¡Descarga Screwjack- Gato de tornillo y más Exámenes en PDF de Mecánica de Materiales solo en Docsity!
PROYECTO: GATO DE TORNILLO
AVANCE N° 1
CONTENIDO
pág
RESUMEN…………………………………………………………………………………….
INTRODUCCIÓN…………………………………………………………………………….
1. DESCRIPCIÓN DEL PRODUCTO ………………………………………………….
2. METODOLOGÍA DE TRABAJO ……………………………………………………
2.1 EJES TEMÁTICOS……………………………………………………………..
2.1.1 RELACIÓN DEL CONCEPTO DE MANUFACTURA CON EL
PRODUCTO ASIGNADO……………………………………………………...
2.1.2 SISTEMA DE MANUFACTURA UTILIZADO PARA LA
PRODUCCIÓN DEL GATO DE TORNILLO………………………..
2.1.3 FUNCIONES DE MANUFACTURA QUE INTERVIENEN PARA LA
FABRICACIÓN DEL
PRODUCTO…………………………………..
2.1.4 CLASIFICACIÓN CIIU DEL PRODUCTO……………………………
2.1.5 DIAGRAMA DE OPERACIONES CORRESPONDIENTE AL
PRODUCTO
SELECCIONADO…………………………………………………….
2.1.6 ANÁLISIS TECNOLÓGICO …………………………………………
2.1.7 PLANOS DEL PRODUCTO……………………………..
2.1.8 ANÁLISIS DE PLANOS CON NOTAS DE CAMBIO DE
INGENIERÍA.………………………………………………………..
2.1.9 PLANEACIÓN DE PROCESOS………………………………………
2.1.9.1 Determinación de las tolerancias de cada una de las piezas del
gato de tornillo……………………………………………………….
2.1.10 IDENTIFICACIÓN DE LAS PARTES
NORMALIZADAS………...
2.2 DESPLIEGUE METODOLÓGICO ………………………………………...
2.2.1 CLARIFICACIÓN DE TÉRMINOS Y CONCEPTOS………………..
2.2.1.1 Inventario de términos importantes y conceptos……………..
2.2.2 DEFINICIÓN DEL PROBLEMA…………………………………...
2.2.3 TRATAMIENTO INDIVIDUAL DEL PROBLEMA (AP.
AUTÓNOMO).................................................................................................
2.2.4 ORGANIZACIÓN DE IDEAS (GRUPAL)........................................
2.2.5 ESTABLECIMIENTO DE NECESIDADES Y OBJETIVOS DE
APRENDIZAJE……………………………………………………………...
2.2.6 ESTUDIO AUTÓNOMO…………………………………………....
2.2.7 ANÁLISIS DE HALLAZGOS Y PLANTEAMIENTO DE LA
SOLUCIÓN……………………………………………..………………....…
CONCLUSIONES………………………………………………………………………..….
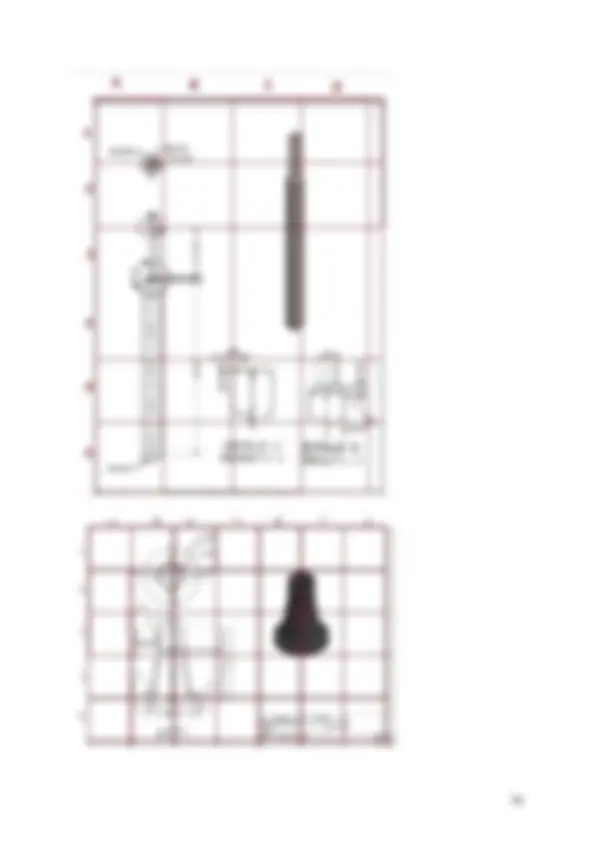
Figura 3. Eje principal del gato de tornillo………………………………………......
