Scarica Appunti "Surface engineering" e più Appunti in PDF di Ingegneria dei Materiali solo su Docsity!
1. Introduction
Surface layers are formed before the beginning of their service, by subjecting the object to tech- nological treatment process - these are technological surface layers. Only in exceptional cases are surface layers produced on objects during service, for example layers formed during low wear friction - these are service generated surface layers. All the surface modification can be classified in three classes:
In many cases, part of the material is removed. The roughness is reduced even at atomic scale.
Something is applied, but there is no modification of the nominal size of the component.
The addition of a material over a surface: in order to achieve the best performance of the coating, in many cases it is needed to prepare properly the substrate. This is useful to match the best way the combination with the coating in order to exhibit the highest performance. This means the best adhesion, the best mechanical performance and the best corrosion protection.
Figure 1.1: Differences between surface treatments
Another classification can be the difference between old generation techniques (electroplating, hot dip metallization, etc.) and new generation techniques (CVD and PVD techniques, electron beam treatment, etc.). The surface of the material is the boundary between the bulk and the environment: everything that happens at the surface will be fundamental to understand the behaviour of the device.
Due to the fact that the atoms constituting the surfaces are at the boundary of the component, these atoms are characterized by different energy condition. Typically we can refer to surface energy, having in mind that the atoms at the surface are characterized by an higher level of energy with respect to the bulk. This is a huge difference, because this means that they can interact in a different way. This condition is also amplified by the fact that the surface being at the boundary of the bulk material is exposed to mechanical, thermal and other stimuli. This aspect is also complicated by the fact that these stimuli can be discontinuous, can change during service life and so on. We have to distinguish:
Nominal surface: is defined as the geometrical one (the size). Those values are reported with the omission of roughness, waviness and shape errors.
True or real surface: the boundary that we can observe between the object and another body (its solid shape).
The observed (measured) surface: an approximated image of the real surface of an ob- ject, obtained as a result of observation or measured within the bounds if precision achievable by observation or measurement.
The real surface can be much larger in value with respect to the nominal surface. The atoms at the surface are characterized by a different energy with respect to the bulk, and this effect is incremented if we consider the roughness: an atom at the top of the asperity will behave in a different way with respect to an atom that is onto the surface. The different energy level between bulk and surface is given by the interaction forces that in bulk are completely balanced, while at surface not. This is due to the fact that atoms in the bulk have uniform interactions with their neighbours, while part of the surface atoms are not interacting with similar elements. This means that surface atoms are in a higher energy state than body atoms. The difference depends on the number of surrounding atoms (it’s all about shape and position of the atoms in the surface).
There can be an excess of energy at the surface:
Gs^ =
G − Gb A
where A is the area of the surface, G is the total Gibbs free energy, Gb^ is the Gibbs free energy if all the constituent particles would have been in the same state as they are in the bulk phase. This can be reported as the surface tension (or surface energy):
γ =
∂G
∂A
P,V,n
According to the combination of surface tension when we have a drop of water on the surface and according to the surface tension of the surface, we can determine the wettability of the surface
γlv cos θ = γsv − γsl (1.3)
We can define a simple Wenzel roughness factor:
r =
A
A 0
where A is the ”true” surface area and A 0 is the nominal area. The contact angle can be affected by the morphology of the surface:
cos θrough = r cos θsmooth (1.5)
For example, in nickel surface that is completely cleaned in vacuum, we’ll have the interaction between two nickel’s surfaces. In the atmosphere, the adhesion will be decreased cause we have also the interaction between nickel and oxide. This phenomenon is really important in coatings. There are standards for roughness and surface treatments. About the parameters that we can use to define some values when we analyse the surface, always standards are used. The parameters are:
Height parameters
Spatial parameters: allow to refer to the possibility to have a measurement in a point of the surface and then describe what would happen on another point
Figure 1.4: Roughness profile
2. Wet phase deposition of metals
The techniques we are dealing with are electrodeposition, which relies on an electrical power applied to an electrochemical cell in order to have the driving force needed in order to produce the coating, and electroless deposition, in which no electrical power is used but the deposition happens thanks to chemical reactions that occur in a spontaneous way.
2.1 Electrodeposition
Process that allows to produce a metallic coating on a conductive coating thorough an electrolytical process. The coating is conformal: it will be a thin layer covering the surface and following the shape. This technique is used to apply different metals (but not all), alloys and composites.
