Scarica Electroplating and Surface Coatings: Chromium Plating, Adhesion, and Friction Behavior - P e più Appunti in PDF di Ingegneria Meccanica solo su Docsity!
Surface engineering
• Chromium plating Introduction
Chromium plating is a technique used for metallic substrates (conductive ones in general) which can be:
- Functional , or “hard chromium plating”. Its purpose is to produce a relative thick chromium deposit,
which provides one or more specific functions, such as hardness and wear resistance. Typical
thicknesses range from 0.5 to 1000 microns. It is based on solutions containing chromium trioxide
( hexavalent Cr).
- Decorative : thin coatings that are applied most often over a highly- polished surface or over bright
nickel. The purpose is to modify the appearance of the surface to a more pleasing color (faint blue
to black). Thicknesses range from 0.1 up to 1 micron. It can be obtained both from hexavalent and
trivalent chromium, but mostly from the latter. If chromium-3 is used, pollution will be lower and the
process is more flexible (it can be stopped and re-started), but the resulting coating will be weak and
slightly more impure.
Chromium is a metal characterized by a BCC structure that provides high hardness and wear resistance. It
has semi-magnetic property that allows thickness monitoring. It has low heat conductance , low coefficient
of friction and it can reach a hardness up to 1000 Vickers. To deposit chromium over a surface, the process
of electroplating must be introduced: it is an electrochemical process taking place in a tank containing a wet
phase and which allows coating of parts with any size.
• Electroplating equipment
- Anodes : they can be either soluble or insoluble.
Insoluble ones are made of a lead alloy containing
tin or antimony due to lead’s ability to passivate
(changing colour). Soluble anodes are almost never
used, since they passivate too much (reducing their
conductivity too much) and tend to develop
trivalent chromium. Multiple anodes are used to
allow uniform coating of the component.
- Cathode : it is simply the part that must be plated.
- Heat exchanger : most chromium plating processes require constant temperature. Cooling is
required during operation because of the high current load. Generally, there are two heat
exchangers, one to heat the solution and one to cool it down.
- Tank : it contains the solution. It is generally made of stainless steel coated by polymeric coatings to
protect it from corrosion (all but rubbers). Alternatively, it is possible to use titanium. There is always
a secondary tank that contains the first to avoid leakages if it is damaged. Note that chromium 6
is
both toxic and carcinogenic, but it gives better properties, not achievable with the trivalent one.
- Electrolytes : the salts of the metal to be deposited are dissolved in the solution. Commercial
electrolytes contain a lot of chemicals to increase conductivity and modify the coating properties
and they are generally aggressive towards the equipment and the environment. In particular, sulfuric
acid must be dissolved in the solution in a 1/100 ratio compared to chromium as it is a catalyst and
coordinates to the chromate ions (nowadays 𝐹
−
based substances can be used).
- Stirring system : it is used to speed up the kinetics of the process (reducing the diffusion layer ). It’s
generally either a bubbler , a mechanical stirrer or a filtration system, the latter being very good at
removing contaminants, which may be deleterious: dust particles may be embedded into the coating,
thus reducing the performances. It is also possible to stir the solution by means of pumps , but these
are usually used only during the deposition of composites. Stirring is also useful to compensate for
the tip effect , the concentration of electromagnetic fields on the tips of the material. This
phenomenon usually causes selective thickening in the coating.
- Exhaust gas hood : it is used to control the emission of pollutants. Fume suppressants are also
employed. During the process, a high amount of gases are produced (mainly hydrogen and oxygen ).
- Chemistry of the solution
The solution contains chromic acid in high concentration. It has acidic behavior and it dissociates in the
solution as:
3
2
2
4
2
4
4
2 −
While at high concentrations as:
2
4
2
2
7
2
2
2
7
2
7
2 −
The reduction of chromium takes place at the surface of the component being plated. Generally, the process
is catalyzed by the presence of sulfate anions (without it the reduction to metallic chromium is not feasible).
2
7
2 −
−
2
There are also side reactions that reduce the efficiency of the process (max efficiency 20% ):
−
2
2
7
2 −
−
−
3 +
2
On the anode , we observe the evolution of oxygen. This leads to a buildup of oxygen and hydrogen, which
may cause explosions, but oxygen is useful nonetheless: it oxidizes trivalent chromium in the bath to give its
hexavalent counterpart. Note that, as of now, only the hexavalent chromium oxidation state can be used to
produce effective coatings, despite the environmental hazards.
- Electrolyte bath structure
The electrolyte bath shows a “layered” structure, as in the figure below:
1) Electrode (workpiece)
2) Helmholtz double-layer, characterized by a double-layer of localized ions
3) Diffusive layer, where the main phenomenon is diffusion of ions to the electrode
4) Bulk solution (convection of fluids)
see this technique as a combination of the last two, having the highest resolution of all, also giving
maps of surfaces.
