¡Descarga Combustible libre de carbono y más Apuntes en PDF de Química solo en Docsity!
FACULTAD DE INGENIERÍA
MAESTRÍA Y DOCTORADO EN CIENCIAS E INGENIERÍA
“PRODUCCIÓN DE COMBUSTIBLE POR PIRÓLISIS DE DESECHOS
PLÁSTICOS”
T E S I S
QUE PARA OBTENER EL TÍTULO DE:
MAESTRO EN INGENIERÍA
PRESENTA:
LUIS ALEJANDRO RODRÍGUEZ LUNA
DIRECTOR: DR. EDGAR EDUARDO VALENZUELA MONDACA
Mexicali, Baja California Diciembre de 201 9 UNIVERSIDAD AUTÓNOMA DE BAJA CALIFORNIA
AGRADECIMIENTOS
Al Dr. Edgar Eduardo Valenzuela Mondaca por su apoyo, enseñanzas, dedicación,
tiempo, consejos, confianza, por ser un excelente guía y gran persona.
A los miembros del comité tutoral, Dr. Alexis Acuña Ramírez y Dr. José Alejandro
Suastegui Macías por sus recomendaciones y observaciones que ayudaron a
mejorar la tesis.
A la Dra. Diana Bustos Martínez por permitirme colaborar con ella, recibirme en su
laboratorio, ayudarme, orientarme, su amabilidad y su excelente trato.
A mis compañeros del laboratorio de ingeniería química I de la Universidad
Autónoma de Nuevo León (UANL) por su ayuda con los análisis y manejo de
equipo de laboratorio, sus enseñanzas y su amistad.
A los Servicios Profesionales de la Facultad de Ciencias Químicas (FCQ) por
facilitarme los análisis químicos.
Al Centro de Laboratorios Especializados (CELAES) de la FCQ por permitirme
utilizar sus instalaciones.
Al Consejo Nacional de Ciencia y Tecnología (CONACyT) por la beca
proporcionada para realizar la maestría.
A la Universidad Autónoma de Baja California (UABC) por el apoyo otorgado
durante mi estancia de investigación.
A mis padres José Luis y Carmen, por todo su apoyo y cariño incondicional.
A mis hermanos Mónica y José Luis.
RESUMEN
La contaminación ambiental a nivel mundial y la disminución de recursos fósiles
han impulsado a desarrollar estrategias para contrarrestarlas e investigar
tecnologías sustentables que permitan implementar procesos novedosos para la
producción de combustibles y el manejo adecuado de residuos.
El presente estudio está enfocado a investigar el potencial de la tecnología de
pirólisis aplicada a los desechos plásticos, específicamente al procesamiento de
polietileno de alta densidad. La pirólisis es un proceso de conversión
termoquímico, el cual es capaz de transformar los desechos plásticos en
productos de alto valor y contenido energético.
Los procesos de transformación pirolítica ofrecen el potencial de solucionar dos de
los grandes retos que enfrentan las sociedades actuales: el manejo adecuado de
residuos y, al mismo tiempo, la producción de combustibles alternativos,
favoreciendo el aprovechamiento de desechos contaminantes y que pueden ser
transformados en un recurso energético de utilidad.