2.1.1 Electrodeposition setup
You have an electrochemical cell and when a certain power is applied at the cathode (negative), metal ions in the solution will receive electrons from the electrode and will deposit on the surface of the material. The electrochemical cell is formed by:
Tank: a container. The requirements are that it needs to withstand the hydrostatic pressure of the liquid inside (very big objects are plated) and should be made of material that no interact with what is contained. Another parameter that affect the conductivity is the temperature: sometimes the tank is provided some heat exchanger resistance
Plating solution: provides the metal ions needed to produce the coating. It can contain some solvents that are used to improve the conductivity. An electrolyte is a solution in which dissolved ions allow the liquid to conduce electrical current by the migration of ions. In some cases some ions are added. Also additives can be added in order to control the metallic coating properties.
Current generator: device that is able to apply a voltage. The orientation in which the current is flowing is important: electrons are pumped to the cathode
2.2 Electrodeposition process
Let’s take as example the electrodeposition of copper. At the moment we apply a voltage to the cell, the current starts flowing, the copper (anode) will release particles of copper and electron, that will be absorbed by the cathode and there they are deposited. In this case we are talking about a sacrificial anode, because it gets consumed and it will be
Micro or nanostructure. If there is a mechanism that sees the formation of many nuclei, the deposit will be fine and granular.
Structural defects. There can be pores, that is good or bad depending on the function (if we want corrosion protection, pores have to be avoided)
Non metallic impurities. Additives that can provide some elements that form oxides or sulphides that are not wanted
Spatial uniformity. The homogeneity of the surface deposited and the thickness.
An amorphous structure is good to improve hardness of the material, while an equiaxed structure is more ductile. For metal deposition, the properties are: uniform thickness, grain structure, internal stresses, roughness and porosity, hydrogen. For alloy deposition the properties are: average composition, local composition and phase struc- ture.
2.2.5 Application fields
Decorative. Modify the appearance of the surface (for example with gold)
Corrosion resistance. Depositing a metal that thanks to galvanic coupling is corroding instead of the bulk material
Wear resistance.
Magnetism
Solder. Application in the field of electronics.
Electroforms and MEMS. This is when the electrodeposition produces some films that are so thick that become self standing.
Electrocatalysis. For example the production of hydrogen, thanks to Ni-Mo alloy.
Electrical contact. Is the case of printed boards.
2.3 Electroless deposition
Deposition of solid phase of continuous coating or powders of metals, alloys or compounds from aqueous or non aqueous solutions, without an external current source. A reaction, in order to be spontaneous, should be able to change the free Gibbs energy to a less one, so the ∆G has to be negative. ∆G◦^ = −zF ∆E◦^ or ∆G◦^ = −RT ln K (2.2)
where z is the number of exchanged electrons, F is the Faraday’s constant, E◦^ is the standard electrode potential and K is the equilibrium constant for a generic reaction. Electroless process takes place only if E◦^ > 0
2.3.1 Depositions mechanism
This deposition can be divided in galvanic plating and autocatalytic deposition. The galvanic plating, that requires the part and the tank of solution: the component is immersed in the bath and get coated. The autocatalytic deposition is more complex: a reducing agent is introduced and also surface activation is needed.
Galvanic displacement
The two species which are the reduced and the oxidized are two metals. The metal that gets reduced is a more noble metal that is present as ions in the solution. The species that is getting oxidized is the metal of which the component is made and is less noble of the metal that we want to deposit on it.
Autocatalytic deposition
Process in which the reducing species is the metal in solution, while the oxidizing is a reducing agent. The metal that is being deposited becomes catalyser for the reaction itself. Since the reducing agent is present in the bulk solution, there can be some homogeneous reaction, so reactions that happens in the bulk and not at the surface. The reaction has to be controlled because it can continue also after we stop the reaction itself. Sometimes, some particles of metals have to be deposited in order to catalyse the reaction. Since sometimes this process is required, this make the electroless deposition able to deposit also on non conductive materials.
2.4 Electroless plating vs. Electrodeposition
The pros are:
More uniform and compact deposits.
Better abrasion and wear resistance
Plating of non-conducting materials.