- Interferometry: An electromagnetic radiation is shot towards the sample. Due to the wave-like
properties of light, diffractive and interference phenomena will take place on the surface due to its
rough structure. Resolution is high for this technique and it’s best used for small areas. The output
of the instrument will be a top-down view of the sample’s surface in false colors, highlighting its
structure (a bi-dimensional map )
- Laser profilometry : A coherent beam of photons (laser beam) is pointed towards the surface to be
analyzed (contactless analysis). The consequent reflection angle of the beam is measured and the
surface is mapped accordingly. Resolution is very high for this technique, but limitations imposed by
the material itself are common: if the material is too rough or transparent , the surface won’t be
reflective enough for the beam to bounce off. As in the following technique, the output of the
instrument will be a graph of the surface obtained line by line.
- Mechanical stylus analysis: A sharp, hard and fine stylus is placed in contact with the surface to be
mapped. The stylus is sensible to roughness bigger than its tip and will move up or down accordingly
when dragged along a straight line over the surface. This movement will trigger an automated
response and the profile of the surface will be mapped, one line at a time. Limitations of this
technique include limited resolution due to the tip radius size and possible degradation (scratching)
of the sample.
- Parameters for superficial roughness
The parameters used to define a surface’s roughness are as varied as the techniques used to measure them.
A brief list and explanation of the most used ones will follow, along with their mathematical expression.
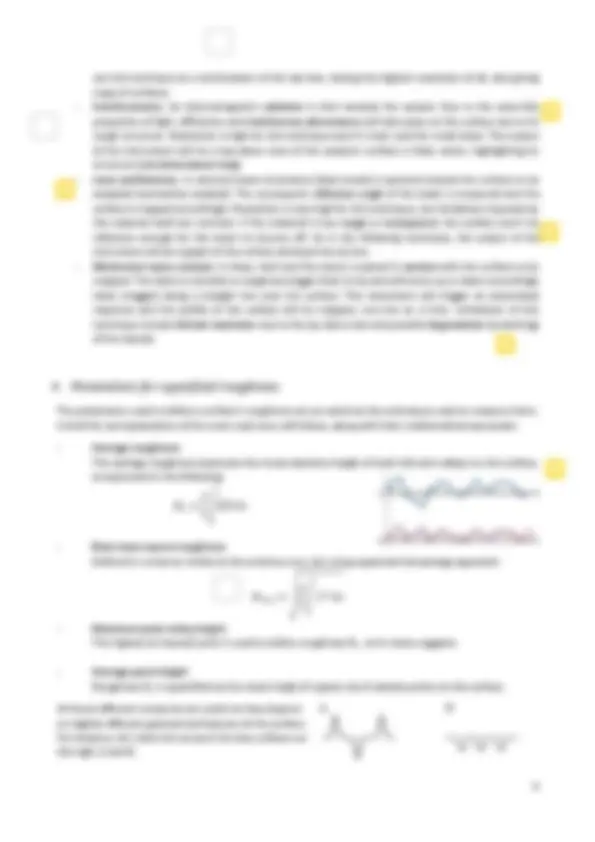
The average roughness expresses the mean absolute height of both hills and valleys on the surface,
as expressed in the following:
𝑎
𝐿
0
- Root mean square roughness
Defined in a manner similar to the previous one, but using a geometrical avarage approach:
𝑟𝑚𝑠
2
𝐿
0
- Maximum peak-valley height
The highest (or lowest) point is used to define roughness 𝑅
𝑡
, as its name suggests.
Roughness 𝑅
𝑧
is quantified as the mean heigh of a given set of sample points on the surface.
All these different measures are useful as they depend
on slightly different geometrical features of the surface.
For instance, let’s take into account the two surfaces on
the right, A and B.
For both cases, the average roughness might be equal to 0.25, but due to how it’s calculated, the root mean
square roughness is equal to 0.58 in the first case and 0.37 in the second. Different parameters give different
information on the surface, such as its production process and its life under service.
Spatial parameters are dependent on the history on the material and consider the effects of superficial
heterogeneity across the entire surface. The most used are the following:
- ACFV – auto covariance function
This function expresses the correlation between two shifted points on the surface of the sample, so
as to find a critical length after which the surface repeats itself (𝜏):
(𝜏)
= lim
L→∞
(𝑥)
(𝑥+𝜏)
𝐿
0
In optical application, the frequency at which a profile is repeated is a must-know.
- ACF – auto correlation function
This function is defined as the ACFV “normalized” on the root mean square roughness (squared) and
highlights the differences in the roughness before and after wear of the surface.
(𝜏)
𝑞
2
Another property dependent on the history of the material (and its superficial wear) is that which defines a
fractal. A fractal is the paragon of self-similarity, a structure which repeats itself perfectly for each scale.