Tabla de contenido
Figura 18. Distintas representaciones gráficas de la estructura de polímeros ramificados. .................................................................................................................................................... 43 Figura 28. Pirolizador tipo tornillo. 1) recipiente horizontal; 2) caja de engranajes; 3) eje del tornillo; 4) tolva; 5) boquilla para balance; 6) calentamiento de la cubierta; 7) entrada
Lista de tablas Tabla 1. Materiales plásticos naturales y sintéticos. ............................................................... 2 Tabla 2. Distintos tipos de plásticos. ......................................................................................... 7 Tabla 3. Producción global de plásticos primarios y generación de residuos primarios (en millones de toneladas métricas) en 2015 acorde al sector de uso industrial [19]. .............. 11 Tabla 4. Producción global de plásticos primarios y generación de residuos primarios (en millones de toneladas métricas) en 2015 acorde al tipo de polímero/aditivo [19]............... 12 Tabla 5. Tabla de poderes caloríficos de distintos materiales [69]–[71]. ............................. 22 Tabla 6. Ventajas y desventajas de cada categoría de reciclaje. ........................................ 24 Tabla 7. Rango de los principales parámetros de operación y productos para los diferentes tipos de pirólisis [72], [73], [80]–[84]. ..................................................................... 34 Tabla 8. Antecedentes de la pirólisis de HDPE. .................................................................... 40 Tabla 9. Temperatura de transición vítrea (Tg) y temperatura de fusión (Tm) del polietileno de alta densidad (HDPE) [51]. ................................................................................................. 48 Tabla 10. Ventajas y desventajas de los distintos reactores utilizados en pirólisis de desechos plásticos [42], [63], [68], [115]. ................................................................................ 72 Tabla 11. Velocidades de reacción y sus unidades. ............................................................. 77 Tabla 12. Dependencia con el orden de reacción de las unidades de la constante de velocidad y de la función de la concentración que expresa kt. ............................................. 78 Tabla 13. Ecuaciones de velocidad integradas [135]. ........................................................... 78 Tabla 14. Condiciones de las colisiones. ............................................................................. 102 Tabla 15. Métodos para estudiar la cinética de estado sólido. ........................................... 106 Tabla 16. Expresiones para diferentes modelos de reacción en estado sólido [143], [152], [155]. ........................................................................................................................................ 111 Tabla 17. Modelos de reacción: métodos para el cálculo de la Ea. ................................... 115 Tabla 18. Métodos térmicos utilizados en el análisis térmico [186], [187], [191], [192]. .. 142 Tabla 19. Mediciones cuantitativas por DSC [186]. ............................................................. 145 Tabla 20. Puntos relevantes del TGA de rampa 10 °C/min. ............................................... 166 Tabla 21. Puntos relevantes de TGA de rampa 20 °C/min. ................................................ 167 Tabla 22. Puntos relevantes del TGA de rampa 40 °C/min. ............................................... 168 Tabla 23. Grupos funcionales presentes en el polietileno de alta densidad. .................... 173 Tabla 24. Resultados de los métodos isoconversionales. .................................................. 176 Tabla 25. Resultados de productos obtenidos de primera prueba exploratoria. .............. 179 Tabla 26. Resultados de los productos obtenidos de la segunda prueba exploratoria, *cera extra es la recolectada en otras secciones aparte de las trampas de condensación. ...... 181 Tabla 27. Dimensiones y masas de las muestras utilizadas para el análisis termogravimétrico de partícula grande. ................................................................................ 182 Tabla 28. Dimensiones y masas de las muestras utilizadas para el análisis termogravimétrico de partícula chica. ................................................................................... 182 Tabla 29. Condiciones de operación de las corridas experimentales................................ 182 Tabla 30. Análisis de varianza (ANOVA).............................................................................. 186 Tabla 31. Resultados de la prueba para obtención de cera. .............................................. 187
Tabla 32. Resultados de los análisis del contenido de cenizas de la cera de las distintas
- CAPÍTULO
- INTRODUCCIÓN
- 1.1 LOS PLÁSTICOS Y SU DESARROLLO
- 1.2 TIPOS DE PLÁSTICOS
- 1.3 ORIGEN DEL PROBLEMA
- 1.4 GESTIÓN DE RESIDUOS PLÁSTICOS Y NIVELES DE RECICLAJE
- 1.5 PROCESOS DE CONVERSIÓN TERMOQUÍMICOS
- 1.5.1 Combustión
- 1.5.2 Gasificación
- 1.5.3 Pirólisis
- 1.6 APLICACIONES INDUSTRIALES DE LA PIRÓLISIS
- 1.7 JUSTIFICACIÓN
- 1.8 HIPÓTESIS
- 1.9 OBJETIVOS
- 1.9.1 Objetivo general
- 1.9.2 Objetivos específicos
- CAPÍTULO
- MARCO TEÓRICO
- 2.1 PIRÓLISIS
- Pirólisis lenta
- Pirólisis rápida
- Pirólisis flash y pirólisis ultra rápida
- Ventajas y desventajas
- 2.2 AVANCES EN EL ESTUDIO DE PIRÓLISIS AL POLIETILENO DE ALTA DENSIDAD
- 2.3 CARACTERÍSTICAS QUÍMICAS DEL PLÁSTICO
- Condensación o reacción de polimerización de crecimiento por etapas
- Adición o reacción de polimerización de crecimiento en cadena
- Propiedades moleculares
- Estructura molecular (morfología)
- Estado vítreo
- Tacticidad
- Grado de cristalinidad
- 2.4 FACTORES QUE INFLUYEN EN LA CANTIDAD Y CARACTERÍSTICAS DE LOS PRODUCTOS FINALES.