Plates wherever the part is wetted
The cons are:
More expansive
More brittle deposits
Shorter bath life
Higher bath temperature
Slower plating rate
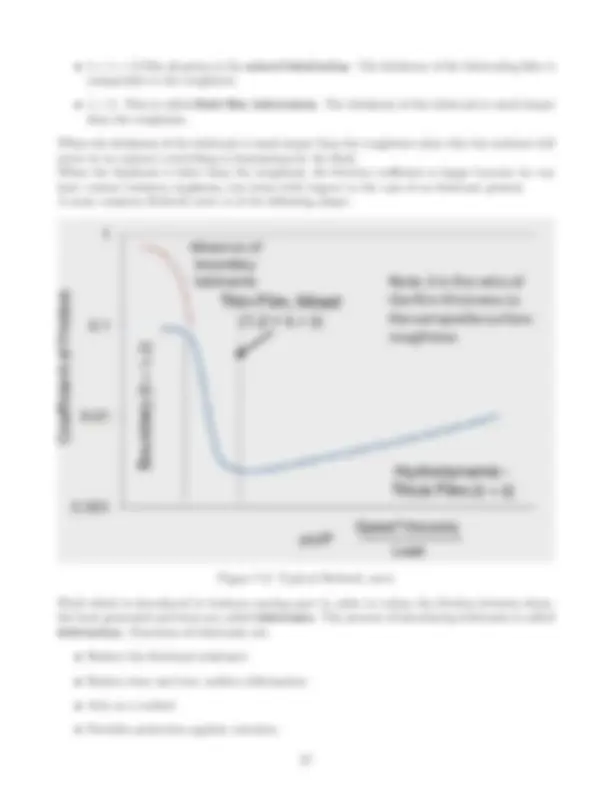
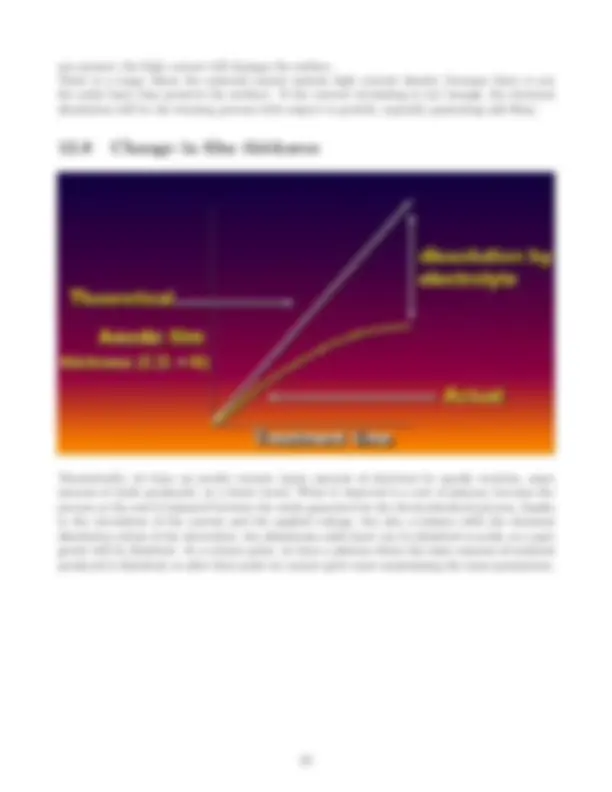
sort of mechanical joint that allow to have a very good adhesion of the coating with respect to the substrate. It is evident that if we want to reduce the adhesion phenomena we have to reduce the roughness. If we start from a very flat surface of the substrate, we can of course create a coating, but the mechanical contribution (so the adhesion given by this contribute) will be more or less zero. The higher is the roughness, the most the adhesion is implemented: this is true till a critical value of the roughness. The limit is given by the fact that when the roughness is so high, the coating will have difficulty in filling the spaces between the asperities. We can define the critical value as R∗, that depends on different factors:
The thickness of the coating: if the roughness is increased, also the thickness need to be thick in order to cover all the asperities.
The method used to deposit the coating: in some cases we can have good roughness and good thickness of the coating, but the technology is not able to perfectly follow the morphology: voids at interface are formed.
The value of R∗^ is not absolute.