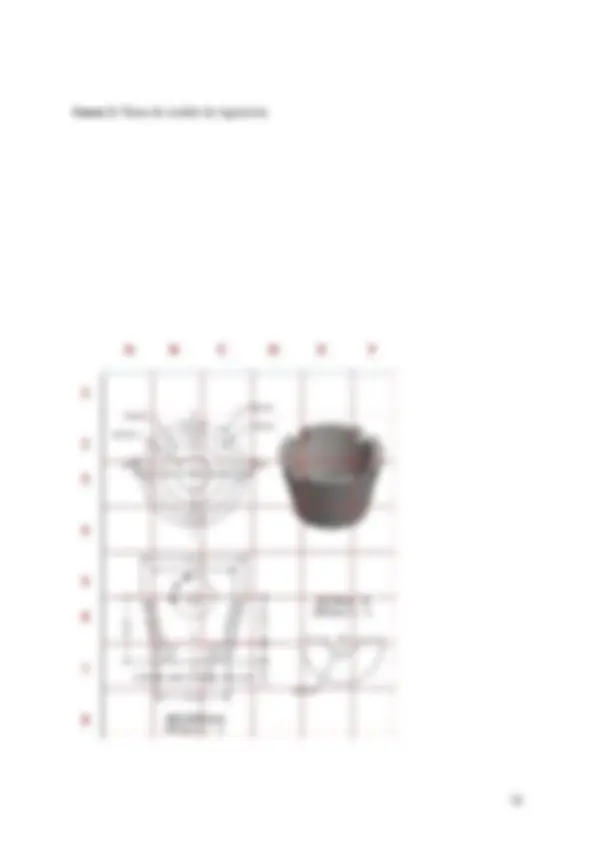
Figura 4. Nuez del gato de tornillo……………………………………………...…...
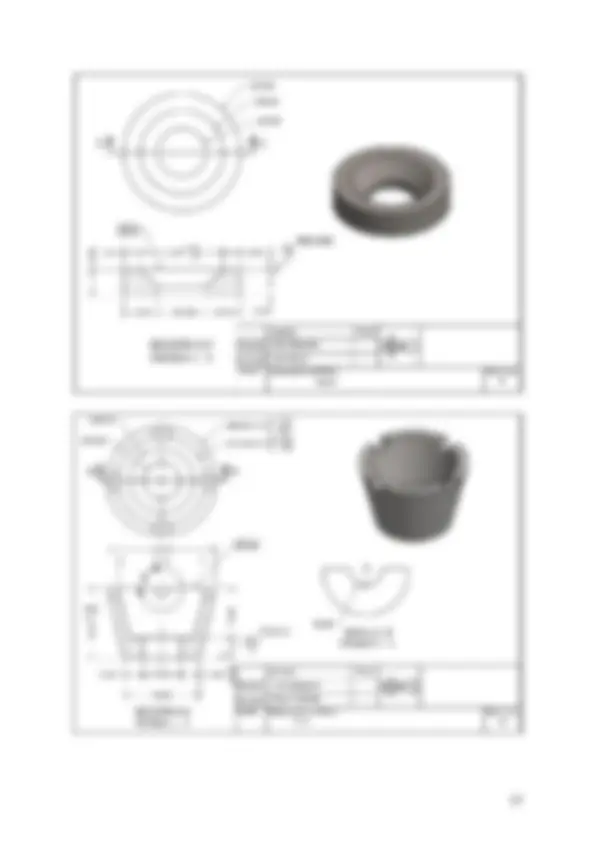
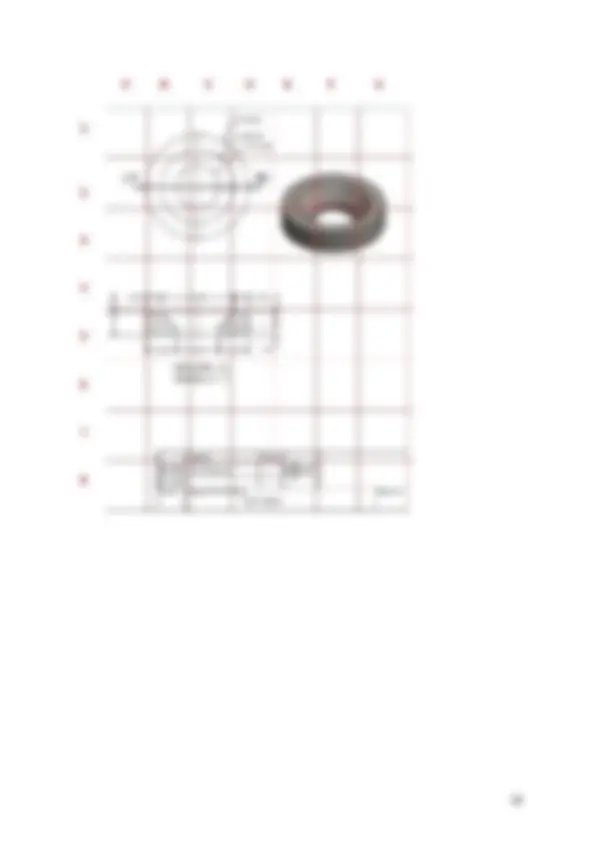
Figura 5. Arandela del gato de tornillo……………………………………………...