- Temperatura
- Rampa de calentamiento
- Tamaño de partícula
- Tiempo de residencia
- Gas de arrastre y flujo
- Presión de operación
- Condiciones adecuadas según el producto a obtener
- 2.5 TIPOS DE REACTORES
- Lecho fijo
- Lecho fluidizado
- Lecho cónico
- Horno rotatorio
- Batch y semi-batch
- Tubular y tipo tornillo
- Ventajas y desventajas
- 2.6 CINÉTICA QUÍMICA
- Ordenes de reacción
- Ecuación de Arrhenius
- Energía de Activación
- Teoría de Colisiones
- Modelos de reacción: métodos ajustado y libre
- Teoría cinética
- Métodos experimentales
- Modelo ajustado
- Método Coats-Redfern (CR)
- Modelo libre (isoconversional)
- Método Friedman (FR)
- Método Ozawa-Flynn-Wall (OFW)
- Método Kissinger-Akahira-Sunose (KAS)
- 2.7 MECANISMOS DE DEGRADACIÓN
- Tipos de mecanismo de degradación térmica de polímeros
- Escisión aleatoria de cadena
- Escisión de final de cadena
- Eliminación de cadenas laterales
- Ecuaciones de mecanismos de degradación
- Mecanismo de reacción para la degradación térmica de polímeros
- Escisión-β
- Fuerzas intermoleculares y energías de disociación
- 2.8 TERMOQUÍMICA Y ANÁLISIS TÉRMICO
- 2.8.1 Termoquímica
- 2.8.2 Análisis Térmico
- 2.8.3 Análisis Termogravimétrico
- 2.8.4 Calorimetría Diferencial de Barrido
- 2.9 ANÁLISIS QUÍMICO
- 2.9.1 Espectroscopía infrarroja
- 2.9.2 Cromatografía de gases / espectrometría de masas
- CAPÍTULO
- METODOLOGÍA....................................................................................................................................
- 3.1 POLIETILENO DE ALTA DENSIDAD
- 3.1.1 Análisis termogravimétrico
- 3.1.2 Calorimetría diferencial de barrido
- 3.1.3 Poder calorífico y contenido de cenizas
- 3.1.4 Espectroscopía infrarroja
- 3.1.5 Determinación de la energía de activación
- 3.1.6 Pruebas exploratorias de pirólisis a escala de banco
- 3.1.7 Diseño de Experimentos
- 3.2 CERA
- 3.2.1 Análisis termogravimétrico
- 3.2.2 Calorimetría diferencial de barrido
- 3.2.3 Contenido de cenizas
- 3.2.4 Poder calorífico
- 3.2.5 Espectroscopía infrarroja
- 3.2.6 Cromatografía de gases-espectrometría de masas
- 3.3 ACEITE
- 3.3.1 Cromatografía de gases-espectrometría de masas
- CAPÍTULO
- RESULTADOS
- 4.1 POLIETILENO DE ALTA DENSIDAD
- 4.1.1 Análisis termogravimétrico
- Prueba a rampa de 10 °C/min
- Prueba a rampa de 20 °C/min
- Prueba a rampa de 40 °C/min
- térmico Comparativo del efecto de distintos niveles de rampa de calentamiento en el comportamiento
- 4.1.2 Calorimetría diferencial de barrido
- 4.1.3 Espectroscopía infrarroja
- 4.1.4 Determinación de la energía de activación
- 4.1.5 Pruebas exploratorias de pirólisis a escala de banco
- Primera prueba exploratoria
- Segunda prueba exploratoria
- 4.1.6 Diseño de experimentos
- 4.2 CERA
- 4.2.1 Análisis termogravimétrico
- 4.2.2 Calorimetría diferencial de barrido
- 4.2.3 Contenido de cenizas
- 4.2.4 Poder calorífico
- 4.2.5 Espectroscopía infrarroja
- Análisis FTIR de cera de la primera pirólisis exploratoria
- Análisis FTIR de cera de la segunda pirólisis exploratoria
- 4.2.6 Cromatografía de gases / espectrometría de masas
- 4.3 ACEITE
- 4.3.1 Cromatografía de gases / espectrometría de masas
- Análisis GC/MS al aceite, prueba uno
- Análisis GC/MS al aceite, prueba dos
- 4.4 PRODUCTOS FINALES
- CONCLUSIONES
- REFERENCIAS
- Figura 1. Desarrollo histórico de los plásticos. Lista de figuras
- Figura 2. Estructura de un polímero termofijo [11].
