


Material Processing
IE 3130
Module 5 –Fundamentals, Metal
Casting Processes and
Equipment




























Study with the several resources on Docsity

Earn points by helping other students or get them with a premium plan

Prepare for your exams
Study with the several resources on Docsity
Earn points to download
Earn points by helping other students or get them with a premium plan
An in-depth analysis of casting processes, focusing on composite molds and the solidification of alloys in sand casting. It covers various methods to improve casting properties, the production steps in sand casting, and the characteristics of sand molds. The text also discusses the importance of mold design and the role of patterns and cores in the casting process.
Typology: Study notes
1 / 53

This page cannot be seen from the preview
Don't miss anything!
Objective of this module Upon completion of class activity, lecture, and homework, student should be able to do the following:
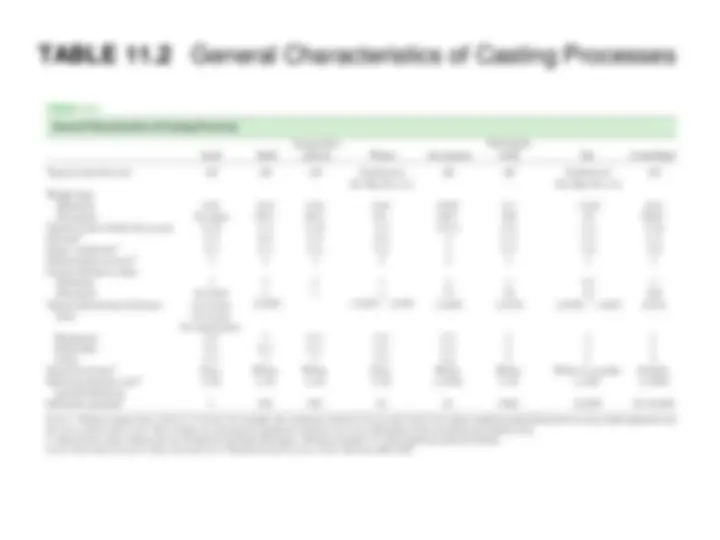
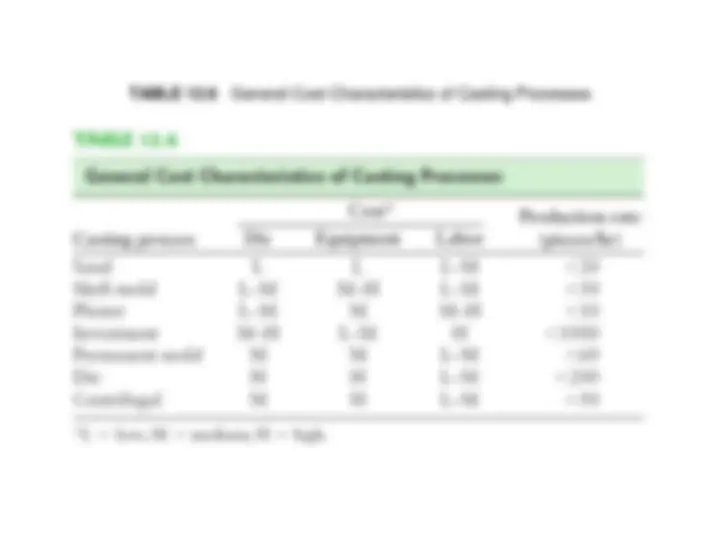
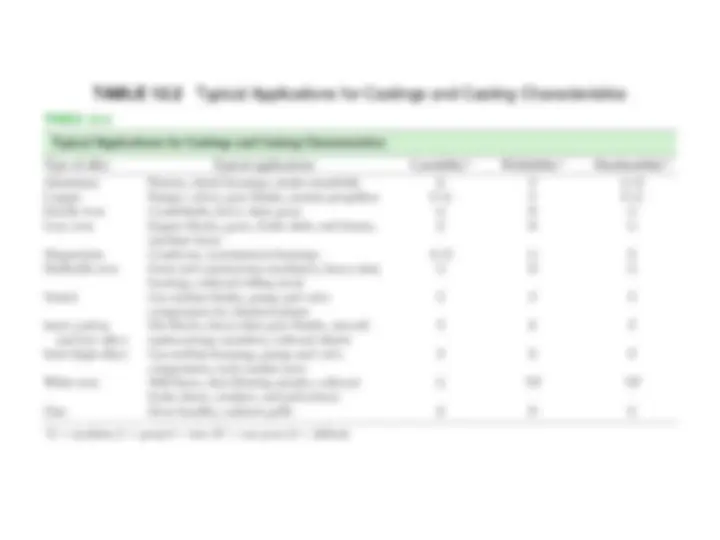
TABLE 11.2 General Characteristics of Casting Processes
Major Categories of Casting Processes and Equipment