Figura 6. Base del gato de tornillo…………………………………………………..
Figura 7. brazo o palanca del gato de tornillo…………………………………….….
Figura 8. Posiciones relativas de tolerancia para ejes y agujeros…………………..
RESUMEN
En este proyecto se realizó una investigación del producto gato de tornillo y analizar cómo se
va a fabricar este, desde su planeación de procesos como lo son: escoger la materia prima,
escoger las piezas que se van a fabricar o comprar, establecer el proceso de manufactura para
cada pieza, etc. Esta actividad es necesaria para planear las futuras operaciones
manufactureras para que se fabrique el gato de tornillo en las cantidades requeridas al menor
costo posible.
Todo esto para poder llegar a ser competitivos en un mercado muy cerrado, con una buena
toma de decisiones, unos operarios altamente capacitados y una buena estrategia en la parte
comercial se podrá competir con las grandes industrias que al día de hoy tiene el mercado.
Palabras clave: Planeación de procesos, procesos de manufactura, normalización,
productividad.
INTRODUCCIÓN
El gato de tornillo es una máquina empleada para la elevación de cargas pesadas mediante el
accionamiento manual de una manivela, el cual debido a este movimiento horizontal genera
un desplazamiento vertical.
Para la elaboración del gato de tornillo y por ende sus piezas se realiza un análisis de la
cadena de producción yendo desde la selección de los materiales hasta los procesos de
mecanizado tales como lo son los métodos de fundición y torneado, haciendo énfasis en este
último pues la mayoría de estas son fabricadas mediante el uso de un torno.
1. DESCRIPCIÓN DEL PRODUCTO
GATO DE TORNILLO
Un gato de tornillo consiste en un tornillo vertical de alta resistencia con un soporte para la
carga montada en su parte superior, que se atornilla en un orificio roscado en un marco de
soporte fijo con una base ancha apoyada en el suelo, esto para darle más estabilidad. Un
collar giratorio en la cabeza del tornillo tiene orificios en los que encaja el mango, una barra
de metal. Cuando se gira la manija, el tornillo se mueve hacia arriba de la base, levantando la
carga que descansa sobre el soporte de carga. Para soportar grandes fuerzas de carga, el
tornillo suele tener roscas cuadradas o roscas de refuerzo.
Esta herramienta nos permite varios usos como los son: aplicaciones industriales en las cuales
se utiliza la rosca ACME, que aunque tiene una mayor fricción es más resistente que una
rosca cuadrada de tamaños similares y permiten un enganche más suave y el desgaste
producto de la fricción se puede compensar, en aplicaciones de servicio pesado se usa una
rosca cuadrada o de contrafuerte porque tiene la menor fricción y por lo tanto desgaste, en la
aviación un boeing 737 utiliza un estabilizador ajustable movido por un tornillo nivelador
para estabilizar los aviones.
2. METODOLOGÍA DE TRABAJO
Se estableció una metodología para la realización del trabajo en la que se obtenía la parte
teórica y referente a los conceptos y marco teórico durante la primera parte de las clases, en la
lo que hace que no se vendan grandes cantidades periódicamente. Finalmente, al realizar
producción por lotes se disminuyen los costos por hora de cada uno de los procesos
2.1.3 Funciones de manufactura que intervienen para la fabricación del
producto.
