¡Descarga DISEÑO DE LA OPERACION y más Apuntes en PDF de Metodología de Investigación solo en Docsity!
CAPITULO III
DISEÑO DE LA OPERACION
RESUMEN
3.1 Generalidades 3.2 Análisis del Puesto de trabajo 3.3 Análisis y diseño de trabajos de ensamble 3.4 Análisis y diseño de Actividades múltiples 3.5 Técnicas Cuantitativas en el Sistema Hombre – Máquina 3.6 Estudio de casos
3.1 GENERALIDADES
Se ha tratado en forma gradual la productividad de la industria en su conjunto, hasta la consideración general de como es posible elevar la productividad de los trabajadores y de las maquinarias o equipos mediante el análisis del trabajo y el diseño de las mejoras de método. Continuando con el desarrollo del texto desde el punto de vista en un análisis de la Macro y Micro disposición de la planta industrial, en primer lugar se ha examinado procesos de manufactura en un marco general en grupos de trabajadores o líneas de producción analizando diversos tipos de actividades coordinadas que llevan a la obtención de fabricación de un producto, estudiando el movimiento de personal y de materiales e insumos desde que ingresan a la fábrica como materia prima o insumo hasta que sale como producto final. Se analizó el trabajo en general para detectar deficiencias en el diseño del sistema productivo y proponer mejoras en el sistema de fabricación.
En el presente capitulo se estudiará el Sistema de Trabajo Individual , es decir se analizaran las diferentes actividades que desarrolla el operario en su lugar o sitio de trabajo aplicando los principios y normas establecidas para lograr una mayor eficiencia del mismo. Para llegar a este objetivo primero debemos verificar que las actividades que se ejecutan son realmente necesarias o se pueden realizar de otras maneras o formas convenientes, se evaluará si esta actividad es altamente repetitiva durante el proceso. Finalmente se señala para lograr el objetivo del estudio se debe verificar:
a. El Propósito Es decir asegurándose que debe ejecutarse el trabajo realmente necesario. b. El Lugar Para asegurarse que debe ejecutarse el trabajo en el sitio donde realmente es necesario. c. La Sucesión Para asegurarse que debe ejecutarse el trabajo donde es realmente necesario. d. La Persona Para asegurarse que la tarea es ejecutada por la persona adecuada. e. La Maquinaria Para asegurarse que la tarea es ejecutada por la máquina, equipo y herramienta adecuada.
3.2 ANALISIS DEL PUESTO DE TRABAJO
El puesto de trabajo es el lugar o sitio donde son llevadas a cabo las diferentes actividades por medio del operario en trabajos altamente repetitivos Ej. Trabajos de ensamble o en trabajos que realiza la máquina.
El objetivo del análisis del puesto de trabajo es:
Identificar el tipo de puesto de trabajo, analizando las características y requerimientos para su ejecución. Evaluar la utilización y empleo adecuado de herramientas manuales y o equipo o maquinaria, si como su disposición optima en relación al sistema productivo. Analizar movimientos y distancias del trabajador y los materiales, identificando actividades inútiles con el fin de modificarlas o anularlas. Evaluar la postura corporal del trabajador, el movimiento de sus manos y su radio de acción. Efectuar el análisis critico del ambiente del trabajador como iluminación, ventilación, aire acondicionado, ruidos, así como los actos y condiciones inseguras a que esta expuesto el trabajador.
Para realizar un análisis del puesto de trabajo seguir los siguientes pasos:
Determinación actual mediante observación directa, personal o fílmica acopiando información. Analizar el método de trabajo actual pormenorizada o detallista. Diseñar un sistema optimo de trabajo actual de manera pormenorizada o detallista. Aplicación del método de trabajo propuesto. Evaluar resultados prosecución o seguimiento.
3.2.1 ANALISIS DE MICROMOVIMIENTOS
El Estudio de los Micro movimientos consiste en el análisis sistemático y minucioso de los diversos movimientos que el cuerpo humano efectúa al ejecutar una tarea con el fin de eliminar o reducir movimientos inútiles, posibilitando aquellos necesarios o productivos para el trabajo, reduciendo de esa manera costos de: mano de obra y tiempos de fabricación. Por medio de éste tipo de análisis se podrá diseñar un sistema de trabajo que permitirá desarrollar al operario sus actividades con mayor facilidad, simplicidad, seguridad y menos esfuerzo, aumentando así los índices de productividad.