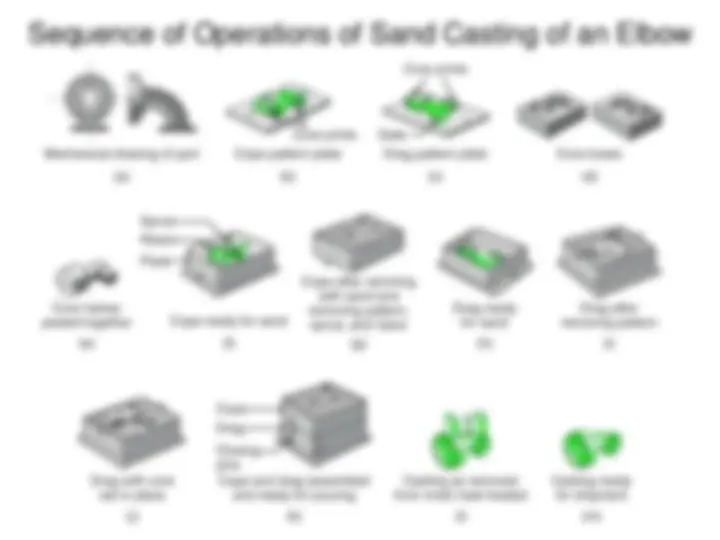
FIGURE 11.2 Outline of production steps in a typical sand-casting operation. 11.2 Expendable-mold, Permanent-pattern Casting Processes Major categories: sand, shell mold, plaster mold, ceramic mold, and vacuum casting
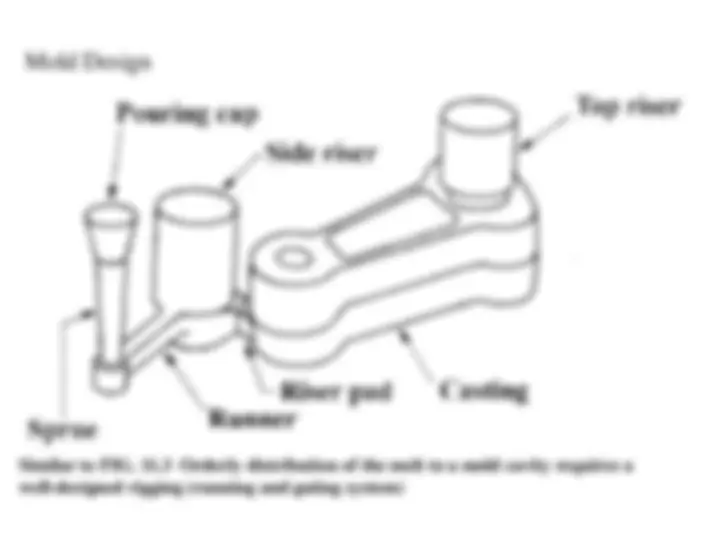
Characteristics of Expendable Mold, Permanent-Pattern Casting E.g. Sand Mold Figure 11.3 Schematic illustration of a sand mold, showing various features. Major features:
Risers (feeder heads) should have a high volume-to-area ratio compared to the product. Directional solidification Progressive solidification Aids to directional solidification Improper positioning of riser Chill
➢ A casting may show shrinkage cavities and microporosity (a), ➢ Feader heads or risers, removed after solidification, provide hot metal (b). ➢Microporsity may be eliminated with directional solidification by incorporating a metal chill into the mold (c). ➢Microporosity may be eliminated by tapering the thinnest section (d)
Characteristics of Expendable Mold, Permanent-Pattern Casting E.g. Sand Mold Figure 11.3 Schematic illustration of a sand mold, showing various features.
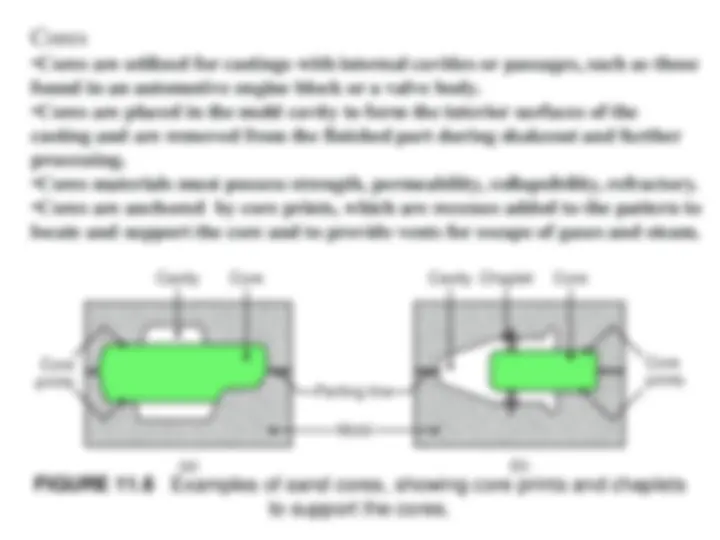
