Download Workshop Technology and Processes and more Study Guides, Projects, Research Manufacturing Technologies in PDF only on Docsity!
Department of Mechanical Engineering Prepared By: Paras G. Vegada Darshan Institute of Engineering & Technology, Rajkot Page 1.
MANUFACTURING PROCESSES
Course Contents
1.1 Introduction 1.2 Importance of Manufacturing 1.3 Classification of manufacturing process
- Introduction Manufacturing Processes II (2141908)
Prepared By: Paras G. Vegada Department of Mechanical Engineering Page 1.2 Darshan Institute of Engineering & Technology, Rajkot
1.1 Introduction
Manufacturing is the backbone of any industrialized nation.
Manufacturing and technical staff in industry must know the various manufacturing
processes, materials being processed, tools and equipments for manufacturing different components or products with optimal process plan using proper precautions and specified safety rules to avoid accidents.
Beside above, all kinds of the future engineers must know the basic requirements of
workshop activities in term of man, machine, material, methods, money and other infrastructure facilities needed to be positioned properly for optimal shop layouts or plant layout and other support services effectively adjusted or located in the industry or plant within a well-planned manufacturing organization.
1.2 Importance of Manufacturing process
Manufacturing is achieved through a proper planning and control system. It is classified as continuous production and intermittent production. Continuous production involves a continuous flow of material physically, leading to large quantities of finished good. Chemical processing, cigarette manufacturing and cement manufacturing are some of the industries employing continuous production. Also, sheets, wires, pipes, TV sets, motor cycles are examples of continuous production. An intermitted production involves interrupted flow of material through the plant. Machine shops, welding shops, etc. are industries employing intermittent production. Importance of manufacturing towards technology development Manufacturing and technology are complementary to each other Growth in manufacturing enables increase availability of finish goods and its appliance in various sectors. Such appliance leads to technology development of the industries which is then transferred to development of manufacturing technology. Growth of manufacturing is also referred to as an index of technology growth of a country Manufacturing provides availability of finish goods for technology application. Importance of manufacturing towards social-economic development. Manufacturing is backbone of any economy. Manufacturing industries provides employment to hundreds of people. Before the industrial revolution, manufacturing was carried out in rural area, where household-based manufacturing was the trend. Later government policy and entrepreneurs organized a number of manufacturing house hold in to a single enterprise producing goods at large scale. It leads to development of industrialization and society. Manufacturing provides an opportunity for establishment of allied industries.
- Introduction Manufacturing Processes II (2141908)
Prepared By: Paras G. Vegada Department of Mechanical Engineering Page 1.4 Darshan Institute of Engineering & Technology, Rajkot
2. Secondary or Machining Processes
As large number of components require further processing after the primary processes.
These components are subjected to one or more number of machining operations in machine shops, to obtain the desired shape and dimensional accuracy on flat and cylindrical jobs. Thus, the jobs undergoing these operations are the roughly finished products received through primary shaping processes.
The process of removing the undesired or unwanted material from the workpiece or job
or component to produce a required shape using a cutting tool is known as machining. This can be done by a manual process or by using a machine called machine tool (traditional machines namely lathe, milling machine, drilling, shaper, planner, slotter).
In many cases these operations are performed on rods, bars and flat surfaces in machine
shops. These secondary processes are mainly required for achieving dimensional accuracy and a very high degree of surface finish. The secondary processes require the use of one or more machine tools, various single or multi-point cutting tools (cutters), job holding devices, marking and measuring instruments, testing devices and gauges etc. for getting desired dimensional control and required degree of surface finish on the workpiece.
The example of parts produced by machining processes includes hand tools machine
tools instruments, automobile parts, nuts, bolts and gears etc. Lot of material is wasted as scrap in the secondary or machining process. Some of the common secondary or machining processes are— (1) Turning, (2) Threading, (3) Knurling, (4) Milling, (5) Drilling, (6) Boring, (7) Planning, (8) Shaping, (9) Slotting, (10) Sawing, (11) Broaching, (12) Hobbing, (13) Grinding, (14) Gear cutting, (15) Thread cutting and (16) Unconventional machining processes namely machining with Numerical Control (NC) machines tools or Computer Numerical Control (CNC) machines tools using ECM, LBM, AJM, USM setups etc.