Los procesos de manufactura que existen son muchos y varios de estos son utilizados para
fabricar el producto. En la siguiente tabla se puede observar todos los procesos de
manufactura que existen:
Tabla 1. Procesos de manufactura
Para el proceso de manufactura del Gato de Tornillo intervienen varias operaciones, las
cuales se mostrarán en la siguiente tabla:
PIEZA DESCRIPCIÓN PROCESOS DE
MANUFACTURA
Cuerpo o base La forma compleja del cuerpo nos
lleva a utilizar un proceso de
'fundición' para la fabricación. Para
todo ello seleccionar una fundición
de bronce como material para el
cuerpo. En este caso se usará la
fundición de bronce SAE 65
-Conformación térmica:
Fundición -
Acabados: Armados. -
Ensambles: Superficies.
Tornillo de alta
resistencia o eje
principal
Los tornillos no son más que un
miembro que tiene una ranura
helicoidal alrededor de la periferia de
la barra sólida, debe tener un tipo de
rosca cuadrada.
Las roscas cuadradas generalmente
se tornean en los tornos utilizando
una herramienta de corte de un solo
punto. Nos lleva a utilizar acero de
corte libre, en este caso acero 1045
ya que resiste el desgaste de los
sulfuros y el 25% de carbono le
confiere la fuerza suficiente para
compensar la debilidad de las raíces.
también es fácil de cortar debido al
manganeso.
-Maquinado: Torneado,
taladrado, aserrado. -
Acabados: Superficies.
-Ensambles: Armados.
Tuerca o nuez Siempre existe un movimiento
relativo entre tornillo y tuerca, que
provoca un rozamiento. La fricción
causa desgaste si se usa el mismo
material para el tornillo y la tuerca,
de gastará ambos componentes. Por
lo tanto, uno de cada dos tiene que
ser más suave que el otro para
facilitar el reemplazo. El tamaño y la
forma del tornillo es más costoso que
la tuerca, por lo que generalmente se
utiliza material más suave para la
tuerca que para el tornillo. El bronce
-Conformación térmica:
Fundición
-Acabados: Armados.
-Ensambles: Superficies.
https://lucid.app/invitations/accept/3b3d9b5e-c1a9-43f5-8543-bb1156b2b7b
Figura 1. Diagrama de operaciones del gato de tornillo.
2.1.6 Análisis tecnológico
(Ver anexo 1, análisis tecnológico)
El gato de tornillo es un dispositivo portátil que consta de un mecanismo de tornillo
empleada para la elevación de cargas pesadas mediante el accionamiento manual de una
manivela o palanca.
● Análisis morfológico:
Un tornillo nivelador, o gato de tornillo, es un tipo de gato que se opera girando un tornillo de
avance. Se utiliza comúnmente para levantar pesos moderadamente pesados, como vehículos;
subir y bajar los estabilizadores horizontales de aeronaves; y soportes regulables para cargas
pesadas, como los cimientos de las casas.
El gato de tornillo está conformado por 6 piezas:
➔ Cuerpo: El cuerpo del gato consiste en una base circular con 4 aletas o pestañas y
una columna circular perpendiculares a la base circular. La columna circular es hueca
en el centro con una forma de rosca donde encaja la otra pieza (tornillo).
Figura 2. Base del gato de tornillo.
➔ Tornillo o eje principal: Es un tornillo vertical de alta resistencia, que se atornilla en
el orificio roscado del cuerpo con la base ancha apoyada en el suelo. En la parte
superior tiene un collar giratorio con orificios en los que encaja el mango, una barra
de metal.
Figura 3. Eje principal del gato de tornillo.
El gato de tornillo funciona gracias a un tornillo elevador, el cual al ser girado hace que la
superficie superior se eleve. Este tornillo puede colocarse de manera perpendicular o paralela
a la base del gato.
Funcionamiento:
Se coloca el gato de tornillo debajo del objeto que se desea elevar, después de que se
encuentre en esa posición se procede a girar el husillo de manera que la superficie superior
suba debido al tornillo, cuando se haya llegado a la altura deseada se deja de mover el tornillo
para que la superficie que está en contacto con el objeto se quede inmóvil y este esté
finalmente elevado.
Análisis técnico:
Al usar el gato de tornillo se está aplicando el principio de la equivalencia del momento de
fuerzas, el cual dice que una fuerza manual f con un gran brazo de palanca D, es capaz de
equilibrar una fuerza mayor Mg el cual dispone de un brazo de acción más corto d. Como se
observa en la siguiente fórmula:
Mg = f ( D / d )
Es decir, que una fuerza pequeña aplicada a una gran distancia es capaz de mover una gran
masa a una distancia más corta.