3.2 Chemical contribution
An example in which the chemical contribution is important is a substrate of iron with on top a chromium layer. In this condition there is adhesion because there can be the case where we start from a flat iron substrate and we deposit chromium: both are metal, so if the surface is perfectly cleaned, there can be a sharing of electrons between iron atoms. We want to do this Cr-Fe coating because chromium has a good aspect, it is very bright. If we clean the Fe surface, we can implement adhesion, otherwise we need other methods in order to improve it. If we clean the surface, but the chromium coating is thick (150 – 200 micrometer), than the metallic interactions won’t be sufficient to let the two surfaces adhere. One example is to increase the rough of the material, that will lead also to an increased metallic interaction. So we have to play with all the parameters, because the effect is related. Another example is the bonding of Fe-Zn: in this case we can form a covalent compounds at the interphase. In Cu-Ni we have a different mechanism: some Ni atoms will go into the Cu and vice versa: in this case there is the formation of an inter-diffused layer where some Ni atoms are in Cu and some Cu atoms are in Ni. This will improve the adhesion of the materials. Another example is Ni-Ni: if we bring in contact the two surfaces, is evident that surface atoms will generate a good adhesion. If we are able to reduce the surface energy of one surface, we can reduce the interaction: to do this, it is possible to grow a layer of NiO layer that will use the available bonds to generate oxide, that will be characterized by a lower surface energy. There will be less adhesion, up to the case that we can detouch the nickel layer grown on top easily. This is useful when we want to replicate the substrate morphology.
3.3 Physical contribution
In this case we talk about surface forces. We talk about ”surface”, because at the micro scale the role of the surfaces become fundamental. We have the interaction between molecules and atoms: an example is the interaction of dipoles (electrostatic nature of forces). This means that when we have two opposite charges, they tend to attract themself. An explicit example is the MEMS. When the upper surface goes near to the bottom surface, there will be intermolecular (Van der Waals) interaction, and in this way we can measure the deflection of the cantilever.
Figure 3.1: The mechanism of MEMS
When we talk about forces, is important to talk about the potential that generated these forces. The equation we talk about is the Mie potential, that with specific constant (n = 6 and m = 12) becomes the Lennard-Jones potential. This expression is useful to describe a graph, in which on the y-axis is represented the pair potential, while on the x-axis the distance between the two bodies. For different increasing n, till n = 6 we can observe different lines, and we can notice that the distance is reduced. If the two surfaces are far enough, the effect of these surface forces can be considered less important with respect to the other kind of interactions (not neglected). We can evaluate the interaction between a point charge and a surface. What we obtain is:
W∞(D) =
− 2 πCρ (n − 2)(n − 3)Dn−^3
4. Friction and wear
Wear. Wear is a degradation of the material, so it can be defined as a loss of the material. The unit of measure is [g or mg].
Friction. Friction is a resistive force, so a force that is opposing to the motion of an object in contact with the other. Typically, this is represented by a number (μ), that is the friction coefficient. For our interest, 0, 001 < μ < 10. The lowest value means that the two surfaces can slide very easily, while the highest value means that the two surface cannot slide. The value 0, is the case of a well lubricated interface, while 10 is the case of Ni-Ni in vacuum: when we consider a surface of nickel very clean, is characterized by a very high surface energy (very prone to interact with another Ni surface), so we have a perfect match of the two surfaces and they can interact and stuck thanks to the metallic bonding that are easily formed. These conditions are real, but not very common, in fact the real interval of the friction coefficient is: 0, 1 < μ < 1.
These two concepts are completely different.
4.1 Friction
Let’s imagine two bodies, one over the other, and the upper body is trying to move: there is the instauration of a resisting force opposite to the moving direction. This lead to the formulation of the Amontons’law. The first law tell us that the frictional force is proportional to the normal load(F ∝ W ), in particular: F = μW. We can calculate the friction coefficient, considering the possibility to measure the applied load and the resistive force. The second law tells that the frictional force is independent from the geometrical area (contact area): we need to consider the real area of contact. The third law tells that the frictional force is independent from the sliding speed. Why this force is generated? At the interface there is the contribution of the adhesion phenomena. The real area of contact can change during time due to the sliding of the two materials (A ∝ W (^23) in the elastic condition, or A ∝ W in plastic condition). When we apply a load, we can reach the melting point of one material at the asperities (which will be lower with respect to the bulk), and this can introduce junction, oxides. If we have a high load and high velocity, we are combining the two worst effect, and this can lead to the melting of the asperities, which can lead to different phenomena.