3. Metal Forming Processes Forming processes encompasses a wide variety of techniques, which make use of suitable force, pressure or stresses, like compression, tension and shear or their combination to cause a permanent deformation of the raw material to impart required shape. These processes are also known as mechanical working processes and are mainly classified into two major categories i.e., hot working processes and cold working processes. In these processes, no material is removed; however it is deformed and displaced using suitable stresses like compression, tension, and shear or combined stresses to cause plastic deformation of the materials to produce required shapes. Such processes lead to production of directly usable articles which include kitchen utensils, rods, wires, rails, cold drink bottle caps, collapsible tubes etc. Some of the important metals forming processes are:
Manufacturing Processes (2141908) 1. Introduction
Department of Mechanical Engineering Prepared By: Paras G. Vegada Darshan Institute of Engineering & Technology, Rajkot Page 1.
Hot working Processes (1) Forging, (2) Rolling, (3) Hot spinning, (4) Extrusion, (5) Hot drawing and (6) Hot spinning. Cold working processes (1) Cold forging, (2) Cold rolling, (3) Cold heading, (4) Cold drawing, (5) Wire drawing, (6) Stretch forming, (7) Sheet metal working processes such as piercing, punching, lancing, notching, coining, squeezing, deep drawing, bending etc.
- Joining Processes These processes are used for assembling metal parts and in general fabrication work. Such requirements usually occur when several pieces are to be joined together to fabricate a desired structure of products. These processes are used developing steam or water-tight joints. Temporary, semi- permanent or permanent type of fastening to make a good joint is generally created by these processes. Temporary joining of component scan be achieved by use of nuts, screws and bolts. Adhesives are also used to make temporary joints. Some of the important and common joining processes are: (1) Welding (plastic or fusion), (2) Brazing, (3) Soldering, (4) Riveting, (5) Screwing, (6) Press fitting, (7) Sintering, (8) Adhesive bonding, (9) Shrink fitting, (10) Explosive welding, (11) Diffusion welding, (12) Keys and cotters joints, (13) Coupling and (14) Nut and bolt joints. 5. Surface Finishing Processes Surface finishing processes are utilized for imparting intended surface finish on the surface of a job. By imparting a surface finishing process, dimension of part is not changed functionally; either a very negligible amount of material is removed from the certain material is added to the surface of the job. These processes should not be misunderstood as metal removing processes in any case as they are primarily intended to provide a good surface finish or a decorative or protective coating on to the metal surface. Surface cleaning process also called as a surface finishing process. Some of the commonly used surface finishing processes are: (1) Honing, (2) Lapping, (3) Super finishing, (4) Belt grinding, (5) Polishing, (6) Tumbling, (7) Organic finishes, (8) Sanding, (9) deburring, (10) Electroplating, (11) Buffing, (12) Metal spraying, (13) Painting, (14) Inorganic coating, (15) Anodizing, (16) Sheradising, (17) Parkerizing, (18) Galvanizing, (19) Plastic coating, (20) Metallic coating, (21) Anodizing and (22) Sand blasting. 6. Processes Effecting Change in Properties Processes effecting change in properties are generally employed to provide certain specific properties to the metal work pieces for making them suitable for particular operations or use.
Department of Mechanical Engineering Prepared By: Paras G. Vegada Darshan Institute of Engineering & Technology, Rajkot Page 2.
Metal Casting Processes
Course Contents
2.1 Introduction 2.2 Advantages and Applications of Metal Casting 2.3 Pattern Making 2.4 Pattern Materials 2.5 Pattern Allowances 2.6 Types of Patterns 2.7 Pattern Colours 2.8 Mould Materials 2.9 Sand Preparation and Conditioning 2.10 Sand Testing 2.11 Core 2.12 Types of Cores 2.13 Core Boxes 2.14 Mould 2.15 Moulding Processes 2.16 Gating System 2.17 Metal Melting Furnaces 2.18 Crucible Furnaces 2.19 Cupola Furnace 2.20 Moulding Machines 2.21 Casting Processes 2.22 Casting Defects and Remedies 2.23 Metals for Casting 2.24 Salvaging of Casting
- Metal Casting Processes Manufacturing process-II (2141908)
Prepared By: Paras G. Vegada Department of Mechanical Engineering Page 2.2 Darshan Institute of Engineering & Technology, Rajkot
2.1 Introduction
− Casting or founding is the process of producing metal or alloy component parts. − The parts of desired shapes are produced by pouring the molten metal or alloy into a prepared mould and then allowing the metal or alloy to cool and solidify. − This solidified piece of metal or alloy is called as casting.