This means that a mathematical description of roughness in dependence to scale is possible for a fractal:
(𝑥)
(𝐷− 1 )
cos
(( 2 −𝐷)𝑛)
∞
𝑛=𝑛
1
Where “G” is the characteristic length scale, “D” is the fractal dimension, which is correlated to the history
(1 for not polished surfaces and 2 for polished ones) and “𝛾” the density of the spectrum of frequency.
The act of characterizing mathematically a superficial sector of a sample in order to reconstruct another
sector is possible only if the object possesses a property, called self-transformability.
- Chemical characterization of a surface
The chemical composition of a surface can be examined by means of a variety of techniques:
- XRD gives information about crystallinity , crystallite size, strains and even composition, derived from the
pattern of the peaks. This technique is both quantitative and qualitative.
- XPS offers information about the composition of the examined substrate and so also about possible
oxidation. In addition, by means of sputtering, it is also possible to acquire knowledge on the inner layers.
- SEM/EDX give information about morphology and composition and are superficial techniques.
- Glow Discharge Optical Emission Spectroscopy gives a profile of composition vs. depth with sputtering
and consequent analysis of the sputtered material.
- X-Ray Fluorescence spectroscopy gives a measure of the quality of the coating.
The advantages of electro-less plating are the following: more uniform deposition, current-independent
rate, less porous deposits, better abrasion and wear resistance and plating possible on any surface.
The disadvantages are: more expensive (Pd for activation), lower rate , lower thickness , brittle deposits,
higher T (80- 90
o
C), shorter bath life, more chemical control.
The procedure involves cleansing and degreasing of the surface, etching
and then rinsing to remove the used chemicals. After that, the surface is
prepared by sensitization and activation , rinsing is again needed and
then finally electroless deposition itself can take place.
For some metals, such as Ni, Al and steels, activation is not needed. For
other metals, contact with the above, or even application of a cathodic
current, may be needed. For insulators, it is possible to deposit Pd after
immersion in SnCl 2
to increase roughness.
A common technique is represented by barrel plating , where
the parts to be coated are in contact with pieces of steel or
nickel inside a rotating cylinder in order to favor uniform
coating. Note that the oxidation of the reducing agent may also
trigger the deposition of a second element , such as in the case
of Ni-P plating, giving rise to difficult pure metal deposition.
Deposition of stoichiometric alloys is thus more complex than
with electrodeposition, since it is difficult to control the amount
of P and contamination is easier.
Stabilizers are used to prevent dust particle to act as reductive centers toward the metal ions and improve
brightness and uniformity. An excess, however, may cause a reduction of the plating rate.
organic additives are used in solution to form meta- ion complexes , stabilizing the pH and increasing the
deposition rate.
During the process of Ni-P plating, the hypophosphite ion (reducing agent, from sodium hypophosphite) is
catalytically oxidized onto the surface to be plated. This is done to release hydride ions, which are then
available for reduction of nickel ions at the surface. The hypophosphite also undergoes catalytic
decomposition, forming either additional hydrogen or phosphorous. The products of the reactions are thus
the nickel-phosphorous deposit, phosphate ions, hydrogen ions, and hydrogen gas.
Two types of electroless nickel solutions are currently employed; namely acidic (𝑝𝐻 = 4 − 5. 5 ) and alkaline
solutions (𝑝𝐻 = 8 − 10 ). The essential constituents of electroless nickel solutions are a soluble nickel salt to
provide nickel ions, and a reducing agent. Other constituents are complexing agents, buffers, solution
stabilizers and rate promoters.
The deposition rate of electroless nickel from acid solutions decreases with decreasing pH. Solutions below
pH 4 are impractically slow. At pH above 5.5, the precipitation rate of nickel is too fast and it leads to bath
instability. On the other hand, the deposition rate of electroless nickel from alkaline solutions is not
significantly affected by pH. These solutions are usually maintained at pH 8 to 10 with ammonium hydroxide
(when ammonium hydroxide runs out the solution’s color shifts from blue to green).
The phosphorous content of nickel coatings is primarily dependent upon the solution pH; decreasing with
increasing pH. Acid: 2 - 13% , alkaline 3-7%.
A higher phosphorous content of the coating means that:
- Ferromagnetism and tensile strength decrease;
- Wear resistance, Salt spray time and corrosion resistance increase.
T emperature is one of the most important factors, affecting the plating rate as an exponential of T.
Turnover : when a mass of nickel equal to the entire nickel content of the tank has been deposited, a
“turnover” occurred. At this point, the operator may remove the solution from the tank, rinse all
components, passivate/strip surfaces of hardware being used with nitric acid, rinse all hardware, make
chemical modifications to the solution as necessary, and finally return the solution to the tank for further
service. After a certain number of turnovers, the orthophosphate concentration becomes too high (>
300 𝑔/𝑙), and the solution must be either purified or recycled. 10 turnovers are the minimum number for a
well-engineered process.
