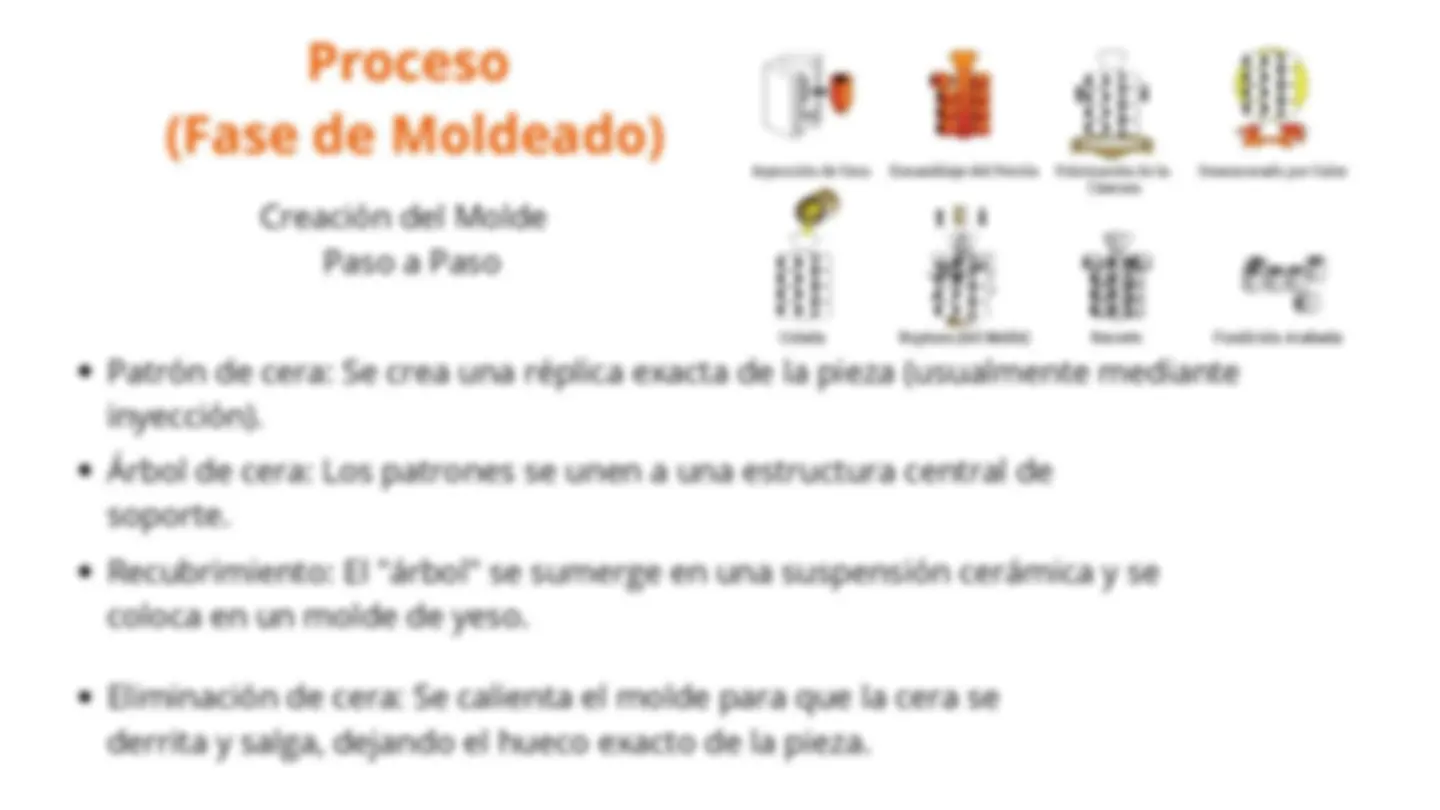
¿Cómo se realiza? (Proceso)
- Diseño del modelo: Se crea una réplica de la pieza.
- Creación del molde: Se forma una cavidad
(usualmente de arena o metal) con la forma del
modelo.
