


Construcción
Instituto Técnico
de la Estructura
en Acero
ITEA
4




























































































Prepara tus exámenes y mejora tus resultados gracias a la gran cantidad de recursos disponibles en Docsity

Gana puntos ayudando a otros estudiantes o consíguelos activando un Plan Premium

Prepara tus exámenes
Prepara tus exámenes y mejora tus resultados gracias a la gran cantidad de recursos disponibles en Docsity
Prepara tus exámenes con los documentos que comparten otros estudiantes como tú en Docsity
Encuentra los documentos específicos para los exámenes de tu universidad
Estudia con lecciones y exámenes resueltos basados en los programas académicos de las mejores universidades
Responde a preguntas de exámenes reales y pon a prueba tu preparación
Consigue puntos base para descargar
Gana puntos ayudando a otros estudiantes o consíguelos activando un Plan Premium
Comunidad
Pide ayuda a la comunidad y resuelve tus dudas de estudio
Ebooks gratuitos
Descarga nuestras guías gratuitas sobre técnicas de estudio, métodos para controlar la ansiedad y consejos para la tesis preparadas por los tutores de Docsity
Este documento ofrece una descripción detallada del proceso de fabricación de estructuras metálicas en acero, incluyendo objetivos, contenido, resumen y conocimientos previos. Además, se detalla el desglose del coste de estas estructuras, tipos clásicos y aspectos técnicos del montaje. Es una lección útil para estudiantes de ingeniería civil, arquitectura y metalurgia.
Tipo: Apuntes
1 / 133

Esta página no es visible en la vista previa
¡No te pierdas las partes importantes!
Problema resuelto Nº: 4.1 (i) y (ii): Garantía de Calidad/Control
- ÍNDICE DEL TOMO ESDEP TOMO 4
CONSTRUCCIÓN
Lección 4.1.1: Fabricación general
de estructuras de acero I
El objeto de esta lección es dar a conocer los aspectos de la fabricación de estructuras de acero. Sólo se puede lograr que el proyecto de una estruc- tura de acero sea óptimo considerando su fabrica- ción y montaje al mismo tiempo que las necesida- des funcionales, arquitectónicas y estructurales.
Para reducir el coste total y producir un proyecto óptimo de la estructura de acero, impor- ta que las distintas especialidades que intervie- nen trabajen coordinadamente en forma de equi- po en todas las fases del proyecto.
El coste de fabricación no depende sólo de la fabricación misma, también influyen el alcance del contrato, el procedimiento de con- tratación y la organización. La mano de obra que interviene en la fabricación tiene gran efecto en los costes. Un buen proyecto se cen- tra en reducir la manipulación y preparación del material; se hace notar al respecto que en los procedimientos y secuencias de fabricación influye la protección superficial que requiere la obra de acero. También debe prestarse aten- ción cuidadosa a otros aspectos, como las características de los materiales, la distorsión y las tolerancias.
TIPOS DE CONTRATO Y ORGANIZACIÓN
Y ORGANIZACIÓN
2.1 General
El tipo de contrato y la organización depen- den mucho de la clase de obra, de la propiedad y del fabricante. Es práctica común que el contrato con la empresa de construcciones metálicas com- prenda la fabricación y montaje y la confección de los planos de detalle; esto favorece mucho la com- petencia, ya que en el coste de fabricación de una estructura de acero influye mucho la preocupación por el coste al resolver los detalles de ingeniería.
Las obras grandes, como rascacielos, puentes y estructuras marinas, suelen ser pro- yectadas por firmas consultoras de ingeniería especializada con un contrato aparte; sin embar- go, no es raro que el proyecto total de estructuras más comunes (pórticos, etc.) lo realice el fabri- cante bajo un contrato conjunto con la propiedad.
2.2 Procedimientos contractuales
Después de recibir el encargo y acordar las condiciones, se pasan copias de los docu- mentos principales a la oficina de proyectos. Estos documentos suelen ser los siguientes:
2.3 Plan
El buen fin de un contrato suele depender del cumplimiento con los requisitos del programa del proyecto; las desviaciones del programa pue- den tener efectos muy serios sobre el coste y los retrasos podrían perjudicar mucho a los otros ofi- cios participantes y posteriormente a la propiedad.