- Electroless Plating - heat treatments
Heat treatments tend to alter the structure of the electroless deposit, from an amorphous to a crystalline
nickel structure containing insoluble micro-particulates of 𝑁𝑖
𝑥
𝑦
and 𝑁𝑖
𝑥
𝑦
alloys. The composition of these
compounds will depend on the temperature-time relationship, the cooling rate after heat treatment and
type and amount of internal stresses in the deposit. The most commonly found compound is 𝑁𝑖
3
Heat treatment of Ni-P and Ni-B electroless alloys will result in an increase in hardness under the right values
of temperature and time, which are typically optimized for each alloy and substrate combination. Higher
temperatures typically produce maximum hardness in a short period. Heat treatment for excessively long
periods can reduce the hardness well below the optimum values.
- Electroless Plating- nickel phosphorous types
- High phosphorous (> 10%𝑃): Offers a combination of excellent corrosion resistance and reasonable
wear resistance. It is not ferromagnetic. It has low hardness values (850 VHN after heat treatment).
- Mid phosphorous ( 6 − 9%𝑃): Better solderability, faster deposition rate, higher hardness, cheaper,
but lower corrosion resistance.
- Low phosphorous ( 2 − 4%𝑃): Offers the highest hardness, both before and after heat treatment ( 700
up to 1050 VHN). Best solderability, cheapest, but has the lowest corrosion resistance.
The main methods which are used to measure thickness are:
- Dropping tests
- Microscopic
- Coulometric stripping
- Beta backscatter
Dropping test : it is used to determine the coating thickness in areas not accessible to measurements using
probes. Usually employed for Zn, Cd, Sn and Cu. Precision is around 15%. During the test, a corrosive solution
is dripped on the coating until the latter is penetrated.
Coulometric stripping test : the device consists of an instrument housing a small test cell which is placed on
the test sample. The test cell is in contact with the sample’s surface by means of a small rubber gasket, which
prevents leaks The cell is filled with an electrolyte , through which current passes, dissolving the coating. The
sample serves as the anode. The test stops when there is an abrupt change in the applied current or potential,
indicating that the coating is fully dissolved. Knowing the area and the charge required, thickness is
determined. A direct relationship between time needed and thickness can be obtained. Many factors can
force required to peel the deposit is recorded. Results are influenced by the angle of peel, rate of
peel, thickness, and width of the strip. The peel values are divided the force necessary to initiate
peeling or the force necessary to continue peeling at steady state, and are given as force/length. The
adhesion can be estimated by how far from the detachment line of demarcation the deposit is peeled.
Most of the following tests are based on accelerated corrosion, developed to give results in a shorter time
than field exposure.
- Salt spray : the 5% salt spray test is the most widely used corrosion test. The test may be made more
aggressive by changing the pH with acetic acid (common for zinc-based alloys) or copper based acids,
the latter being even more aggressive. The number of days the coating resisted is counted.
- Corrodkote test : it evaluates the corrosion protection of a decorative copper-nickel-chromium
deposit on either steel or zinc based alloys. A slurry containing cupric nitrate, ammonium chloride and
kaolin Is used to test panel or product. The film is allowed to dry before exposing the part to humidity.
The temperature is fixed at roughly 38°C. and A single period of 20 hours is considered one cycle. The
sample is then removed from the humidity chamber and visually examined for signs of corrosion.
- Humidity test : used alongside other corrosion tests it can detect retained residual plating solutions
embedded in the film. It can be used to artificially age coatings prior to some tests. Humidity tests are
also used to evaluate the adhesion and performance of paints. Total immersion, partial immersion
and cyclic immersion tests with water or diluted electrolyte solutions are also used alongside high
temperatures.
Other tests include:
- Porosity tests
- Hardness tests
- Porosity tests
- Residual stresses tests
- Ductility tests
- Hydrogen embrittlement tests
- Surface roughness tests
- Wear tests
- Surface forces and adhesion phenomena
The study of superficial forces is paramount to understanding how and why phenomena like adhesion and
friction occur. In this chapter said forces shall be introduced and modelled.
Firstly, one must define what a superficial force may originate from. Three main types exist:
- Chemical forces (chemical bonds)
- Mechanical forces (mechanical interlocking)
- Physical forces (dipoles, charges…)
In the case of electrostatic forces one can identify three main types of interaction:
- Keesom ’s dipole - dipole attraction,
- Debie ’s dipole - induced dipole attraction,
- London ’s induced dipole-induced dipole attraction, also known as Van der Waals bonds.
These forces have conventionally been studied on extremely small particles, interacting either with a surface
or another particle. From these experiments a common result emerged: adhesion forces are strictly short-
range interactions , able to take hold of the particle only for distances in the order of the nano/micrometer.