The plasticity factor is defined as:
Ψ =
E
H
σ∗ r
where E is the Young modulus, H is the hardness, σ∗^ is the standard deviation of the heights of the asperities, r is the radius of curvature of the asperities. The idea is to correlate the behaviour of the material according to the applied pressure, and so the dependence by the area of contact, and the plasticity factor: we can define a boundary under which we have the deformation in an elastic regime, or another part of the plot where the regime is plastic.
Figure 4.1: Plot of the behaviour dependent by pressure and friction coefficient
Also how we modify the surface profile will affect the mechanical interaction of the asperities and, as consequence, the interaction between the two surfaces.
4.2 Wear
Part of the two surfaces will be removed by one body. At the interface there can be a contact point, where there is a bond, and the motion of the body will detouch a grain from the other body: the lose of the grain will determine the wear behaviour.
Abrasive wear. There can be particles between the two bodies: this will generate the degradation of one material according to the presence of the slurry (particles). This is one of the most common of wear mechanism. We can correlate the material loss thanks to the Archard equation: Q ∼
KW
H
5. Chromium plating
Deposit chromium layer on a metallic substrate. We need to specify that is metallic because we use a plating process, which means an electroplating or electrodeposition, so we need a conductive substrate. When we talk about chromium plating, we have to distinguish between:
Functional. We refer to the fact that the coating will give some functionalities to the material, typically a good corrosion protection and good wear resistance. The thickness of functional chromium is in the order of 1-1000 microns (high thickness). The solution is constituted by water and salt of chromium in which the Cr is characterized by a 6 va- lence (hexavalent chromium). Nowadays there are no alternatives, like using the trivalent chromium.
Decorative. The coating should change only the aesthetic appearance, in order to provide brightness for example. The range of thickness is below 1 micrometre. In this case the trivalent chromium is used. Hexavalent chromium is cancerogenic, this is the reason because the decorative plating doesn’t use it.
Black colour by electroplating is difficult to achieve, but in the case of chromium it is obtained both for functional and decorative coating. There are different properties of chromium as main element:
BCC structure. One of the most important property is the high hardness of the coating layer. As a first approach, if we are able to increase the hardness, also the wear resistance is enhanced.
Coefficient of friction (0.14). This is the coefficient of friction of chromium in contact with steel (is always important to specify the other material). This is a low friction coefficient, also considering the fact that we are not speaking about any lubricants.
5.1 Equipment for chromium plating
Tank. We do not have limitation on the size of the component that can be plated.
Electrolyte.
Component. It is connected to an external power supply. In order to close the circuit there are anodes. The selection of the material of anodes is very important. We need to introduce anodes in order to make as much as possible uniform the distribution of the current lines between the cathode and the anodes.
Heat exchanger. The electrolyte is used at the temperature of 50− 55 ◦^ C. Typically, increasing the temperature, we have a more conductive electrolyte: this allow to use less energy. When we refer to the conductivity of electrolyte, we talk about the conductivity thanks to the mobility of ions.
Emission control. There is a lot of emission, also of the chromium itself (hexavalent is cancerogenic). We need captive system in order to remove the amount of the hexavalent chromium
Filtration. Filter that are used to reduce the presence of particles and dust that can be accumulated from the environment by the electrolyte. Nowadays are always present because the standards that we want to achieve are so high that we want to reduce almost to zero any defects in the coating. This means also that cost is increased.
Agitation system. Where the chromium layer is forming we need to refill, because near the cathode we have a reduction of particles. Magnetic stirring or bubbling are used.
Figure 5.1: Equipment for chromium plating
The main cost related to this process is the electricity and the operator: other costs are very competitive.