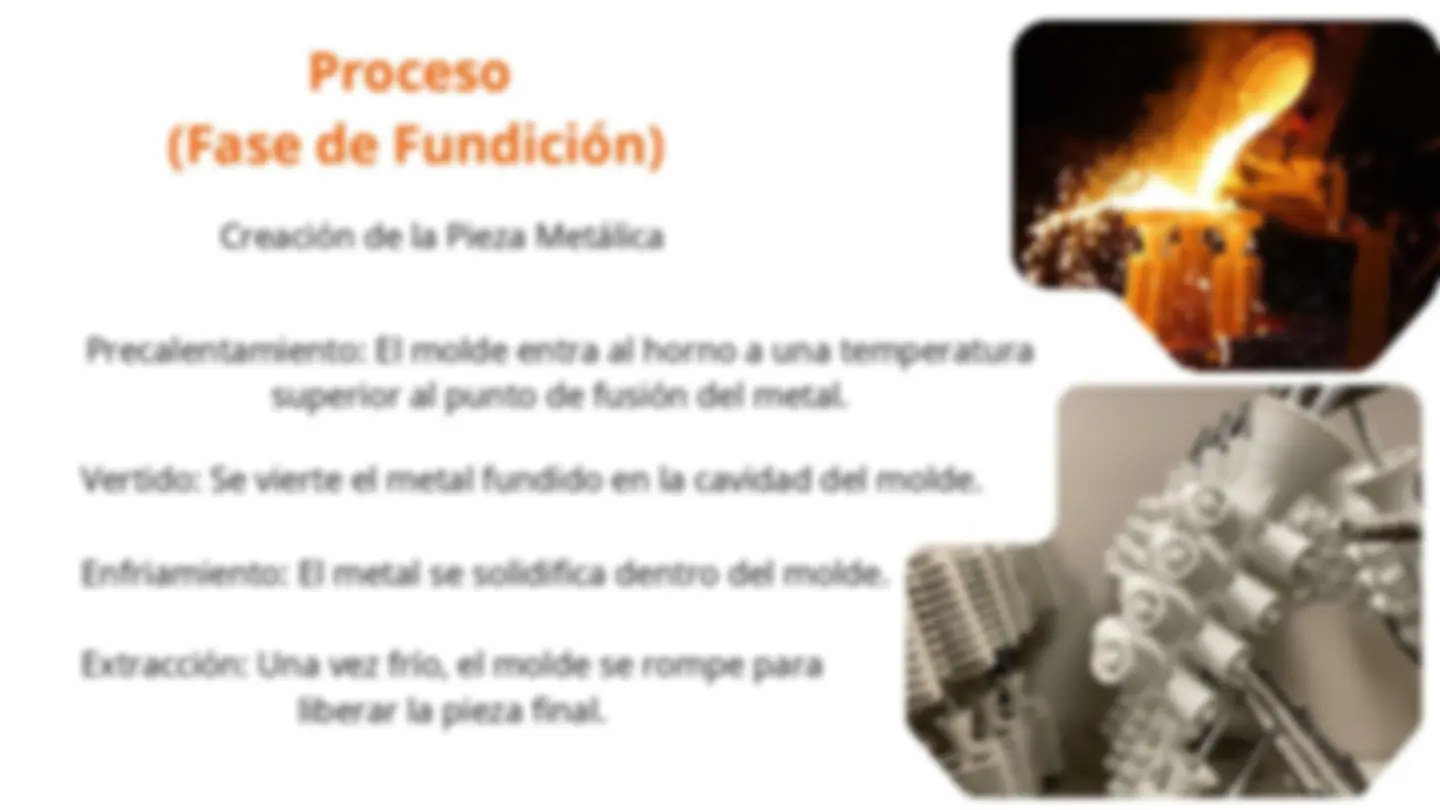
- Fusión: El metal se calienta en un horno hasta que
se vuelve líquido.
- Vaciado: Se vierte el metal fundido en el molde.