One way in which these forces’ potential is modelled was proposed by Mie , a purely empirical expression:
1
𝑛
2
𝑚
From this expression stemmed other, more specific ones, in which the values C, n and m gain a somewhat
physical value. One of such expressions is the Lennard-Jones potential, in which 𝑛 = 6 , 𝑚 = 12.
Note that, the higher “n” gets, the more “short range” the attractive force becomes. Long range interactions,
such as gravity, can be modelled with 𝑛 = 1 , for instance.
This model proved invaluable, but probably managed to give the reader a
false sense of scale. As a matter of fact, this dependence on range is a
consequence of the microscopic nature of the particle under study, making
it unsuitable to model two vast, planar surfaces interacting with each other.
In order to develop a better model, one needs to consider a real particle of
radius “R”, computing the above expression for the radius of the particle
tending to infinite. If that’s the case, its curvature will tend to zero and a
simple, infinite surface will be left. For 𝑛 > 3 we have a potential:
𝑛− 3
Thus, if we put n=6 like in the L.J. case, it is possible to note that the behavior is different, since we are not
referring anymore to single molecules or atoms, we have a bigger scale of interaction:
3
Let us consider for example a coulombic attractive force between a particle and a surface of infinite depth
and width. One such particle shall feel a coulombic potential quantified by the well-known expression:
( 𝑙
)
1
2
0
𝑟
The coulombic attractive force will be given by the first derivative over the distance, which in turn will result
in the following expression, where 𝜎 will be the charge density on the surface:
( 𝐷
)
0
𝑟
[
2
2
− 1 ]
The above shows that, for a particle radius tending to infinity (𝑅 → ∞) the resulting attractive force shall be
independent from distance , equal to a constant which only depends on the environment:
𝒔
𝟎
𝒓
This expression means that, in real surfaces , attractive forces are actually a form of long-range interaction.
Clearly, in real cases no infinitely wide surface is possible, thus forces do not actually have an infinite range.
The above expression also highlights the importance of the medium between the two surfaces, especially in
physical, electrostatic interactions. Said medium can either strengthen the attractive force ( adhesive ) or
A different phenomenon is that of elasto-hydrodynamic lubrication , where surfaces are not conformal and
the pressure largely increases due to the confinement of the load to a small area. Here the lubricant may
behave as a solid , since:
0
e
(𝛼𝑃)
This can cause load transfer and deformation of both surfaces.
In boundary lubrication the separation is only of few hundreds of
nanometers, obtained either by physical absorption (VdW forces) or by
chemical absorption (covalent bonding and self-assembled monolayer). This
will modify the chemical and the physical contribution to friction, leaving the mechanical one unchanged.
Steric occupation of the space also opposes the applied load, giving a form of repulsion.
On the boundary between boundary and mixed lubrication, the two surfaces are not completely separated
and between them lies a film of lubricating “boundary additives”. These are so called because they protect
the two surfaces from wear, but they have not been characterized yet.
- Chromium friction behavior
Cr is used both for low-friction and wear-resistant applications. The amount of material lost to wear can be
quantified as:
Where H is the hardness, W the load and K a proportionality constant. Given the hardness of Cr, its wear
resistance is also high. Chromium layers also tend to be flat , preventing interlocking. In addition, the
microcracks can also retain lubricant , while the overall surface energy is low thanks to the natural passive
oxide on the surface. Chloride may however cause corrosion at the interface by slipping through the cracks,
which can be prevented by: filling them with lubricant, forming Ni-P or Ni interlayers, or by growing different
layers of chromium instead of only one. the latter can be done only by lapping (cleaning) the surface before
starting again, in order not to cause cohesion failure due to oxidation.
These coatings are widely diffused as a mean of corrosion prevention, due to zinc’s low “nobility” and its
uniform corrosion behavior. In addition, these surfaces can be easily modified by conversion coating
technologies to further improve corrosion, to affect the friction coefficient and to give a better anchoring for
paints. As for the possible existing deposition methods, we will examine the following:
1. Zinc Electrodeposition (ECD) : the applied material can be cheap, pure zinc, but also alloys such as ZnNi
(Ni 12%). The latter produces a specific crystalline phase ( 𝜸 ) , which increase the corrosion resistance (in
the order of hundreds of hours at the salt spray test). Different electrolytes can be used, either acidic or
alkaline ones, the former having higher efficiency. Economic considerations impose a limit on the use of
cyanide-based reagents. The problems arising from this method are due to side reactions of
electrodeposition, which enhance the risk of hydrogen embrittlement. The deposited thicknesses are of
the order of few 𝜇𝑚.
2. Hot Dip Galvanizing (HDG) : pure molten zinc is used, since 𝑇 𝑚
𝑍𝑛
𝑜
𝐶. The interface between layer
and substrate will not be as sharp as in the previous case ( diffusion ). As a matter of fact, the presence of
intermetallic compounds is inevitable since in the molten zinc will dissolve in the iron and vice versa,
giving precipitation of compounds with a gradient percentage of the two elements. This affects both the
mechanical properties and the corrosion resistance.