En este caso hay dos variables que influyen en la cantidad de peso máximo que se puede
elevar, por una parte está D , que hace referencia a la longitud de la manivela, por lo tanto
existe una relación directa y proporcional entre el largo de esta y el peso que se puede elevar;
mientras que por otra parte está d, que es el paso de la rosca y entre menor sea está pues
mayor será el peso que se puede desplazar.
Análisis socioeconómico:
El gato de tornillo surge de la necesidad de elevar cargas pesadas y su auge se da también con
el de la industria del automóvil, que lo denomina como un elemento imprescindible para la
sustitución de ruedas pinchadas, con el paso del tiempo estos “gatos” fueron quedando
obsoletos porque surgieron unos nuevos llamados gatos hidráulicos una herramienta que
probó ser muy superior a los gatos de tornillo.
El precio de un gato de tornillo puede costar desde 20 a 40 USD.
2.1.7 Planos del producto.
Para el diseño y realización de los planos primero se buscó información relacionada a la
fabricación de Gatos de Tornillo, se encontraron diversos diseños y planos, teniendo en
cuenta las especificaciones establecidas para el Gato, se escogió un diseño y se realizaron los
planos correspondientes. A esos planos se les hicieron diversas correcciones y mejoras
concernientes a las dimensiones, cotas y tolerancias. dichas correcciones se plasmaron en las
cotas de cambio de ingeniería y sirvieron como base para la realización de los nuevos planos.
(Ver anexo 2, planos)
2.1.8 Análisis de planos con notas de cambio de ingeniería.
Al haber realizado los planos sin tener todo el conocimiento y los conceptos necesarios (uso
de contas, ajustes, tolerancias etc) se realizaron diversas correcciones que fueron la principal
guía para la realización de los planos definitivos. (Ver anexo 3, Planos con notas de cambio).
PIEZA NOTAS DE CAMBIO
Copa o base
A2: Se repite la medida del agujero.
A5 y C5: El diámetro exterior no coincide
en las dos vistas.
Tornillo principal o eje B7: Tomar la medida desde la parte inicial
de la pieza , no del chaflán.
D4 D1: Se repite medida.
E5: Falta detalle de dientes.
C1: Escoge una sola cota para el chaflán ,
hay dos cotas diferentes para el mismo
chaflán.
B2: Poner la línea de eje a lo largo de la
pieza.
Nuez C1: La cota se repite y es un radio y no un
diámetro como las demás.
B6: Las cotas de diámetros se repiten
A5 o C5: Falta detalle de chaflán, solo poner
a un lado.
Cuerpo C1: Se repiten diámetros.
Brazo A3: Corregir la forma en que se muestran
secciones transversales.
A6: El diámetro del brazo debe ir hasta el
designación del ajuste comienza con la posición de tolerancia del agujero seguida de su
calidad, después aparece la posición de tolerancia del eje seguida de su calidad.
En la tabla 4 se indican los tipos de tolerancias geométricas que se definen, clasificándose en
tolerancias de: forma, orientación, localización y alabeo. Las tolerancias de forma, no llevan
referencia asociada. Las demás deben estar asociadas a una referencia (excepto la de
posición). Una referencia es una línea o plano con respecto al cual se define la tolerancia.
En la tabla 5, se muestran los símbolos utilizados para las diferentes tolerancias y la
normatividad relacionada. Los dos primeros símbolos son los que se utilizan para designar la
tolerancia geométrica. Los demás símbolos se consignan en casos en los que las
especificaciones sean más estrictas o concretas.
Tabla 4. Tipos de tolerancias geométricas.
Tabla 5. Símbolos relacionados a tolerancias
Para las demás medidas del eje también se tomará una calidad de 6, por lo tanto las
tolerancias son:
o Diámetro del tornillo: 38.0 mm, calidad 6, tolerancia= 16 μmm. Con una
tolerancia unilateral positiva, así que la dimensión máxima que puede tomar
este diámetro es de
d
max
=38.016 mm
o Diámetro de la cabeza: 65.0 mm, calidad 6, tolerancia= 19 μmm. también
con tolerancia unidimensional, por lo que su diámetro máximo,
d
max
=65.019 mm
o Diámetro de la parte superior del tornillo: 22.0 mm, calidad 6, tolerancia=
13 μmm
. Su diámetro máximo será de
22.013 mm .