- Figura 3. Estructura de un polímero termoplástico [11].
- Figura 4. Producción histórica mundial de plástico [19].
- Figura 5. Producción mundial de plástico por región, 2017 [9].
- Figura 6. Generación total de RSU en México, 1991 – 2012 [31], [32].
- Figura 7. Composición de RSU en México, 2012 [30].
- Figura 8. Segmentación por mercado [33].............................................................................
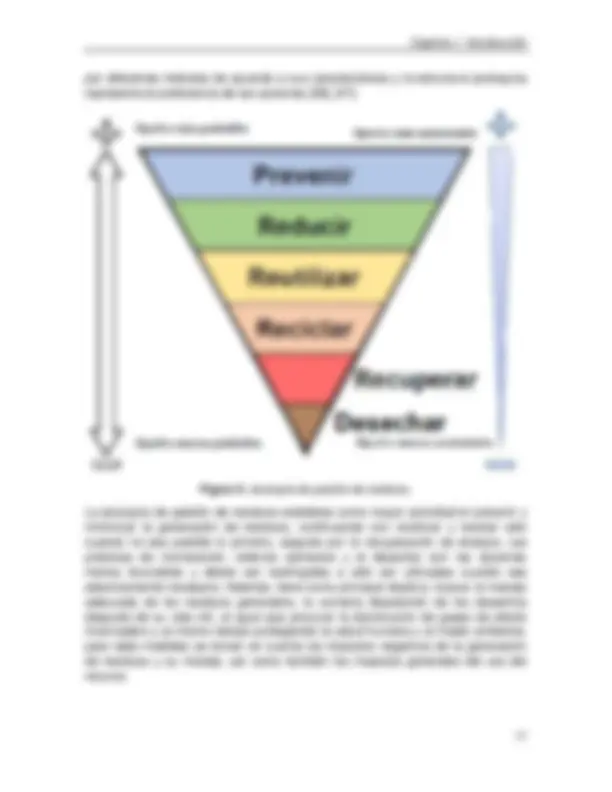
- Figura 9. Jerarquía de gestión de residuos.
- Figura 10. Gestión de residuos plásticos [52]........................................................................
- Figura 11. Reciclaje mecánico (secundario) de plásticos [3], [39].......................................
- Figura 12. Reciclaje químico y sus diferentes vías.
- Figura 13. Métodos de tratamientos para plásticos [56].
- Figura 14. Caracterización de los procesos termoquímicos [74], [75].................................
- Figura 15. Instalaciones de la empresa.
- Figura 16. Planta de pirólisis ubicada en Hengelo, Holanda.
- Figura 17. Distintas representaciones gráficas de la estructura de polímeros lineales.
- entrecruzados. Figura 19. Distintas representaciones gráficas de la estructura de polímeros
- Figura 20. Representación gráfica de la estructura de un polímero reticulado.
- un polietileno de alta densidad (b). Figura 21. Diferencias en la estructura molecular de un polietileno de baja densidad (a) y
- Figura 22. Representación gráfica de la estereoquímica de un polímero [1].