2.1.1 Steps Involved in Making a Casting
Following are the steps to be followed while making a sand casting:
- Pattern making: Make the pattern of wood, metal or plastic.
- Sand mixing and preparation: Select particular sand, test it and prepare the necessary sand mixtures for mould and core making.
- Core making: With the help of patterns prepare the mould and required cores.
- Melting: Melt the metal or alloy to be cast.
- Pouring: Pour the molten metal or alloy into the mould and remove the casting from the mould after solidification of metal.
- Finishing: Clean and finish the casting.
- Testing: Test and inspect the casting and remove the defects, if any.
- Heat treatment: Relieve the casting stresses by using various heat treatments.
- Re-testing: Again inspect the casting and deliver it.
2.2 Advantages and Applications of Metal Casting
Advantages: − Casting is one of the most versatile manufacturing processes. − It provides the greatest freedom of design in terms of shape, size and quality of product. − Casting provides uniform directional properties and better vibration damping capacity to the cast components. − Complex and uneconomical shapes which are difficult to produce by other processes can be easily produced by casting process. − A product obtained by casting is one piece; hence there is no need of metal joining processes. − Very heavy and bulky parts which are difficult to get fabricated, may be cast. − It also produces machinable parts. − Casting process can be mechanized and generally used for mass production of components. Applications: − A few applications of casting or cast components are given below : − Transportation vehicles (in automobile engine and tractors) − Machine tool structures − Turbine vanes and power generators − Mill housing − Pump filter and valve − Railway crossings and aircraft jet engine blades
- Metal Casting Processes Manufacturing process-II (2141908)
Prepared By: Paras G. Vegada Department of Mechanical Engineering Page 2.4 Darshan Institute of Engineering & Technology, Rajkot
− Type of casting method to be used i.e. sand casting, investment casting, etc. − Shape, size and complexity of the casting. − Casting design parameters. − Type of moulding material to be used.
2.4.1 Materials for Making Patterns
− The common materials of which the patterns are made are as follows :
1. Wood: − It is the most common material for making patterns for sand casting because of following advantages : Advantages: − It is cheap and easily available in large quantities. − It can be easily shaped and machined to different configurations and forms. − Good surface finish can be easily obtained. − Due to lightness in weight its manipulation is easy and it can also be repaired easily. Limitations: − Wooden patterns are weak as compared to metal patterns. − They cannot withstand rough handling. − They possess poor wear resistance and hence they are abraded easily by sand action. − They absorb moisture, hence get warped and change the shape and size. Applications: − Wooden patterns are mostly used where number of casting to be made is small and the size of pattern is large. − The common woods used in pattern making are : a. White pine b. Mahogany
c. Maple d. Cherry
e. Teak f. Shisham
2. Metals: Metal patterns are cast from wooden patterns. Advantages: − They do not absorb moisture. − They are stronger and accurate, hence more life as compared to wooden patterns. − They have greater resistance to abrasion and wear. − They can withstand rough handling. Limitations: − As compared to wooden patterns they are more expensive. − They are heavier than wooden patterns. − Ferrous material patterns get rusted. 1. Wood 2. Metal 3. Plastic 4. Plaster 5. Wax
Manufacturing process-II (2141908) 2. Metal Casting Processes
Department of Mechanical Engineering Prepared By: Paras G. Vegada Darshan Institute of Engineering & Technology, Rajkot Page 2.