○ Altura total: 275.00 mm, calidad 8, tolerancia 80.61 μmm. Por lo tanto la altura
máxima es de: 275.0806 mm. y altura mínima: 274.919 mm.
○ Diámetro mayor: 20 mm , calidad 8, tolerancia
33 μmm. diámetro máximo es de:
20.033 mm , y diámetro mínimo: 19.967 mm.
○ Diámetro menor: 12 mm , calidad 8, tolerancia 27 μmm. diámetro máximo es
12.027mm, y diámetro mínimo: 11.973 mm.
○ Restricción cilindricidad entre los diámetros mayor y menor de 0.5 mm
● Tolerancias de la nuez:
Para las tolerancias de la nuez se tomó como referencia la calidad IT9, la cual al no
ser una norma de calidad tan precisa es la más apropiada para la nuez.
○ Diámetro exterior: 49.938mm - 50mm
○ Espesor: 9.92mm - 10 mm
○ Cilindricidad: Se toma como máximo una medida de 0.08mm
○ Coxilidad: Está coaxialidad será de 0.05mm
○ Rectitud: La rectitud será de 0.
● Tolerancias de la copa o soporte:
En el caso de la copa, al ser una pieza obtenida mediante fundición consideramos una
calidad IT11 la cual se ajusta:
○ Diámetro Mayor (superior): 65.00 mm , tolerancia 190 μmm, diámetro máximo:
65.19 mm.
○ Diámetro Menor (inferior): 45.00 mm , tolerancia 160 μm m, diámetro máximo:
45.16 mm.
○ Altura total: 42.00 mm , tolerancia 160
μm m, altura máxima: 42.16 mm , altura
mínima: 41.84 mm.
○ Se debe cumplir una restricción de concentricidad entre los diámetros de la
pieza de 0.08mm
○ Diámetro agujero: 22 mm , tolerancia H11 + 160
μm m, diámetro máximo:
22.16 mm y diámetro mínimo: 21.84 mm.
● Tolerancias de la arandela:
○ Diámetro Mayor: 35 mm , tolerancia 13
μm m, diámetro máximo: 35.013 mm
○ Diámetro agujero: 14.50 mm tolerancia 18 μm m, diámetro mínimo 14.482 mm.
○ Se debe garantizar una concentricidad en los diámetros y el agujero de
0.05mm.
○ Se debe garantizar paralelismo entre cara superior e inferior de 0.1mm.
2.1.9.2 Identificación de las partes normalizadas La norma correspondiente para la
presentación de las piezas del gato de tornillo es la ISO 1101, la cual establece los
tipos de tolerancias y su representación gráfica. La Tabla 5 muestra la reacción de los
símbolos utilizados de acuerdo a la normatividad, así como la tabla 7 del Anexo 5.
2.2 DESPLIEGUE METODOLÓGICO
2.2.1 CLARIFICACIÓN DE TÉRMINOS Y CONCEPTOS
2.2.1.1 Inventario de términos importantes y conceptos
Proceso: Es una secuencia de pasos que se establecen para llevar a cabo un objetivo,
para cumplir con la meta propuesta es necesario planear y ejecutar muy bien el
proceso para evitar pérdidas de dinero, tiempo, información, etc.
Manufactura: Es la fase en la producción de bienes que consiste en la transformación
de materias primas en productos terminados para su distribución a gran escala, este
proceso comienza con el diseño del producto, las especificaciones, les necesidades
que cubre y los materiales con los que se fabrica el producto y a través de una serie de
procesos se le da un valor agregado y está listo para ser comercializado.
Proceso de manufactura: Conjunto de actividades secuenciales o paralelas que
ejecuta un productor sobre un insumo, le agrega valor a este y suministra un producto
o servicio para un cliente interno o externo; es decir que el objetivo de un proceso de
manufactura es transformar una materia prima y modificar sus características dándole
valor agregado y cumplir todos los parámetros que se plantean antes de iniciar este.
Sistema: Pese a la variedad de acepciones que se asocian al concepto de sistema,
todas tienen algunos aspectos en común, como el conjunto de elementos y la
interrelación de todos los componentes del sistema.
En el ámbito de la cadena de suministro, un sistema sería, por ejemplo, el productivo.
En él se engloban todos los medios, materiales, procedimientos, información y talento
necesarios para manufacturar productos que comercializar.
Sistema industrial: Un sistema industrial es un conjunto organizado de procesos donde
la tecnología, el talento, la información, los equipos y las materias primas configuran