- Figura 23. Representación gráfica de la estructura de un polímero semicristalino.
- Figura 24. Diagrama de un reactor de lecho fijo [127].
- Figura 25. Diagrama de un reactor de lecho fluidizado [127].
- Figura 26. Diagrama de un reactor de lecho cónico [128].
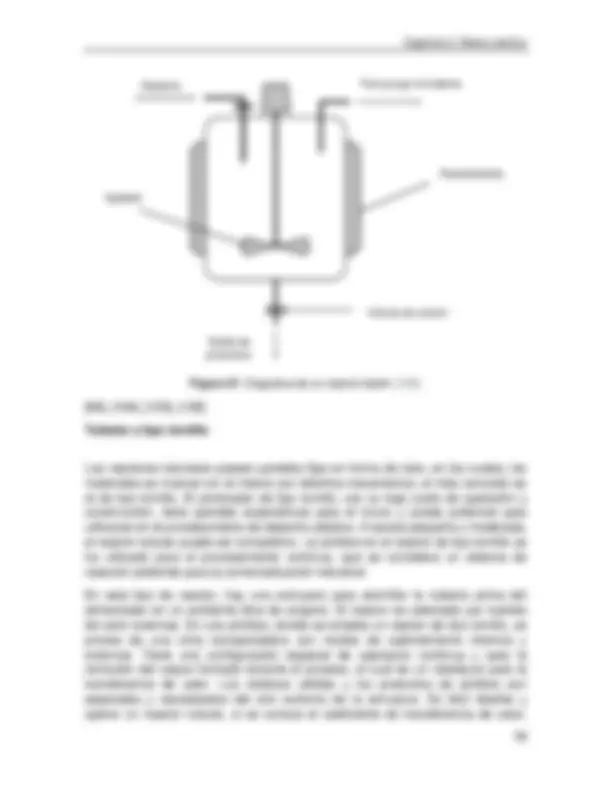
- Figura 27. Diagrama de un reactor batch [104].
- salida del gas volátil; 13) descarga del residuo sólido; 14) deflector. [109]. del gas de calentamiento; 8) salida del gas de calentamiento; 9-11) tuberías de drenaje;
- Figura 29. Presentación del progreso de reacciones de diferentes órdenes [129].
- Figura 30. Gráfico de la ley de velocidad para las reacciones de primer orden.................
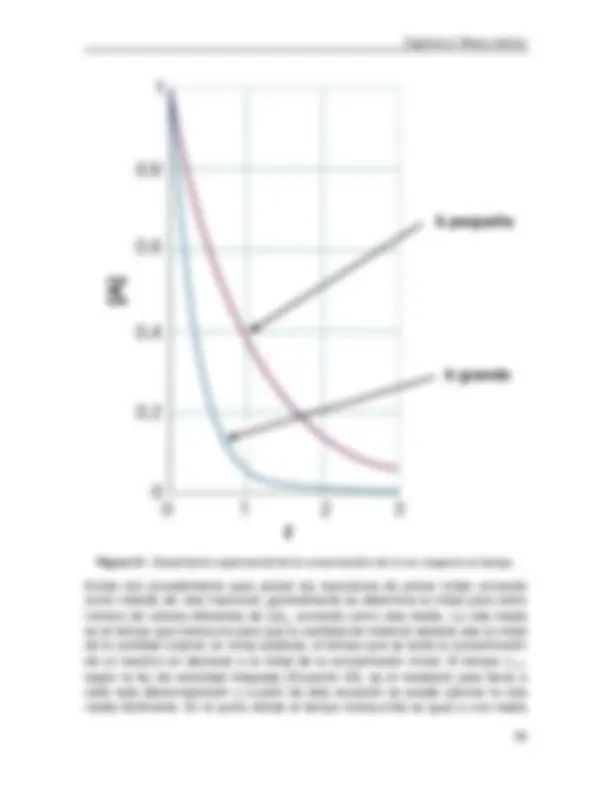
- Figura 31. Decaimiento exponencial de la concentración de A con respecto al tiempo.
- Figura 32. Gráfico de vida media para una reacción de primer orden.