− They cannot be repaired easily. Applications: − Metal patterns are used where large numbers of castings have to be produced from the same patter. − The various metals and alloys employed for making patterns are : a. Aluminium and its alloys b. Steel c. Brass
d. Cast iron e. White metal
3. Plastic: − Plastic is now a days considered as a pattern material due to their following advantages : Advantages: − Light weight and high strength. − Resistance to wear and corrosion. − Provides good surface finish. − They are easy to make and less costly also. Limitations: − Plastic patterns are fragile; hence light sections may need metal reinforcements. − They may not work well when subjected to conditions of severe shock. 4. Plaster : − Plaster of Paris or gypsum cement is used as a patterns material because of following − advantages : Advantages: − Complicated shapes can be cast without any difficulty. − It can be easily worked with the help of wood working tools. − It has high compressive strength. − Unlike metals it expands while solidifying. Applications: − Plaster is used for making small and intricate patterns and core boxes. 5. Wax: Advantages: − They provide good surface finish. − After being moulded, the wax pattern is not taken out; rather the mould is inverted and heated and the molten wax comes out or gets evaporated, hence there is no chance of the mould cavity getting damaged while removing the pattern. − Also, they provide high accuracy to the castings. Applications: − Wax patterns are exclusively used in investment casting process.
Manufacturing process-II (2141908) 2. Metal Casting Processes
Department of Mechanical Engineering Prepared By: Paras G. Vegada Darshan Institute of Engineering & Technology, Rajkot Page 2.
o Shape and size of the casting o Amount of finish required on the machined portion − Ferrous metal needs more allowance than the non-ferrous metals. and similarly,large castings need more allowance than small castings. − Machining allowance varies from 1.5 mm to 16 mm, but 3 mm allowance is more common for small and medium castings. c. Draft allowance: − Draft allowance or taper allowance is given to all vertical faces of a pattern for their easy removal from sand without damaging the mould. − This slight taper inward or outward on the vertical faces is known as draft. − It can be expressed either in degrees or in mm/meter. − Generally, it is more on internal surfaces as compared to external surfaces. − The amount of draft allowance depends on following factors : o Shape and size (height) of the pattern o Method of moulding o Material of moulding − This allowance varies from 10 mm to 25 mm per meter. on external surfaces and 40 mm to 65 mm per meter on internal surfaces. − Fig. 2.1 shows two patterns i.e. one without taper allowance and other with taper allowance.
( a) Pattern without allowance (b) Pattern with allowance Fig.2. 1: Taper or draft allowance − It can be seen that, it is easy to withdraw the pattern having taper allowance out of the mould without damaging the mould cavity. d. Distortion allowance (Camber allowance): − The tendency of distortion is not common in all the castings. − The casting will distort or warp if : o It is of irregular shape. o It is of or V-shape. o The arms having unequal thickness.
- Metal Casting Processes Manufacturing process-II (2141908)
Prepared By: Paras G. Vegada Department of Mechanical Engineering Page 2.8 Darshan Institute of Engineering & Technology, Rajkot
o One portion of the casting cools at a faster rate than the other.
Fig. 2.1 (c): Distortion or camber allowance − To eliminate this defect, an opposite distortion is provided on the pattern, so that the effect is balanced and correct shape of the casting is produced. − The amount of distortion allowance varies from 2 mm to 20 mm as per the size, shape and casting material. Refer Fig. 2.1 (c). e. Rapping or Shake allowance: − When a pattern is to be taken out from the mould, it is first rapped or shaken by striking it with a wooden piece from side to side. − This is done so that the pattern surface becomes free from adjoining sand of the mould. − Due to this, there is little increase in the size of the mould cavity. − For this purpose, a negative allowance is provided on the pattern i.e. the dimensions are kept smaller. − It is normally provided only to the large castings and negligible for small and medium sized castings.
