


METAL CASTING PROCESSES
• Sand Casting
• Other Expendable Mold Casting
Processes
• Permanent Mold Casting Processes
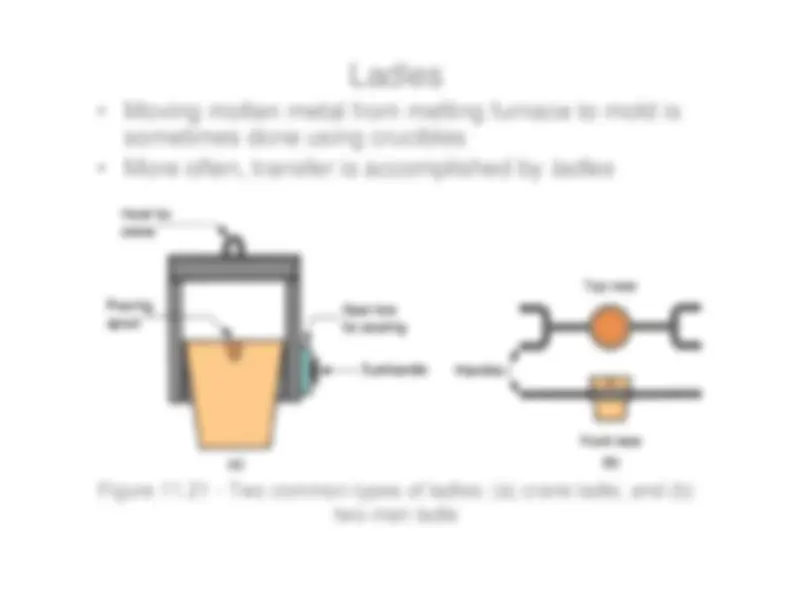
• Foundry Practice
• Casting Quality
• Metals for Casting
• Product Design Considerations






































Study with the several resources on Docsity

Earn points by helping other students or get them with a premium plan

Prepare for your exams
Study with the several resources on Docsity
Earn points to download
Earn points by helping other students or get them with a premium plan
An overview of various expendable mold casting processes, including shell molding, vacuum molding, expanded polystyrene process, investment casting, and plaster mold and ceramic mold casting. It covers the steps involved in each process, their advantages and disadvantages, and applications. The document also discusses the advantages and limitations of permanent mold casting and its applications.
Typology: Study notes
1 / 102