- Figura 33. Gráfica de orden cero: [A] contra tiempo.
- Figura 34. Gráfica de Arrhenius.
- exotérmica. Figura 35. Representación gráfica de la energía de activación para un perfil de reacción
- Figura 36. Importancia y efecto de la orientación.
- Figura 37. Aproximación de la molécula A a la B.
- Figura 38. Definición de una colisión....................................................................................
- Figura 39. Definición del parámetro de impacto.
- Figura 40. Despolimerización aleatoria.
- Figura 41. Ruptura inicial del mecanismo de degradación.................................................
- Figura 42. Escisión aleatoria de cadena.
- Figura 43. Escisión de final de cadena.
- Figura 44. Reacción de despropagación.
- Figura 45. Despropagación del polietileno.
- Figura 46. Transferencia de hidrógeno intermolecular.
- Figura 47. Reacción de transferencia intermolecular..........................................................
- Figura 48. Transferencia intramolecular de hidrógeno.
- Figura 49. Transferencia de un hidrógeno en la misma molécula.
- Figura 50. Escisión β en la molécula.
- Figura 51. Reacción de escisión β........................................................................................
- Figura 52. Formación de ramificaciones.
- Figura 53. Reacción de recombinación o acoplamiento bimolecular.
- Figura 54. Recombinación o acoplamiento bimolecular.
- Figura 55. Reacción de desproporcionación.
- Figura 56. Desproporcionación.
- Figura 57. Mecanismo de degradación térmica del polietileno.
- Figura 58. Escisión-β.
- [184]. Figura 59. Diagrama esquemático de una curva de DSC mostrando posibles transiciones
- Figura 60. Esquema de un DSC [1].
- Figura 61. Polietileno de alta densidad empleado para el estudio.
- Figura 62. Plástico tamizado a un tamaño de partícula máximo de 5 mm.
- Figura 63. Analizador termogravimétrico TGA Q500.
- Figura 64. Colocación de la bandeja con la muestra de HDPE en el TGA.......................
- Figura 65. Calorímetro utilizado en el estudio.
- referencia. Figura 66. Bandejas dentro del calorímetro, una con el contenido muestra y otra de
- Figura 67. Calorímetro cerrado con la muestra contenida dentro.
- Figura 68. Espectrómetro infrarrojo utilizado en el análisis.
- Figura 69. A) Horno tubular empleado en el estudio. B) Reactor tubular utilizado.
- Figura 70. A) Balanza eléctrica usada. B) Flujómetro utilizado.
- Figura 71. Gráfica de TGA con rampa de 10 °C/min.
- Figura 72. Gráfica de TGA de rampa 20 °C/min.
- Figura 73. Gráfica de TGA de rampa de 40 °C/min.
- Figura 74. Gráfica de TGA con las distintas rampas de calentamiento estudiadas.
- Figura 75. Gráfica de DTG con las diferentes rampas de calentamiento analizadas.
- Figura 76. Gráfica de DSC del HDPE.
- Figura 77. Espectro infrarrojo de la muestra de plástico HDPE.........................................
- Figura 78. Gráfica de Kissinger-Akahira-Sunose.
- Figura 79. Gráfica de Ozawa-Flynn-Wall.
- Figura 80. Gráfica de Friedman.
- vs. conversión). Figura 81. Variación de la energía de activación con respecto al nivel de conversión (Ea
- Figura 82. Pesaje del material muestra a descomponer.
- Figura 83. Sistema de pirólisis instalado..............................................................................
- Figura 84. Apariencia de los productos: a) gas, b) residuo sólido, c) cera.
- Figura 85. Apariencias de las ceras obtenidas, a) primera prueba, b) segunda prueba.
- menos volátiles........................................................................................................................ porcentaje de volátiles. b) En el menor nivel de tamaño de partícula (2 mm) se generaba
- partícula contra los niveles de temperatura. Figura 87. Gráfica de interacción para % de volátiles mostrando los distintos tamaños de
- contra los tamaños de partícula. Figura 88. Gráfica de interacción para % de volátiles mostrando las distintas temperaturas
- Figura 89. Gráfico de la regresión lineal.