Usually the top layer will be pure zinc, which offers the best resistance to corrosion. Depending on the
percentage of the two elements, a hard 𝜹 phase might be present, which offers high wear resistance.
Thus, the process should be tuned to achieve a desired thickness of the 𝛿 layer. The deposited thicknesses
are of the order of some hundreds of 𝜇𝑚, which may cause weight issues. Also, some steels will diffuse
so fast into the zinc layer to cause various problems.
3. Zinc Flakes : used for bolt fabrication, this technique is also referred to as Zn paint , since it is a mixture of
Zn and Al particles (100 𝜇𝑚) and epoxy resin, with silane sizers. The coating can be applied either by
spraying, dipping or in a centrifuge and the structure is composed of lamellae of zinc held together by the
resin, which provides a physical barrier and lowers the friction coefficient. The finish will be matte and
not bright, but the thickness is very uniform (< 10 𝜇𝑚, tipically 4+4) and the coating can be easily colored.
4. Mechanical Zinc : A reactor contains a solution of Zn particles (typically a suspension, with surfactants to
avoid conglomeration) and hard spheres. A rotation is imposed to the system and the spheres will spread
Zn on the top of the component, with metallic bonding or interlocking. Thus, the deposited material will
be pure Zn, with thickness of the order of 10 𝜇m.
5. Sherardization : this is a solid-state diffusion process used for large components. The process consists of
putting in contact the component with zinc at high enough T’s (enough for inter-diffusion, but not melting)
and the result is a layered structure of intermetallic compounds. The thickness will be dependent on the
time of the process and is generally around 100 𝜇m.
- Chromate conversion coating
Chromate conversion coatings are chemically generated layers, on zinc and other metals. The combination
of zinc , to sacrificially protect the steel, and the chromate film, to enhance the appearance and improve the
corrosion resistance of the zinc, makes it one of the most appealing solutions in coating industry.
The appearance of the coating is able to match the electroplated chromium, reaching similar levels of polish
and specular reflectivity. The brightness and uniformity of color on the finished product are then greatly
enhanced. Moreover, chromate films also enhance paint adhesion to zinc coated/plated parts.
The amorphous trivalent chromium oxide provides a mechanical barrier against abrasion. Although
chromate coatings have relatively low abrasion resistance, they are still good enough for mild-wear
applications. Cold forming operations are usually possible. Films can also be soldered, but it must be
remembered that they are damaged by heat. As a result, a large area of chromate film around the solder
joint is damaged by the soldering temperature.
The color of the film is determined mainly by the amount of entrapped hexavalent chromium, by the
insoluble trivalent chromium and the catalyst that complex them. The color allows the definition of four
major types of conversion coatings for zinc:
- Clear or Blue-bright : it is primarily used to provide a decorative finish.
- Yellow : it provides a good corrosion protection. It is used in the automotive field, computer hardware,
appliance, and other industries where good corrosion resistance is necessary.
- Olive drab: it offers the maximum corrosion protection over zinc and it requires hexavalent chromium
based systems.
- Black : it offers a very good corrosion protection. The most expensive formulations can reach a values
equal to that of olive drab coatings.
Chromate conversion coatings are easily dyed , which can be for color-coding of parts.
Phosphate coatings are produced by converting some of the soluble phosphate to insoluble phosphate
compounds. To crystallize any inorganic compound, the solubility of that substance must be exceeded,
usually by cooling down an oversaturated solution, or by changhin pH and chemical content near the surface
of our part. pH increases due to the dissolution of the substrate metal, which releases hydrogen gas,
depriving the solution of 𝐻
ions. The dissolved metal increases the salt content above the solubility level,
initiating the crystallization process. Depending on the chemical constituents and conditions of temperature
and agitation, more than one phosphate compound can crystallize out of the solution.
The largest application for phosphate coatings is as an intermediate for bonding paints. Such coatings
substantially improve adhesion, impact resistance and flexibility of paint films and prevent the rusting of the
underlying metallic part in case of failure of the paint.
There exist different types of phosphate coatings:
- iron phosphate coatings: excellent adhesion and good corrosion resistance;
- zinc phosphate coatings: excellent corrosion resistance and superior paint bonding;
- manganese phosphate coatings: good corrosion resistance, porous structure holds oil reservoir.
These compound coatings are made of very small interlocked crystals which create a very intricate structure.
This structure is porous and allows a very good mechanical adhesion , acting as an oil reservoir.