El programa se suele confeccionar en un formato de barras fundado en las técnicas de red, entre ellas el análisis de camino crítico.
Los elementos esenciales son:
Todos los elementos se planean a plazos fijos y coordinados con las actuaciones paralelas de otros contratos que se realicen al mismo tiempo. Si el programa de montaje impone exi- gencias de trabajo en taller superiores a la capa- cidad del fabricante, se hace necesario subcon- tratar trabajos en conjunción con los requisitos de garantía y control de calidad (GC y CC).
2.4 Delineación
Únicamente se pueden confeccionar los planos con rapidez y economía si el ingeniero consultor proporciona toda la información preci- sa acerca de la geometría de la estructura, dimensiones de los elementos y los esfuerzos y momentos de las uniones. Sin la información oportuna, habrá retrasos muy caros, no solo en delineación de proyectos, sino en toda la cadena de producción. Las variaciones del proyecto una vez acabados los planos ocasionan gastos extra. Y peor aún, habrá más gastos extra si hay que modificar el trabajo ya realizado en el taller; las modificaciones hechas en obra suelen ser muy costosas, en particular si producen retrasos en el programa.
La delineación de los planos se divide en tres fases:
El tiempo y dinero dedicado a la confec- ción de los planos depende mucho del grado de
DE FABRICACIÓN
3.1 Organización del taller
Los fabricantes de estructuras van desde pequeñas empresas generalistas hasta grandes fábricas especializadas que disponen de distin- tos equipos. En todo caso, la fabricación debe organizarse siempre de modo que el material cir- cule por el taller en un solo sentido desde que entra hasta que sale (diapositiva 1). Un diagra- ma de circulación, como el de la diapositiva 2, muestra las principales actividades de un taller moderno; las actividades concretas de la fabri- cación de una estructura sencilla también se pueden organizar mediante un diagrama de cir- culación (diapositiva 3).
La mayor parte de los talleres están dota- dos de puentes grúas móviles, a veces con con- trol a distancia desde el suelo. En talleres gran- des son comunes los sistemas de cintas transportadoras. Se reducen así mucho los cos- tes de acarreo.
Se deben prever instalaciones especiales para almacenar materiales inflamables, e insta- larse tuberías para gas y oxígeno. Las áreas de soldadura requieren un elevado suministro de energía eléctrica y pantallas para proteger la vista contra la luz ultravioleta. Ciertas operacio- nes, como el desbastado mecánico y el corte por arco, causan mucho polvo y ruido. Por lo tanto,
PROCEDIMIENTOS DE FABRICACIÓN
Diapositiva 1
Diapositiva 2
Diapositiva 3
siempre que sea posible, deben separarse de las demás zonas de trabajo.
3.2 Manipulación y preparación
de materiales
El material se almacena temporalmente de modo que sea fácil identificarlo y moverlo. Algunas empresas apilan el material de modo que se facilite el acceso y traslado con grúas con cadenas y ganchos. En otras se maneja el mate- rial con mucha automatización, mediante grúas y transportadores de izado magnético; en la dia- positiva 4, por ejemplo, se ve una grúa móvil magnética Goliath capaz de izar chapas y perfi- les (la diapositiva 5 muestra una operación simi- lar). Los datos de dimensión, longitud, peso y calidad del acero perteneciente a una marca de identificación se registran por medios informáti- cos.
Si es necesario, se granalla el acero, ya sea a mano o mecánicamente. Algunas instala- ciones automatizadas pueden detectar las medi- das de los elementos. Puede seguir la pintura con pistola (a mano o automática), pero en fun- ción del programa de producción; por ejemplo, si hay que soldar, se debe pintar posteriormente.
3.3 Plantillas y marcaje
El acero se puede marcar directamente trazando a mano líneas de corte y ejes de tala-
dros; pero actualmente casi todos los talleres tie- nen máquinas automáticas programables. Tradicionalmente se hacían plantillas a tamaño natural de madera o cartón grueso para trazar las líneas de corte y los ejes de los taladros que debían hacerse en el acero.