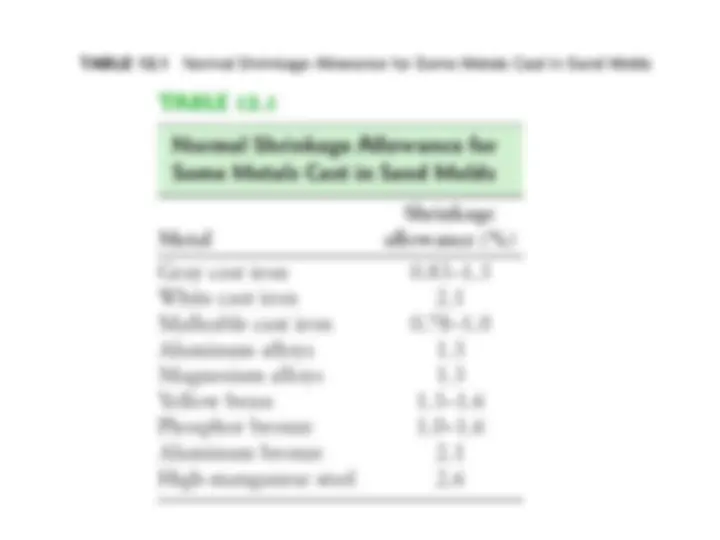
➢All dimensions of patterns are increased to account for the contraction (solid shrinkage) of the casting from the solidus to room temperature. ➢If the casting is to be machined, an appropriate thickness (machining allowance) is added. ➢Patterns are made of wood or a metal or strong plastic for greater durability and dimensional stability. ➢For easy removability from the consolidated mold, patterns are made in two halves. ➢Surfaces parallel to the direction of withdrawal are given a draft to allow removal of the pattern without damaging the mold. ➢Cavities, undercuts, and recesses in the cast shape must be formed by the insertion of core. Nesting holes (core prints) are used for accurate location of cores. Cores are made of refractory materials. ➢The simplest pattern for producing the shape shown in Figure would be in one piece, and gates, runners, and risers would be added during molding. ➢For higher productivity, elements of the feeding system are incorporated into the pattern.
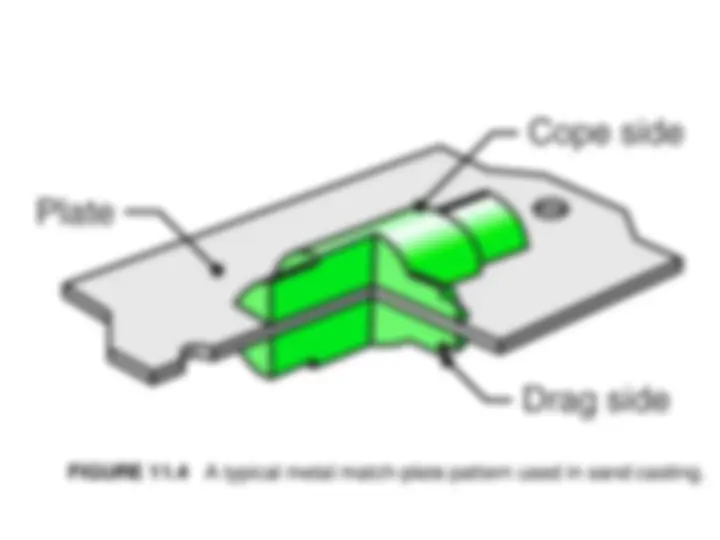
FIGURE 11.4 A typical metal match-plate pattern used in sand casting.
FIGURE 11.5 Taper on patterns for ease of removal from the sand mold.