Zinc phosphate : commonly used as an under-coat for paint, it improves adhesion and corrosion resistance
of the part, even if the paint is slightly damaged. Corrosion resistance is high, even though synthetic oils can
prove detrimental. The crystals also act as lubricants in cold metal deformation applications. Zinc phosphate
has several advantages over iron phosphate. The crystal size can be controlled by the addition of modifiers
or surface conditioners prior to the process. Zinc phosphate also provides an excellent oil storage and the
corrosion resistance is dependent upon the quality of the applied oil. Under paints, zinc phosphate offers
better adhesion, corrosion resistance and impact resistance. Visual examination is employed to check the
quality of the coating. Zinc phosphating processes are organized as follows:
- alkaline cleaning
- water rinsing
- surface conditioning
- zinc phosphating
- water rinsing
- acid rinsi
Iron phosphate: an iron phosphating solution generally consists of alkali metals or ammonium dihydrogen
phosphate. Oxidizing agents , such as nitrites or chlorates, often are used to aid in the phosphating process
by increasing the rate of coating formation. Efficiency is always less than 10%, because competing
intermediate reactions take place. The principal competing reaction is the oxidation of the (primary) ferrous
phosphate to form the very insoluble ferric phosphate, which precipitates from the solution as sludge.
Manganese phosphate : Highest corrosion resistance of all the phosphates. In addition, these coatings are
excellent in abrasive wear applications. It is generally performed on components where electrolytic solutions
may become trapped, causing localized corrosion phenomena, or where no good rinsing with acidic chromic
acid solution can be performed. Different process phases are:
- Cleaning of the surface
- Rinse
- Pre-condition
- Phosphating: 10/15min at 95°C
- Rinse
- Dry
- Lubricate with solid lubricants(optional)
Phosphating and electro-painting procedure: electrochemical technique for applying paint to a metal
surface. The part to be painted is made either into an anode or a cathode. the paint, under the influence of
an electric field, migrates to the surface of the metal and becomes insoluble due to an electrical
neutralization phenomenon. The deposited paint acts as an insulating film causing deposition to occur
uniformly over all surface areas of the part.
A properly cleaned surface is critical for the phosphate layer. Traces of soil , areas of light oxidation or
polymerized oi l will affect the phosphate conversion coating appearance. Any irregularities will be magnified
during the painting process. At the end of the process it is necessary to perform a chromic acid rinsing , which
enhances corrosion resistance and minimizes rusting during line stoppage. The benefits of this final rinse are:
- Minimizes filiform corrosion
- Reduces paint blistering
- Minimizes rusting of parts during line stoppage
- Degradation phenomena
Surface degradation can have different causes:
- Adhesion : two surfaces in relative motion with each other may have a partial electronic cloud
superposition. If high, degradation will be quicker. To minimize this, we must choose a proper
combination with low chemical compatibility.
- Abrasive wear : it is a phenomenon caused by the presence of abrasive particles between two surfaces
in relative motion. these can be present due to:
- Ploughing
- Brittle fracture
- Grain detachment
- External environment
If the particle hardness is just slightly higher than that of the surface, wear rate increases dramatically. To
reduce it, it’s necessary to reduce the grain size or increase the hardness. Abrasive wear can also be
exploited, such as in polishing.
Erosion : wear process caused by the impact of particles (solid or liquid) against a surface. It can be
macroscopic, at the atomic scale or due to cavitation. The main parameters to consider are:
- Phase of the particles
- Shape/size
- Angle of impingement
- Velocity
Small and slow particles with low angle of impingement cause a sort of abrasion, while high-angle ones can
induce plastic deformation of the surface. Big and fast particles can induce local melting of the surface,
changing the local mechanical properties. Erosion can occur also at the atomic scale, due to local
displacement of atoms and an increase of surface energy. When surface energy becomes too high, cracks
nucleate on the surface, to obtain a lower energy configuration. In cavitation : bubbles collapse at the
interface between a liquid and the material. If the released force is high enough, detachment of particles
from the surface may occur.
Other wear-inducing phenomena include:
- Fretting : similar to abrasive wear, but the removed material is not ejected from the contact area. It
is much more aggressive than abrasive wear and it requires a special design of the contacts. Hard
chromium is extremely bad for preventing this phenomenon, as it releases hard particles.
- Melting wear : the heat generated during surface sliding may induce local melting of the surfaces.
Usually melting concerns asperities since they have a lower melting point compared to the bulk
material. If oxygen is present, oxidation may occur with modification of the surface properties.
- Diffusion wear : high stresses and temperature may cause diffusion of material from one surface to
the other. This causes a modification of surface properties.
- Fracture, fatigue, creep : all of these may cause failure of the component.
- Chemical action : the main chemical degradative phenomena are related to reactions in water, high
temperature oxidation and biochemical processes.
DVD’s have the same size of standard CD’s, but they’re made by two substrates glued together. The possibility
to use two layers for data storage allows to have 4 different formats (5, 10, 9, 18) with different capacities.