2.6 Types of Patterns
− The type of pattern to be used for a particular casting will depend on following factors : o Quantity of casting to be produced o Size and shape of the casting o Type of moulding method o Design of casting. − The various types of patterns which are commonly used are as follows :
- Single piece or solid pattern
- Two piece or split pattern
- Loose piece pattern
- Cope and drag pattern
- Gated pattern
- Match plate pattern
- Sweep pattern
- Skeleton pattern
- Segmental pattern
- Follow board pattern
- Lagged-up pattern
- Metal Casting Processes Manufacturing process-II (2141908)
Prepared By: Paras G. Vegada Department of Mechanical Engineering Page 2.10 Darshan Institute of Engineering & Technology, Rajkot
− Patterns of more complicated casting are made in more than two pieces for their easy removal and they have three piece flasks for the moulding purpose. Refer Fig. 2.3 (b). − Casting of taps and water stop cocks are produced by using split patterns
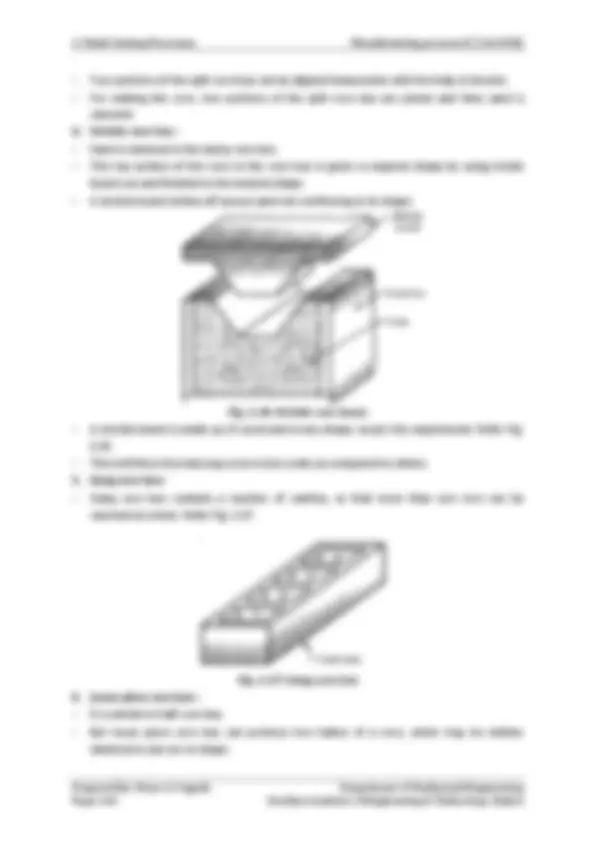
3. Loose piece pattern : − Some patterns embedded in the moulding sand cannot be withdrawn, hence such patterns are made with one or more loose pieces for their easy removal from the moulding box. − These patterns are known as loose piece patterns. Refer Fig. 2.4.
Fig. 2.4: Loose piece pattern − Loose pieces like A and B as shown in Fig. 2.4 remain attached with the main body by using dowel pins. − These patterns consume more time for moulding operation and require more labour work.
4. Cope and Drag pattern : − It is another form of split pattern. − The pattern is split about a suitable surface or line. − Each half of the pattern is fixed to a separate plate and besides the pattern it has provision for moulding runner and gates. − Each half of the pattern is moulded separately in a separate moulding box and then assembled for pouring. − These patterns are used for producing large casting. 5. Gated pattern: − To increase the strength and reduce the tendency to warp, gated patterns are generally made of metals. − By using gated patterns number of casting can be made at a time, hence they are used in mass production system. − The sections connecting various patterns serve as a runner and gates. Refer Fig. 2.5.
Fig. 2.5: Gated pattern
Manufacturing process-II (2141908) 2. Metal Casting Processes
Department of Mechanical Engineering Prepared By: Paras G. Vegada Darshan Institute of Engineering & Technology, Rajkot Page 2.
− This facilitates filling of the mould with molten metal in better manner and reduces the required time and labour work. − These patterns are used for producing small castings.
6. Match plate pattern : − These patterns are made in two pieces i.e. one piece mounted on one side and the other on the other side of the plate, called as match plate. − The plate may carry one pattern or group of patterns mounted in the same way on its two sides. Refer Fig. 2.6.
Fig. 2.6: Match plate pattern − The plate can be of wood, aluminum, magnesium or steel. − The match plate has runner and gates attached with it. − Match plate patterns are generally used in machine moulding because they produce accurate casting at faster rates. − Piston rings of I. C. engines are made by using these patterns.
7. Sweep pattern : − Sweep pattern is just a form made on a wooden board which sweeps the casting shape into the sand all around the circumference. − The equipment consists of a base, placed in the sand, vertical spindle and a wooden template called as sweep. − The sweep is rotated about the spindle or post, to form the cavity as shown in Fig. 2.7.