- Figura 90. Porcentaje de productos generados de la prueba para obtención de cera.
- obtención de cera con diseño de experimentos implementado. Figura 91. Gráfico comparativo entre la primera prueba exploratoria y la prueba para
- Figura 92. Gráfica de TGA aplicada a la cera.
- Figura 93. Gráfica de DSC de la cera.
- Figura 94. Espectro infrarrojo de la cera de la primera prueba de pirólisis.
- Figura 95. Espectro infrarrojo de la cera de la segunda prueba de pirólisis.
- Figura 96. Gráfico de GC/MS para la cera.
- Figura 97. Gráfico de análisis GC/MS a la primera muestra de aceite pirolítico.
- Figura 98. Gráfico de análisis GC/MS de la segunda muestra de aceite pirolítico.
- hasta el aceite final producido. Figura 99. Productos finales de las pruebas de pirólisis desde la materia prima inicial
- pruebas de pirólisis exploratorias.
- exploratorias. Tabla 33. Resultados del poder calorífico de la cera de las pruebas de pirólisis
- Tabla 34. Grupos funcionales presentes en la muestra de cera de la primera prueba....
- Tabla 35. Grupos funcionales presentes en la muestra de cera de la segunda prueba.
- Tabla 36. Principales compuestos químicos en la cera.
- Tabla 37. Resultados de la prueba para obtención de aceite.
- Tabla 38. Principales compuestos presentes en la primera muestra de aceite.
- Tabla 39. Composición de la segunda muestra de aceite pirolítico.
Capítulo 1. Introducción 1
Capítulo 1
Introducción
Los plásticos se han convertido en un material indispensable en el mundo
moderno; debido a su ligereza, durabilidad, y variedad de usos, combinado a un
bajo costo y menor cantidad de energía requerida para producirlos; estos
materiales son empleados en diversas áreas, tanto industrial como domésticas.
Además, los plásticos se han convertido en materiales esenciales y nuevas
aplicaciones son desarrolladas día con día [1]–[6].
La palabra polímero significa “de muchas partes” y se refiere a una molécula que
está compuesta por la repetición de una simple unidad, los “meros” son las partes
o segmentos que conforman a la molécula. Plástico es un término derivado del
latín “plasticus” que proviene del griego “plastikos”, que se utiliza para describir
algo que se puede moldear o es apto para ser moldeado. El primer plástico en la
historia fabricado por el hombre fue la Parkesina utilizada en peines, mangos para
cuchillos y armazones de lentes, en el año de 1856. Posteriormente en 1884, a
partir de la celulosa, se obtiene el rayón, la primera fibra polimérica. El primer
plástico sintético fabricado fue la Baquelita, creado en 1907 para carcasas de
teléfonos y componentes eléctricos. El nylon fue inventado en 1935 mientras se
buscaba un material sintético sustituto a la seda de araña [7]–[9].
Durante el último siglo y medio, los humanos han aprendido cómo hacer polímeros
sintéticos, algunas veces utilizando sustancias naturales como la celulosa, pero
más a menudo utilizando los abundantes átomos de carbono proporcionados por
el petróleo y otros combustibles fósiles. Los polímeros sintéticos están hechos de
largas cadenas de átomos, dispuestas en unidades repetitivas, a menudo mucho
más largas que las que se encuentran en la naturaleza. Es la longitud de estas
cadenas y los patrones en las cuales están dispuestas las que hacen que los
polímeros sean fuertes, livianos y flexibles. En otras palabras, es lo que los hace
tan plástico [10].
Capítulo 1. Introducción 2
1.1 Los plásticos y su desarrollo
El desarrollo de los plásticos ha evolucionado del uso de materiales plásticos
naturales bioderivados como el huevo y proteínas, hasta el uso de los materiales
naturales modificados químicamente y, finalmente, a los de moléculas
completamente sintéticas. En la Tabla 1 se muestran ejemplos de plásticos
naturales y sintéticos.
Materiales plásticos naturales Materiales plásticos sintéticos
- Goma de mascar
- Goma laca
- Caucho natural
- Nitrocelulosa
- Colágeno
- Galalita
- Baquelita
- Epoxi
- PVC Tabla 1. Materiales plásticos naturales y sintéticos.