In DVD’s, tracks have a lower distance and lower pitch dimensions. This allows for higher data capacity , but a
lower wavelength laser is also needed to read the data. Blu-ray discs take this to the extreme, with smaller
track distance and even lower pitch dimensions. They require a blue laser to read the data (405nm).
In this process, the component to coat plays the part of the anode , in order to get an
oxide coating. In addition to Al , also Zr and Mg can be anodized, due to their oxides
being stable and hard.
Acidic electrolytes are generally preferred over basic ones and thickness and porosity
can be fine-tuned depending on the type used. Basic electrolytes give non-porous ,
thin coatings.
Aluminum is particularly good for this process, as the resulting oxide layer wil be homogeneous, conformal
and with no “edge effect”, unlike in plating. This issue is only present at the beginning of the process, because
of the distribution of current lines, but it will self-regulate with growing thickness, as the oxide is not
conductive. The final thickness will depend on the voltge and on the type of material.
Anodizing leads to an increase in volume , which must be controlled, but there are no adhesion issue during
the problem. Anodizing alloys is possible, but complex, as compounds may form on the surface and alter the
electrochemical activity. These compounds will not dissolve in the bath and are usually inert , which will lead
to the creation of big pores on the surface. This problem must be solved through careful etching.
Another feature of the process is the co-precipitation of sulphate salts (low
percentages) and the entrapping of water and alloying elements, coming
from precipitates or contaminants. The final structure spots porous
hexagonal cells , with a compact barrier layer at the interface with the
component. A post-treatment to close these pores (sealing) is mandatory.
The general temperature of the process must be controlled, as lower T ’s (up
to 0
o
C) imply better properties. Since the coating is essentially inert and non-
conductive, the potential step must be smooth, to prevent burning.
Due to Faraday’s law, the thickness of the oxide layer should theoretically
increase with time, but in reality it reaches a plateau: growth is faster at the
beginning, but then it decreases. By examining the Al case, we know that it’s
unstable in both alkaline and acidic media: the growing rate will thus be a
balance between the chemical etching and the actual deposition.
Hard anodizing is a technique based on sulfuric acid, witch employs additives, low temperatures, high current
densities and vigorous agitation. It provides good hardness (300-450 DHN), abrasion resistance, a large
breakthrough voltage, low porosity and high heat resistance.
Soft anodizing can be obtained if the only interest is corrosion resistance. It is performed with high T’s, higher
solution concentration and lower voltages.
Brightness is usually controlled through roughness and by means of etch-dipping. there are three ways:
- Nickel-acetate seals : the solution will be absorbed in the porous structure. A thermal treatment then
causes evaporation of the solution and deposition of the salt, an insoluble, mixed hydroxide acetate
of Ni and Al.
- Water sealing : As above, but the deposited material is Al hydroxide.
- Use of PTFE.
Lastly, in order to color the component, pigments can be introduced in a suspension just before sealing, or
directly during anodization (electro-coloring). The latter can be problematic since, pigments can stop the
growth of the layer like precipitates. Over time, pigments can react with the environment, giving
discoloration, against which electro-coloring is more resistant.
To reduce both porosity and internal stresses, pulsed anodizing can be used. This technique gives higher
growing rates, but requires more expensive power suppliers.
Vapor deposition gives higher hardness and wear resistance. Its advantages over other techniques are:
More controlled environment with lower risk of contamination;
Possibility to use plasma both to prepare and to deposit on the surface, the former also in combination
with wet processes;
- Capability to follow the geometry precisely and to provide a very conformal coating.
As drawbacks:
- The dimension of the component is directly related to that of the chamber, an issue for large parts;
- Its deposition rate is lower than that of PVD;
- The typical achievable thickness is only of few microns;
- Higher temperatures are needed (up to 1100
o
C), which limits the material of the component.
Gaseous precursors, such as Ti and Al chlorides, must be
combined with other species (and inert gas) to give
adequate reactions. The flow of gas must be optimized to
have a sufficient flow at the surface. Thanks to the high
temperatures, the reaction takes place on the surface
only: rearrangement to form a perfect lattice is highly
favored. An important parameter to control is Δ𝐺
𝑉
, since
too negative values impede rearrangement (too high
nucleation rate).
Nowadays, even metalorganics species are being
employed to increase the number of feasible precursors, but this process is still rather expensive.
Pure nickel can be deposited on any substrate via CVD (not only conductive), which is impossible by means
of any other technique (electroless deposits compounds). A special case of CVD is that of oxidation reactions ,
such as in the case of quartz coatings , where silica is used, along with self-assembled monolayers of silanes
for anti-fingerprinting applications. CVD is also employed for carbon-nitrides , which combine insulating
properties with hard coating. By choosing the accurate precursor, it is also possible to obtain various coating
structures, such as multilayer, gradient and super-lattices coatings.