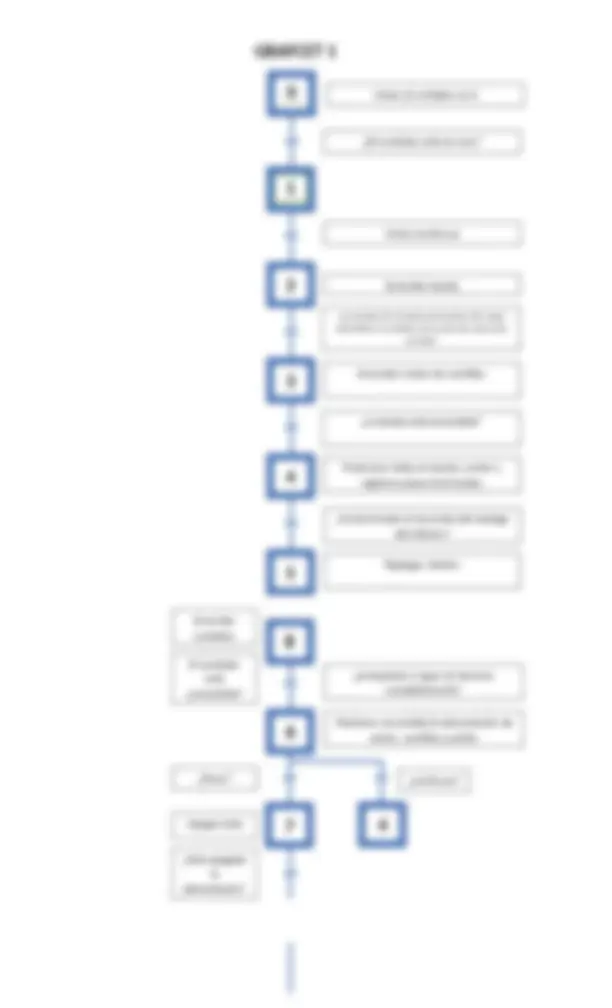
Para iniciar el proceso se acciona el push de alimentación (START)
con esto se activa el contactor que enciende el motor de la banda transportadora al tiempo que la
célula de carga envía la señal de medición de la fuerza de tensión que actúa en ese instante sobre la
banda de transmisión (que transmite el movimiento rotacional desde un solo motor, hacia las dos
cuchillas de corte) al plc
de encontrarse dentro del rango óptimo para la transmisión de potencia mecánica para realizar el
corte, permite que la bobina del contactor del relé de alimentación permanezca activa sin mantener
oprimido el botón START y un sensor fotoeléctrico 2 (encargado de garantizar que la cubierta de la
zona de corte permanezca cerrada evitando accidentes con las cuchillas y obstrucciones), envía la señal
de una variable de tipo booleana al plc, que de ser verdadera (solo cuando la cubierta está cerrada),
también permite que la alimentación permanezca activa.
Sensor
fotoeléctrico 1
Depósito 1
Sensor fotoeléctrico 2
Sección de corte
Pistón
Sensor
fotoeléctrico 3
Encoder
Célula
de
carga
START
Depósito 2