A continuación, en la Figura 1 se presenta una línea del tiempo en la cual se
ilustra el desarrollo de la industria del plástico a través del tiempo.
Capítulo 1. Introducción 4
Después de la Primera Guerra Mundial, las mejoras en la tecnología química
condujeron a una explosión de nuevas formas de plásticos, y la producción en
masa comenzó en las décadas de 1940 y 1950 (alrededor de la segunda guerra
mundial). La industria del plástico experimenta un crecimiento exponencial en la
década de los 50 ’s, a nivel mundial, se realizan grandes esfuerzos de
investigación para obtener materiales con propiedades mecánicas y químicas
adecuadas, que pudieran ser utilizados tanto en la industria como en el hogar. El
polipropileno y el polietileno de alta densidad fueron fabricados en 1951 y 1953,
respectivamente, y rápidamente su uso se popularizó, debido a su resistencia
química, aislamiento térmico y eléctrico, dureza, maleabilidad, bajo costo de
producción, durabilidad y versatilidad [1], [8], [11], [12].
En la actualidad, tanto el reciclaje de plásticos como novedosas aplicaciones han
presentado notables avances en su desarrollo. Nuevas aplicaciones y formas de
reciclaje van apareciendo, así como también nuevas tecnologías, tanto
emergentes como convergentes, entre las cuales se encuentran en las áreas de:
nanotecnología, biotecnología, información, comunicación, robótica, médica,
ciencia cognitiva, inteligencia artificial, entre otras [13].
1.2 Tipos de plásticos
Los plásticos se clasifican de diferentes maneras, según su origen (natural o
sintético), su reacción de síntesis (adición o condensación), su estructura
molecular (amorfo, semicristalino, cristalizable), para aplicaciones de ingeniería,
entre otras. La manera en la que con más frecuencia se clasifican, es de acuerdo
a su comportamiento frente al calor, agrupándose en termofijos o termoplásticos.
Termofijos
También conocidos como termosets o termoestables, son aquellos plásticos que a
temperatura ambiente presentan una consistencia dura y rígida, y se pueden
ablandar y fundir una única vez, por lo que una vez solidificados en su forma final,
se mantienen sólidos permanentemente y no se pueden volver a ablandar. Esto no
los hace adecuados para repetidos tratamientos de calor, sus desechos no son
reciclables y no se pueden aprovechar para obtener otros productos. Estos
plásticos son ampliamente utilizados en productos electrónicos y automotrices.
Algunos ejemplos de plásticos pertenecientes a este grupo son: fenol
formaldehído, urea formaldehído, melamina formaldehído, poliuretano, resinas
epóxicas, etc. Los plásticos termofijos son aquellos materiales cuyas cadenas
poliméricas están químicamente unidas por enlaces covalentes fuertes, que
conducen a estructuras de red tridimensionales [11], [14]–[16].
Capítulo 1. Introducción 5 Figura 2. Estructura de un polímero termofijo [11].
Los termofijos tienen una estructura molecular entrecruzada, es decir, todas las
cadenas del polímero están interconectadas entre sí por enlaces covalentes, lo
que les proporciona alta resistencia mecánica e insolubilidad. Sin embargo, al
someterse a altas temperaturas no se funden, sino que se carbonizan.
Termoplásticos
Son aquellos plásticos que, tras aplicárseles suficiente calor, pueden ser
nuevamente fundidas y moldeadas para adoptar nuevas formas, este proceso de
recalentar y moldear puede ser aplicado repetidamente hasta que pierda
completamente sus propiedades. Lo que permite su reutilización y reciclaje. En
este grupo se encuentran: polietilenos, poliestireno, policloruro de vinilo,
polipropileno, entre otros. El comportamiento termoplástico es una consecuencia
de la ausencia de enlaces covalentes entre las cadenas de polímeros, que
permanecen como unidades prácticamente independientes unidas sólo por
fuerzas electroestáticas débiles [11], [14]–[16].
Figura 3. Estructura de un polímero termoplástico [11]. Enlace covalente