Los esposos Frank y Lillian Gilbreth fueron los pioneros en el estudio de los micro movimientos manuales aplicando medios fílmicos para lograr formular leyes básicas en la economía de los movimientos llegando a identificar 17 micro movimientos o THERBLIGS. El estudio de micro movimientos es una Técnica utilizada para registrar (copiar o grabar para pantalla) una o mas actividades a efectos de cronometrar, analizar y evaluar el trabajo manual o semimanual. La filmación constituye un registro permanente tanto del método de trabajo así como del tiempo de ejecución. Al pasarse la proyección del film puede repetirse una y otra vez aun con movimientos retardados o cámara lenta para un mejor análisis. Entre los instrumentos que utiliza se pueden señalar: Cámara filmadora, trípode, televisor, reproductora de imagen, cronómetro y otros auxiliares:
En general los movimientos en un puesto de trabajo pueden ser medianos y más pequeños. Los primeros son usados generalmente en el trabajo de máquina cuya duración el tiempo son relativamente mayores; los segundos en trabajos altamente repetitivos y de corta duración.
3.2.2 ELEMENTOS DE TAMAÑO MEDIANO EN UNA OPERACION
Una operación e inspección puede analizarse en términos de ciertos conjuntos de actividades de trabajos Standard introducidos previamente. Estas actividades serán previamente estudiadas en la relación: Hombre – Máquina de este capítulo.
1. SERVICIO DE LA MAQUINA: SM
Consiste en remover de la máquina el material nuevo y poner en marcha la máquina.
2. MAQUINA EN OPERACION: MO
Es aquel periodo de tiempo durante el cual la máquina procesa el material.
3. CARGAR LA MAQUINA: CM
Consiste en el tiempo de utiliza el operario en alimentar la máquina con el material necesario.
4. DESCARGAR LA MAQUINA: (DM)
Consiste en sacar el material de la máquina una vez que ésta ha sido trabajada o maquinada.
12. ESPERA INEVITABLE: EI
Es una demora de la mano por causas debidas al propio proceso y que no depende por tanto del operario. Comienza cuando la mano está ociosa y termina cuando inicia cualquier otro trabajo.
13. ESPERA EVITABLE: EE
Son demoras que no son debidas al método y sobre las cuales el operario tiene el control, consistiendo la ejecución de algo innecesario. Empieza cuando la mano se desvía del método estándar y termina cuando retorna a su rutina normal.
14. DESCANSO PARA EVITAR LA FATIGA: DF
Consiste en la ociosidad, como parte del ciclo y necesaria para vencer la fatiga causada por el trabajo. Se inicia cuando la mano está ociosa y termina cuando está en posibilidad de reanudar el trabajo.
15. PLANEAR: PL
Consiste en la determinación a tomar para empezar o continuar una acción. Se inicia cuando la mano está ociosa mientras el trabajador decide la acción a realizar y termina cuando la determinación ha sido tomada .
16. INSPECCIONAR: I Consiste en determinar la calidad de un objeto, mediante la utilización de uno o varios sentidos, pudiendo presentarse simultáneamente con otros Therbligs. Se inicia cuando se empieza a examinar un objeto y termina cuando ya ha sido inspeccionado
3.2.4 PRINCIPIOS DE ECONOMIA DE MOVIMIENTOS
Los principios de la economía de movimientos son el resultado de la experiencia y constituyen una base excelente para idear métodos mejores en el lugar de trabajo.
Los principios de la Economía de los movimientos, se pueden clasificar en tres grupos:
Buscar como utilizar adecuadamente el cuerpo humano.
Buscar la mejor organización y distribución del lugar de trabajo Usar adecuadamente las maquinarias, herramientas y equipos.
Sirven por igual en talleres y oficinas y, aunque no siempre es posible aplicarlos constituyen una excelente base para mejorar la eficiencia y reducir la fatiga del trabajo manual.
A. USO DEL CUERPO HUMANO
Siempre que sea posible:.
a) Ambas manos deben comenzar simultáneamente sus actividades básicas del trabajo y no deben de estar ociosas al mismo tiempo. b) Los movimientos de las manos deben ser simétricos y simultáneos al separarse y alejarse del cuerpo. c) Siempre que sea posible debe aprovecharse el impulso para ayudar al trabajador y debe reducirse a su mínima expresión cuando se debe efectuar un esfuerzo muscular. d) Son preferibles los movimientos curvos y continuos a los rectilíneos que necesitan cambios bruscos de dirección. e) Deben emplearse el menor número de divisores básicas y éstas deben estar dentro de las clasificaciones más bajas posibles que ordenadas en forma ascendente de tiempo y fatiga. Estos movimientos son:
Movimiento de los dedos. Movimiento de los dedos y muñecas. Movimiento de los dedos, muñecas y antebrazos. Movimiento de los dedos, muñeca, antebrazo y brazo. Movimiento de dedos, muñeca, antebrazo, brazo y cuerpo.
f) Deben procurarse que todo trabajo que puede hacerse con los pies se ejecute al mismo tiempo del que se hace con las manos g) Los dedos índice y pulgar soportan trabajos más pesados. El resto no puede manipular pesos considerables por largo tiempo. h) Mientras se trabaje de pie, éstos no pueden operar pedales eficientemente m i) Los movimientos de torcer el cuerpo deben hacerse con los codos doblados. j) Para tomar las herramientas, debe usarse los segmentos de los dedos más cercanos a la palma de la mano.
