Download Casting Processes: Patterns, Mould Making, and Sand Properties and more Exams Manufacturing Processes in PDF only on Docsity!
Manufacturing Processes
(MET 201)
B.Tech. (
rd
Sem) Autumn 2022
Department of Mechanical Engineering
NIT Srinagar
Course In-charge Dr. Noor Zaman Khan 1
Manufacturing
- Manufacturing is a process of converting raw material of low utility into a finished product. Classification
- Casting process – Melting and solidification. (Sand mould C, Die C, Centrifugal C, Investment C)
- Machining process- Removal of excess material (Turning, Milling, Drilling, Boring, Shaping, Planning, Gear cutting etc)
- Forming process- Plastic deformation (Forging, Drawing, Deep drawing, Rolling, Bending, Extrusion)
- Welding process- Heat and/or pressure (Gas, Arc, high energy beam welding, solid state welding)
- Rapid Prototyping- layer by layer (SLS, FDM, LOM) 11/24/2022 Dr. Noor Zaman Khan 2
Casting
- Casting is one of the oldest manufacturing process. It is the first step in
making most of the products.
- https://www.youtube.com/watch?v=EIBDp6U8bHo
Applications
- Automobile
- Aerospace
- Railways
- Ship building
- Electrical equipment (Motors, Generators, Pumps)
- Household: Kitchen appliances, furniture etc.
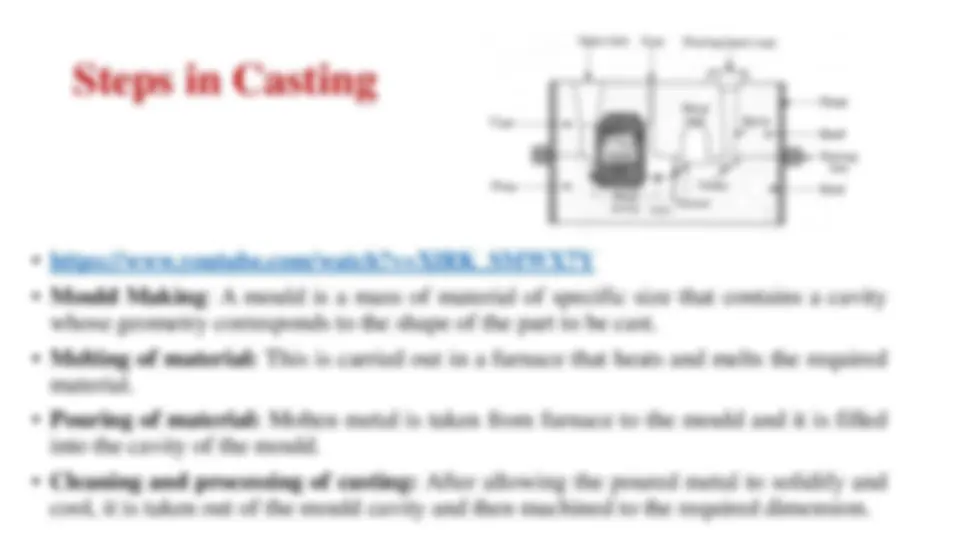
Steps in Casting
- https://www.youtube.com/watch?v=XlRK_SMWX 7 Y
- Mould Making : A mould is a mass of material of specific size that contains a cavity whose geometry corresponds to the shape of the part to be cast.
- Melting of material: This is carried out in a furnace that heats and melts the required material.
- Pouring of material: Molten metal is taken from furnace to the mould and it is filled into the cavity of the mould.
- Cleaning and processing of casting: After allowing the poured metal to solidify and cool, it is taken out of the mould cavity and then machined to the required dimension.
Advantages and Disadvantages
- Parts having complex shapes can be produced.
- Parts can have hollow sections or cavities.
- Very large parts can be cast.
- Little or no loss of material.
- Tools and equipment required for casting process are simple and inexpensive.
- Not preferred for parts which require high surface finish
- Not preferred for parts which require high dimensional accuracy
- Difficult to cast very thin parts
- Difficult to obtain porous free structure such as pressure vessels.
- Difficult to cast those parts that have to be made of highly reactive metals.
Casting Terminology
- Casting: The term is used to describe both the process and product.
- Pattern: It is the replica of the final product. It is used to make the mould cavity.
- Draft: It is the taper on the vertical faces of a pattern for its easy withdrawal from the mould
- Flask: A flask or a molding flask is an open-box like structure which holds the sand mould.
- Cope: Upper portion of mould above parting line.
- Drag: Lower portion of mould below parting line.
- Riser: It is the extra cavity created in the mould that is also filled with molten metal. The function of the riser is to act as a reservoir of molten metal for the supply of additional metal to the casting as it shrinks during solidification.
- Core: This is an insert made from sand having the size and shape as that of the cavity desired in the casting. It is placed in the mould cavity prior to pouring the molten metal.
- Core prints: Projections made on pattern used for locating and providing support to the core.
- Core box: It is the mould or die used for producing cores.
- Chaplets: These are metal pieces placed in the mold cavity either for giving support to the core or to anchor the core in place. These are usually made of the same material as that of the casting.
- Chills: These are metal pieces placed in the mold to increase the rate of solidification of molten metal in the regions where they are placed. These are usually made of the same material as that of the casting.
- Vents: These are fine passage-ways created in the mold for exhaust air to escape from the mold cavity when the molten metal flows into the mould.
Pattern
- Pattern is a replica of a object to be made with some modifications. The modifications are (i) Allowances (ii) Core Print
- A pattern somehow have different dimensions than the actual part to be manufactured.
- A pattern prepares a mould cavity for the purpose of making a casting.