Figure 5.2: Deposition rate with respect to the ratio
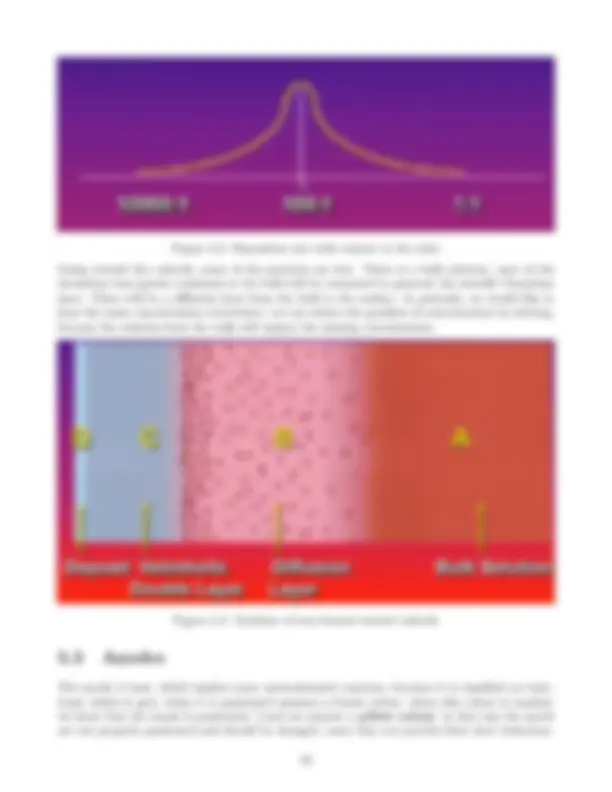
Going toward the cathode, some of the particles are lost. There is a bulk solution: part of the chromium ions species contained at the bulk will be consumed to generate the metallic chromium layer. There will be a diffusion layer from the bulk to the surface. In principle, we would like to have the same concentration everywhere: we can reduce the gradient of concentration by stirring, because the solution from the bulk will replace the missing concentration.
Figure 5.3: Gradient of ions formed toward cathode
5.3 Anodes
The anode is lead, which implies some environmental concerns, because it is classified as toxic. Lead, which is grey, when it is passivated assumes a brown colour: when this colour is reached, we know that the anode is passivated. Lead can assume a yellow colour: in this case the anode are not properly passivated and should be changed, cause they not provide their inert behaviour.
5.4 Typical operating conditions
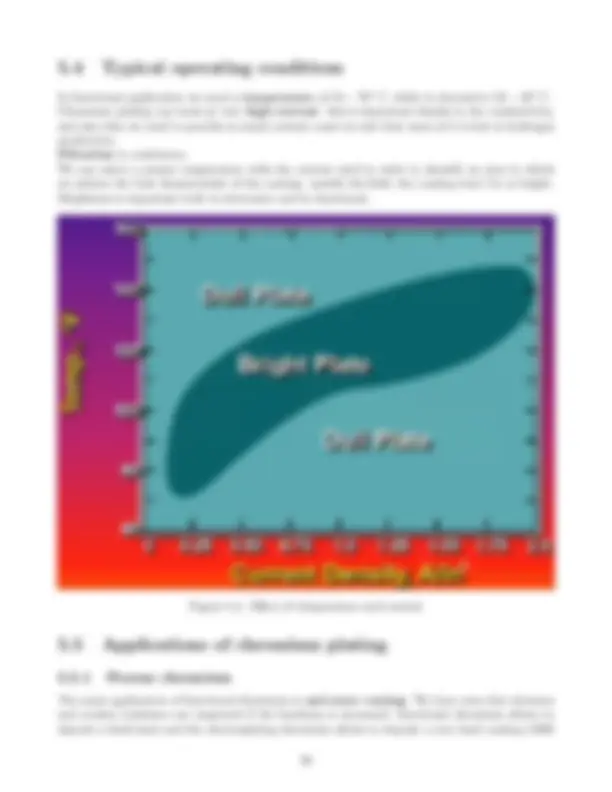
In functional application we need a temperature of 55 − 70 ◦^ C, while in decorative 32 − 50 ◦^ C. Chromium plating can work at very high current: this is important thanks to the conductivity, and also that we need to provide so much current cause we saw that more of it is lost in hydrogen production. Filtration is continuous. We can select a proper temperature with the current used in order to identify an area in which we achieve the best characteristic of the coating: outside the field, the coating won’t be so bright. Brightness is important both in decorative and in functional.
Figure 5.4: Effect of temperature and current
5.5 Applications of chromium plating
5.5.1 Porous chromium
The main application of functional chromium is anti-wear coating. We have seen that abrasion and erosion resistance are improved if the hardness is increased: functional chromium allows to deposit a thick layer and the electroplating chromium allows to deposit a very hard coating (