Fig. 2.7: Sweep pattern
Manufacturing process-II (2141908) 2. Metal Casting Processes
Department of Mechanical Engineering Prepared By: Paras G. Vegada Darshan Institute of Engineering & Technology, Rajkot Page 2.
Fig. 2.9: Segmental pattern − These patterns are used for producing large circular casting like big gears, wheel rims, etc.
10. Follow board pattern : − A follow board is a wooden board and is used for supporting a pattern which is very thin and fragile. − With the help of follow board support under the weak pattern, the drag is rammed and then the follow board is removed. Refer Fig. 2.1 0. − A follow board also forms the natural parting line of the mould or the casting. − Follow board patterns are used for casting master patterns for many applications
Fig. 2.10: Follow board pattern
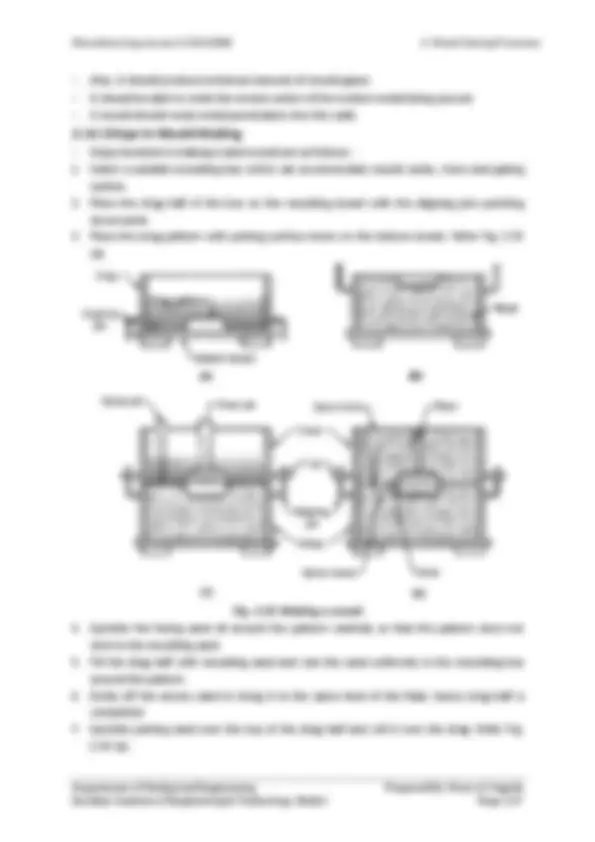
11. Lagged-up pattern − Cylindrical work pieces such as cylinders, pipes or columns are built up with lag (stave) construction. − Lags (staves) are longitudinal strips of wood which are bevelled on each side to make the joint tight from outside and glued or screwed to the end pieces of wood called as heads. Refer Fig. 2.11.
- Metal Casting Processes Manufacturing process-II (2141908)
Prepared By: Paras G. Vegada Department of Mechanical Engineering Page 2.14 Darshan Institute of Engineering & Technology, Rajkot
Fig. 2.11: Lagged-up pattern − Such construction gives the maximum amount of strength to the pattern.
2.7 Pattern Colours
− Actually, there is no universal standard for representation of various types of surfaces by different colours. − This varies with different countries and sometimes with different manufacturers also. − Patterns are provided with certain colours and shade for following reasons : I. To identify quickly the main pattern body and different pattern parts. II. To indicate the type of the metal to be cast. III. To identify loose pieces, core prints, etc. IV. To visualize machined surfaces, etc. − An American colour scheme for pattern and core boxes is as follows :
- Cast surfaces to be machined - Red.
- Surfaces to be left un machined- Black.
- Core print seats- Yellow.
- Loose piece and settings- Red strips on yellow base.
- Parting surfaces - Clear or no colour.
- Supports or stop-offs - Black strips on yellow base.
- Core prints for machined castings - Yellow strips on black background.
2.8 Mould Materials
− Mould material should be such that, the cavity of the mould retains its shape till the metal has solidified. − Casting can be made in permanent moulds (made of ferrous metals and alloys) or temporary refractory moulds (made of refractory sands and resins). − Moulds can also be made up of wax, carbon, plaster of Paris, ceramics, etc. − Permanent moulds are used for low melting point materials and they are also costly. − Hence, most of the castings are produced by using refractory mould materials mainly refractory sands.