- A pattern may contain projections known as core prints if the casting requires a core and need to be made hollow.
- A pattern may help position a core before the moulding sand is rammed.
- Properly made patterns having finished and smooth surfaces reduce casting defects.
Pattern Materials
1. Wood
- Easy availability, low weight and low cost
- Can be easily shaped
- Absorbs moisture. So, distortions and dimensional changes occur
- Relatively lower life, hence suitable for small quantity production
- Ex: Pine, Teak wood
Pattern Materials
2. Metal
- Metal patterns are extensively used for casting, because of their strength, accuracy, good dimensional stability, durability and smooth surface finish.
- Used for large quantity production and for closer dimensional tolerances
- Longer life
- Metals: Al, cast iron, brass etc.
- Aluminium and White metal are most commonly used, these materials are light in weight, it can be easily worked, corrosion resistant etc.
Types of Pattern
https://www.youtube.com/watch?v=tB2ga9mISks a) One piece pattern b) Split pattern c) Loose piece pattern d) Match plate pattern e) Gated pattern
Types of Pattern
f) Sweep pattern
g) Cope and drag pattern
h) Follow board pattern
i) Skeleton pattern
Shrinkage Allowance
Shrinkage means contraction of metal on solidification
Generally, metals shrink in size during solidification and cooling in the mould (Except grey cast iron that expands on solidification). Due to which casting becomes smaller than the pattern and the mould cavity Therefore, to compensate for this, mould and the pattern should be made larger than the casting by the amount of shrinkage. The amount of compensation for shrinkage is called the shrinkage allowance. Shrinkage allowance differs from material to material. Generally shrinkage of casting varies not only with material but also with shape, thickness, casting temperature, mould temperature, and mould strength.
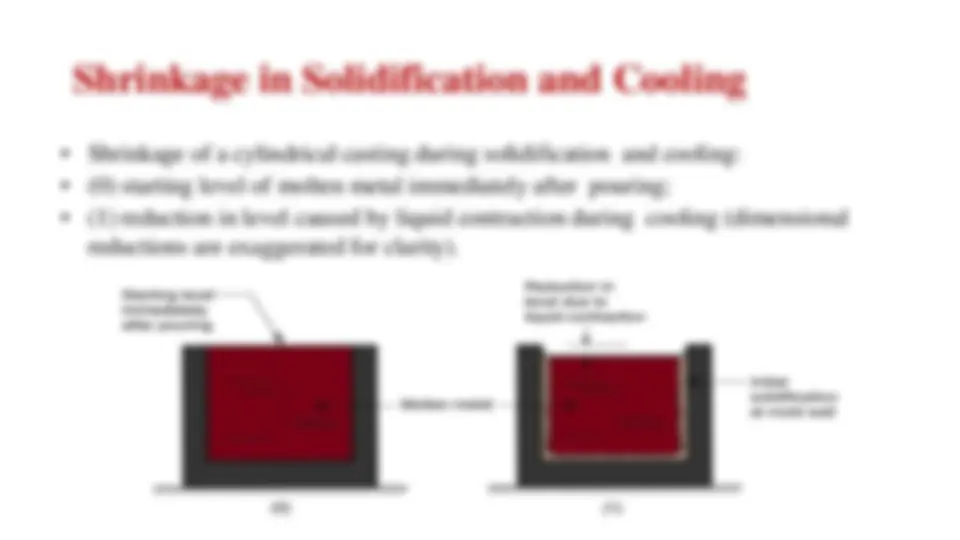
Stages of Shrinkage
- As molten metal cools, shrinkage occurs in three distinct stages:
Liquid shrinkage is the contraction that occurs as the alloy cools but
remains in its liquid state. It occurs prior to solidification. This shrinkage
is compensated by providing riser.
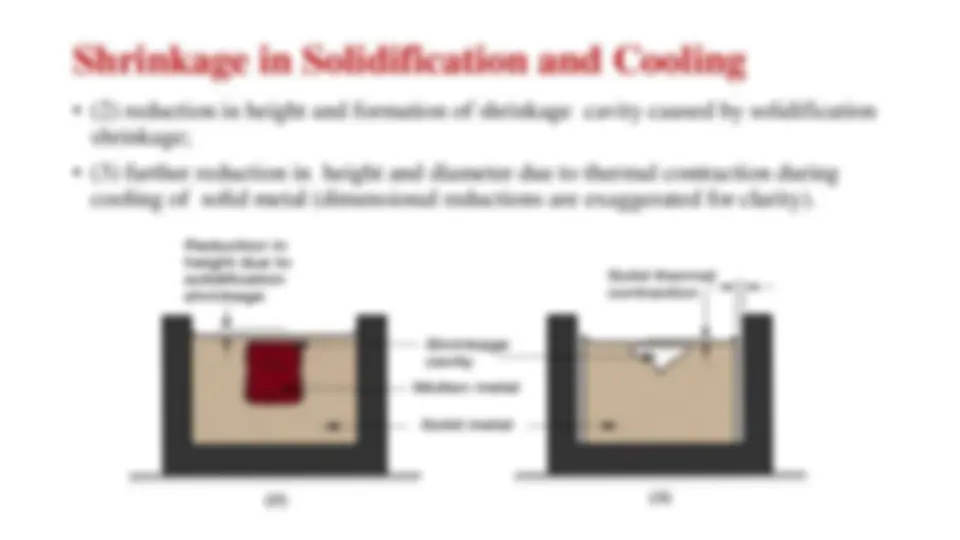
Liquid-to-solid shrinkage (also known as solidification shrinkage) occurs
as the alloy changes from a liquid to a solid.
Solid shrinkage is the continued shrinkage that occurs as the solid metal
casting cools to ambient temperature in its solid state.