- Solidificación: El metal se enfría y endurece.
- Desmolde y acabado: Se extrae la pieza, se
eliminan los excedentes (alimentadores) y se limpia.
Colado de alto
vacio
¿Que es el colado de alto
vacio?
La colada de alto vacío en acero (o
desgasificación al vacío) es un proceso de
refinación metalúrgica donde el acero fundido se
somete a presiones extremadamente bajas para
eliminar gases disueltos como hidrógeno,
nitrógeno y oxígeno. Esto reduce la porosidad,
mejora la pureza, limpieza y propiedades
mecánicas del acero, siendo crucial para aceros
especiales.
1 2 3
El molde para la colada al vacío tiene que ser apto para elevadas temperaturas (el metal fundido puede superar los 1.000 grados), por lo que suele ser de materiales refractarios (arena, cerámica, etc.), y puede ser permanente o desechable.
Preparación del molde
Se introduce el molde en una cámara sellada herméticamente de la que se evacúa el aire y los gases que pueda haber creando un vacío, es decir, una presencia mínima de moléculas.
Colocación del molde en la
cámara de vacío Una vez creado el vacío en la atmósfera en la que se encuentra el molde, se vierte en él el metal fundido. Gracias al vacío, se llena de manera uniforme y no se forman burbujas de gas ni se producen otras uniformidades que se producen por la presencia de partículas.
Vertido del metal fundido
Pasos
4 5
Una vez lleno el molde, el metal se solidifica. Puede hacerse mediante un proceso específico de enfriamiento al vacío, que ayuda a controlar la tasa de enfriamiento, hecho que aumenta aún más la calidad de la pieza al mejorar sus propiedades mecánicas.
Solidificación y enfriamiento
Tras la solidificación de la pieza, el molde se rompe (si es desechable) o se abre para extraer la pieza que se ha creado por fundición. En ocasiones puede requerir un proceso de acabado adicional como desbarbado o pulido, o algún tratamiento térmico.
Desmoldeo y acabado
Continuación
1
2
3
Versatilidad
Puede usarse para piezas muy diversas, desde
prototipos hasta productos finales, y con amplia