A veces se producen piezas repetidas por medio de una plantilla de acero taladrada para evitar el desgaste. Aún se trabaja con plantillas, en especial para chapas y cartelas de unión pequeñas, pero las propias plantillas se trazan por métodos automáticos una vez trazados en la sala de dibujo con ordenador. Esta técnica redu- ce mucho el trabajo del trazador de plantillas tra- dicional.
3.4 Líneas de corte y perfiles laminados
Diapositiva 4
Diapositiva 5
Diapositiva 6
Existen unas brocas espirales nuevas, capaces de alcanzar mayores velocidades y ren- dimientos, a saber:
3.6 Cizallas, Guillotinas
y Punzonado
Los perfiles pequeños de reducido espe- sor se pueden cortar con cizalla.
Las chapas de hasta 25 mm de espesor se pueden cortar con guillotina, pero la fuerte
presión de contacto de la hoja inferior suele deformar la chapa y por tanto sólo puede hacer- se si lo permite la especificación. Sin embargo, las punzonadoras modernas que funcionan a gran velocidad deforman menos el material.
Es mucho más rápido punzonar el acero que taladrarlo, y por lo tanto menos costoso; pero el punzonado se reduce generalmente a las estruc- turas de poco espesor con carga predominante- mente estática o elementos secundarios, salvo que las uniones sean con tornillería de alta resistencia o los taladros se escarien a mayor diámetro. El máximo espesor al que se puede aplicar el punzo- nado depende de la clase y calidad del material.
3.7 Oxicorte de chapa
El biselado y oxicorte de chapas es prác- tica general en muchos talleres. El oxígeno y el propano se suelen guardar a granel en depósi- tos exteriores y alimentan al taller por tuberías. El equipo para cortar a la llama va desde el soplete manual hasta multilanzas con control numérico (diapositiva 13). Para cortar chapas anchas se disponen varios cabezas a fin de ase- gurar la misma temperatura a cada lado, evitán- dose así la deformación. Se puede dotar incluso el tren de corte de tres sopletes para producir cantos con doble bisel.
Las máquinas de una sola cabeza pue- den operar dirigidas por un cabezal óptico, siguiendo un perfil trazado en papel a escala
Diapositiva 10
Diapositiva 11 Diapositiva 12
1:10 o tamaño natural. El perfilado lo suelen rea- lizar máquinas con control numérico que también pueden marcar la posición de los agujeros y estampar marcas de identificación.
Si no se considera esencial la precisión de los bordes, hay otros métodos con mayor velocidad de corte, como corte con plasma bajo agua o bajo polvo inerte. El corte con láser empieza a introdu- cirse, pero por ahora se reduce a chapas finas; no obstante, la poca precisión del borde resultante lo hace inadecuado para ciertas aplicaciones.
El fabricante debe estar al tanto de que el oxicorte siempre causa contracción, por las mis- mas razones que el soldeo.
El oxicorte simétrico de las chapas reduce la distorsión. El mecanizado de un solo lado pro- duce deformación debido la tensión residual.
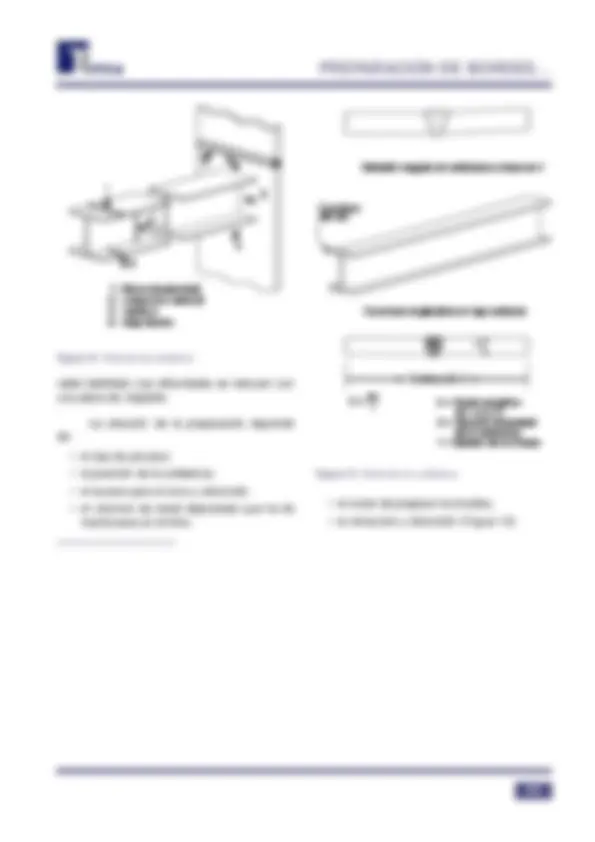
3.8 Prensado y Conformado
Para el fabricante moderno, la aplicación más importante del prensado y conformado de chapas es aumentar la gama disponible de perfi- les laminados. Un buen ejemplo es la viga arte- sa trapezoidal con la que se rigidizan tableros de puente (diapositiva 14). Otro ejemplo son las secciones tubulares de dimensiones mayores que las normalizadas (diapositiva 15).