This page cannot be seen from the preview
Don't miss anything!
1. Expendable mold processes
to remove part–
Advantage: more complex shapes possible
Disadvantage: production rates often limited by timeto make mold rather than casting itself
2. Permanent mold processes
metal and can be used to make many castings–
Advantage: higher production rates
Disadvantage: geometries limited by need to openmold
Figure 11.1 - A large sand casting weighing over 680 kg
(1500 lb) \
for an air compressor frame
(courtesy Elkhart Foundry, photo by Paragon Inc , Elkhart, Indiana)
Figure 11.2 - Steps in the production sequence
in sand casting The steps include not onlythe casting operation but also pattern-makingand mold-making
to work, but it warps
much longer
metal
Figure 11.4 - Core held in place in the
mold cavity by chaplets (b) possible chaplet design(c) casting with internal cavity
Silica (SiO
) or silica mixed with other minerals 2
-^
Good refractory properties - capacity to endure hightemperatures
-^
Small grain size yields better surface finish on thecast part
-^
Large grain size is more permeable, to allow escapeof gases during pouring
-^
Irregular grain shapes tend to strengthen molds dueto interlocking, compared to round grains– Disadvantage: interlocking tends to reduce
permeability
Sand is held together by a mixture of water andbonding clay– Typical mix: 90% sand, 3% water, and 7% clay
-^
Other bonding agents also used in sand molds:– Organic resins (e g , phenolic resins)– Inorganic binders (e g , sodium silicate and
phosphate)
Additives are sometimes combined with themixture to enhance strength and/or permeability
During pouring, buoyancy of the molten metaltends to displace the core
-^
Core displacement can cause casting to bedefective Force tending to lift core = weight of displaced
liquid less the weight of core itself
b^
m
c
where
b^
= buoyancy force;
m
= weight of molten
metal displaced; and
c^
= weight of core
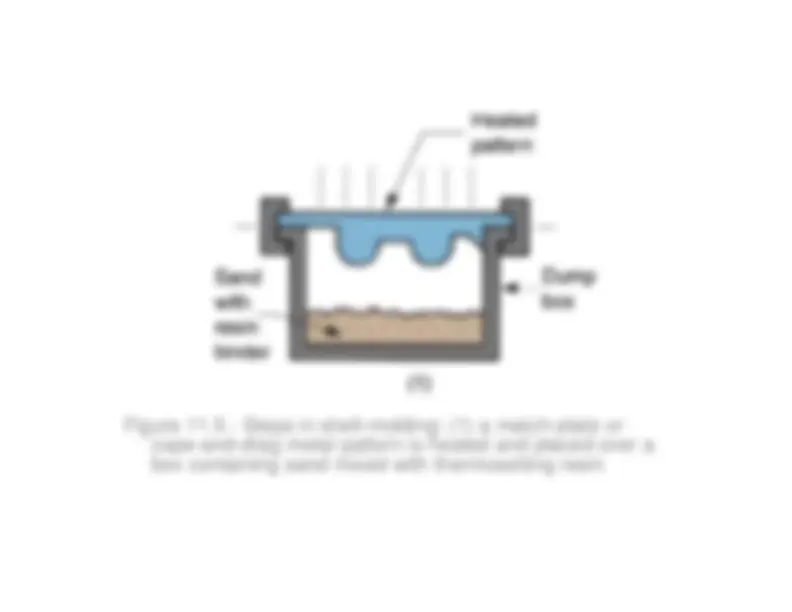
Figure 11.5 - Steps in shell-molding: (1) a match-plate or
cope-and-drag metal pattern is heated and placed over abox containing sand mixed with thermosetting resin
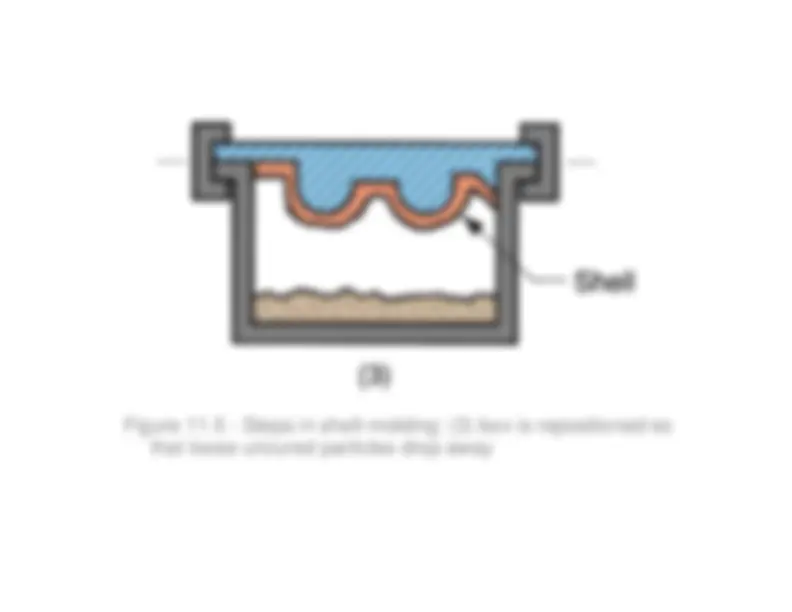
Figure 11.5 - Steps in shell-molding: (2) box is inverted so that sand
and resin fall onto the hot pattern, causing a layer of the mixtureto partially cure on the surface to form a hard shell