B. ORGANIZACION Y MEJORES CONDICIONES DE TRABAJO
a) Deben destinarse sitios fijos para cada herramienta y material, a fin de permitir la mejor secuencia y eliminar y reducir los Therbling de búsqueda y selección. b) Hay que utilizar depósitos alimentadores por gravedad y descargar por caída, para reducir los tiempos de alcanzar y mover. c) Todos los materiales y herramientas deben colocarse dentro del área de alcance normal, tanto en el plano horizontal como en el vertical. d) Proporcionar un asiento cómodo al operador y tener cuidado de que la altura del mismo sea la mejor para que trabaje eficientemente sentándose y poniéndose de pie alternativamente. e) Se deben proporcionar: ventilación, temperatura e iluminación adecuada. f) Deben estudiarse las necesidades de visibilidad de la estación de trabajo. g) El ritmo es esencial para llevar a cabo suave y automáticamente una operación; y el trabajo debe organizarse de modo que sea fácil y con ritmo natural.
C. DISEÑO ADECUADO DE HERRAMIENTAS Y EQUIPOS
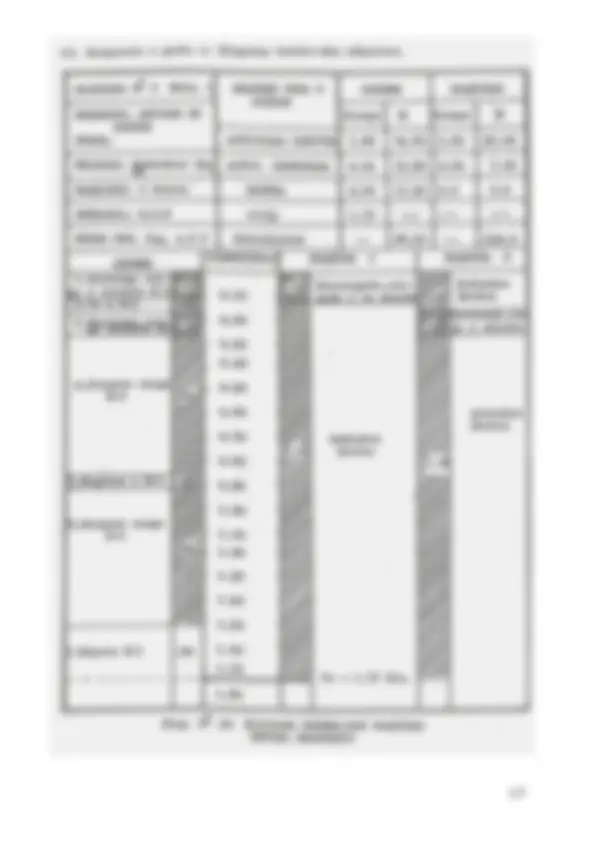
DIAGRAMA S I M O
ESTUDIO DEL CASO: MONTAJE DE TORNILLO Y ARANDELAS
En una empresa industrial, para algunos de sus productos se utilizan pernos, también conocido como tornillos o bulones de (10 x 25) mm. con tres arandelas cada perno; el tornillo y las arandelas se ensamblan en otro lugar de trabajo, en un puesto dedicado especialmente para ese fin.
Este puesto de trabajo es ocupado por una operaria calificada; el puesto comprende básicamente una mesa de trabajo sobre la cual se distribuye una caja con celdas, en las cuales van los elementos a ser ensamblados.
Para el método actual de trabajo, se observa que se utiliza una caja con cinco divisiones (Ver esquema adjunto) el primer espacio de la izquierda es ocupado por los tornillos ensamblados y en el otro extremo son colocados las arandelas de caucho.
El trabajo consiste en colocar la arandela grover pegada a la cabeza del tornillo o bulón, la de acero al centro y la arandela de caucho al final del tornillo ya que esta entra a presión para evitar que las anteriores caigan una vez colocadas.
La unidad de tiempo a utilizar es de 1 / 1000 min.
CON LA INFORMACIÓN PROPORCIONADA SE PIDE:
a. Analizar el método de trabajo actual del movimiento de las manos mediante la aplicación del diagrama SIMO.
b. Diseñar un nuevo sistema de trabajo individual, proponiendo una mejora de métodos referente al método actual.
c. Calcular el incremento de productividad del método propuesto respecto del método actual.