3.9 Métodos de soldeo
Son tres los procesos de soldeo más utili- zados en los talleres modernos:
PROCEDIMIENTOS DE FABRICACIÓN
Diapositiva 13
Diapositiva 15
Diapositiva 14 Diapositiva 16
redactará una hoja con procedimientos para cada tipo de soldadura. También comprobará que el soldador está calificado según la norma exigida.
Igualmente debe supervisar los ensayos no destructivos (END) que se realicen por medios radiográficos, ultrasónicos, partículas magnéticas o líquidos penetrantes.
3.12 Producción en serie
de vigas armadas
Las vigas armadas soldadas son una manera de suplementar la gama de perfiles lami- nados existente. La secuencia de producción típica es como sigue:
La soldadura simultánea de ambas alas reduce la distorsión.
3.13 Operaciones de mecanizado
Casi todos los talleres disponen de cepilla- doras, fresadoras radiales y máquinas para meca- nizar la superficie de la chapa (diapositiva 21).
Las asperezas de los bordes de la chapa, a menudo debidas al oxicorte, se suprimen cepi- llándolas.
Los bordes de las piezas se cepillan para conseguir una escuadra mejor que la que produce la sierra. El eje de la pieza se alinea con la cabeza de corte mediante métodos de rayo láser óptico.
Sólo es necesario mecanizar las superfi- cies de apoyo especiales, y a veces, la placa de asiento de los pilares sobre el forjado.
3.14 Tolerancias de fabricación
Los talleres modernos regulan con preci- sión las dimensiones de las piezas fabricadas y no tienen dificultad para cortar el material lamina- do a su tamaño. El mayor problema estriba en la inexactitud de los perfiles y planchas que sirve la
PROCEDIMIENTOS DE FABRICACIÓN
Diapositiva 20
Diapositiva 21
acería. Las Euronormas (EN) y las normas ISO establecen las tolerancias dimensionales de los perfiles, chapas y pletinas, perfiles huecos y angu- lares laminados. Las alas de los tramos de viga en los puntos de unión críticos se enderezan con plegadora. Como se ha dicho, reducir la distorsión debida a la soldadura es un factor importante para producir con precisión perfiles soldados.
Los detalles y las uniones han de proyec- tarse de modo que se respeten las tolerancias dentro de los límites de la buena ejecución. Se da un ejemplo en la diapositiva 22.
3.15 Premontaje en el taller
A veces es preciso comprobar las correc- tas dimensiones del producto premontando una parte de la estructura en el taller.
Es probable que lo requieran las partes de la estructura de un puente, en especial las desti-
nadas al extranjero, o que pertenezcan a instala- ciones complejas.
El premontaje es caro y debe evitarse si es posible incorporando al proyecto medios de ajus- te en obra y con perfecta control de las medidas.
3.16 Inspección y Control de Calidad
El control de calidad debe empezar en el proyecto y seguir durante la elaboración de los planos y el acopio de materiales; el manteni- miento de la calidad en todo el proceso de pro- ducción depende mucho de los detalles de fabri- cación y de los materiales que se acopien.
Los fabricantes grandes tienen un control de calidad propio que crea y mantiene un manual de Calidad describiendo el método de trabajo en todo el proceso de fabricación. El departamento de control de calidad se integra con la dirección del taller para asegurar que todos los trabajado- res poseen la formación que exige el trabajo y los soldadores la homologación para ejecutar los procedimientos de soldadura prescritos.
Es necesario realizar revisiones periódi- cas que aseguren que:
Debe mantenerse siempre un enlace estrecho entre el personal de control de calidad y el de delineación.
Diapositiva 22