variedad de metales.
Ideal para producción pequeña
Al ofrecer alta calidad y precisión, flexibilidad en el
diseño de las piezas y los cambios, requerir una
inversión inicial reducida y la capacidad de manejar
producción personalizada y prototipos.
Alta precisión
Gracias a la colada al vacío se logran piezas con un
elevado nivel de detalle, con una gran integridad
estructural y precisión dimensional, y un acabado
Ventajas superficial excelente.
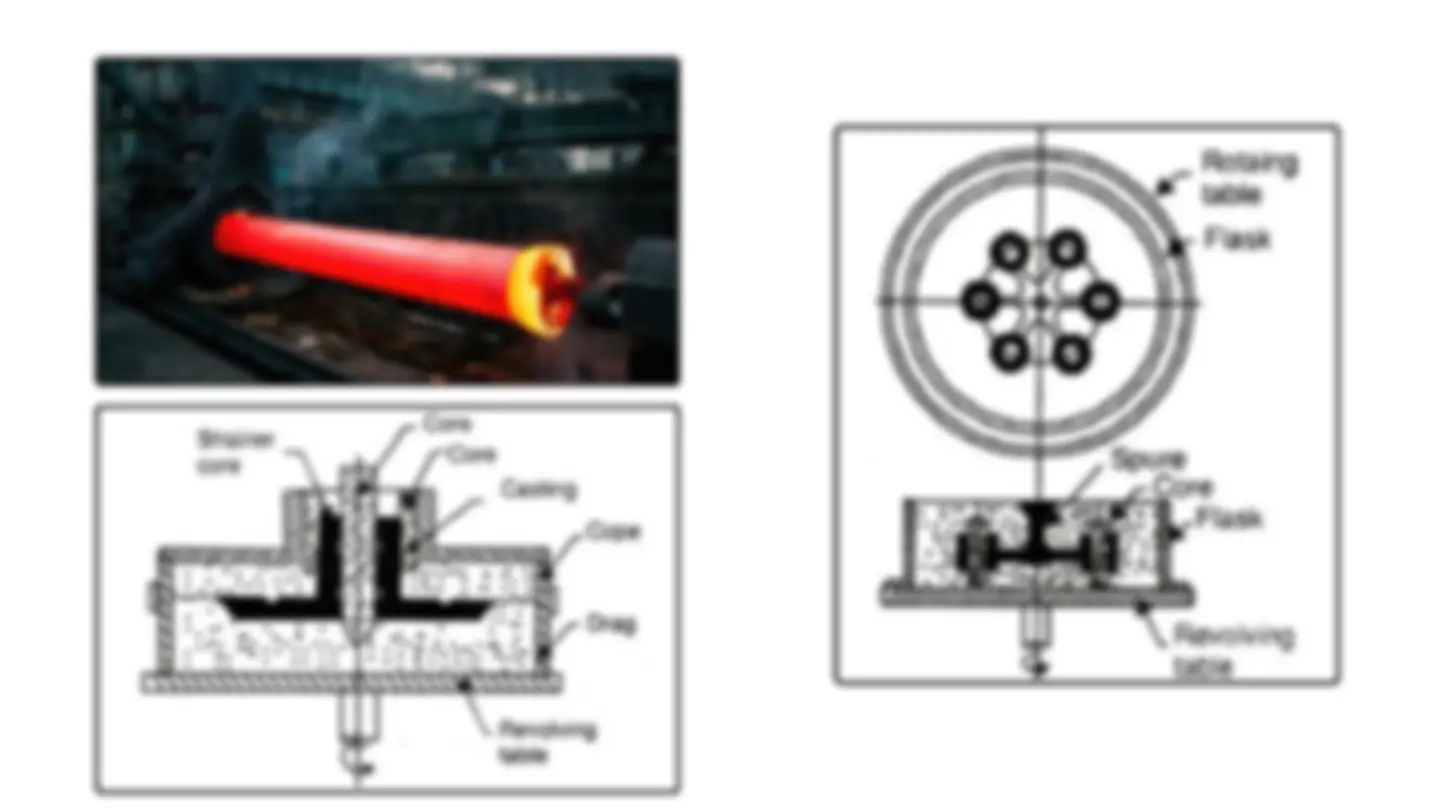
Fundición Centrífuga.
Es un método para fabricar piezas cilíndricas, donde un molde gira sobre
su eje central y a este se le vierte el metal fundido; al girar a una velocidad
controlada el material se distribuye uniformemente sobre las paredes del
molde
1
2
3
4
Fusión y vertido de metales.
La temperatura debe supervisarse y controlarse y se
deberá desgasificar. Después se gira el molde y el
metal se vierte a una velocidad controlada.
Solidificación bajo rotacion.
La solidificación direccional avanza desde la
superficie exterior hacia el interior.
Continuará la rotación hasta que finalice la
solidificación completa.
Operaciones post-fusión.
Se retira la pieza del molde con cuidado y se recorta
el exceso de metal en los extremos y se mecaniza el
diámetro interior para eliminar la escoria e
impurezas.
Preparación del molde.
Se limpian y se aplican recubrimientos refractarios
para que no se adhiera el metal, luego se precalienta
y se comprueba la alineación antes de comenzar la
rotación.
Proceso detallado
de fundición
centrífuga.
VENTAJAS. DESVENTAJAS.
Uniformidad por las propiedades
del metal a utilizar.
Se utiliza menos material que con
otros procesos.
No hay necesidad de montante.
Se logran las dimensiones
requeridas en el exterior de la
fundición.
Se producen menos desechos
Mejor acabado superficial.
Creación de piezas huecas
El interior de las piezas suele contener impurezas. Necesario un equipo extra para rotar el molde. El tiempo de ciclo es mas largo que otros procesos de fundición.