


Sesión 10
Sesión 10
LÍNEAS DE
LÍNEAS DE
PRODUCCIÓN
PRODUCCIÓN
AUTOMÁTICAS
AUTOMÁTICAS

















Prepara tus exámenes y mejora tus resultados gracias a la gran cantidad de recursos disponibles en Docsity

Gana puntos ayudando a otros estudiantes o consíguelos activando un Plan Premium

Prepara tus exámenes
Prepara tus exámenes y mejora tus resultados gracias a la gran cantidad de recursos disponibles en Docsity
Prepara tus exámenes con los documentos que comparten otros estudiantes como tú en Docsity
Encuentra los documentos específicos para los exámenes de tu universidad
Estudia con lecciones y exámenes resueltos basados en los programas académicos de las mejores universidades
Responde a preguntas de exámenes reales y pon a prueba tu preparación
Consigue puntos base para descargar
Gana puntos ayudando a otros estudiantes o consíguelos activando un Plan Premium
Comunidad
Pide ayuda a la comunidad y resuelve tus dudas de estudio
Ebooks gratuitos
Descarga nuestras guías gratuitas sobre técnicas de estudio, métodos para controlar la ansiedad y consejos para la tesis preparadas por los tutores de Docsity
Comntenido del curso de operaciones unitarias
Tipo: Apuntes
1 / 77

Esta página no es visible en la vista previa
¡No te pierdas las partes importantes!
Líneas de producción automática Sistemas de transferencia Tecnologías de grupos Introducción a celdas de manufactura
La aplicación de líneas de producción tiene los siguientes beneficios: Bajo contenido de trabajo directo Bajo costo del producto al reducir costos de equipo fijo en muchas unidades Altos ritmos de producción Minimización de tiempo crítico de producción y el trabajo hecho en proceso Minimización del espacio en planta
Una línea de producción automatizada consiste de múltiples estaciones que están enlazadas por una sistema de manejo de trasferencia de partes de una estación a la siguiente. La parte de trabajo original entra por un lado de la línea y los pasos de procesamiento son realizados secuencialmente al paso de la parte por la misma.
La línea podría incluir estaciones de inspección para realizar verificación de la calidad y también podría contener etapas manuales de operaciones que pueden resultar ser muy costosas o difíciles de automatizar. Cada estación hace operaciones diferentes y la secuencia de operaciones definida en la línea de producción es lo requerido para completar el producto en demanda. Múltiples partes son manufacturadas en la línea y cada una de ellas en cada estación de trabajo.
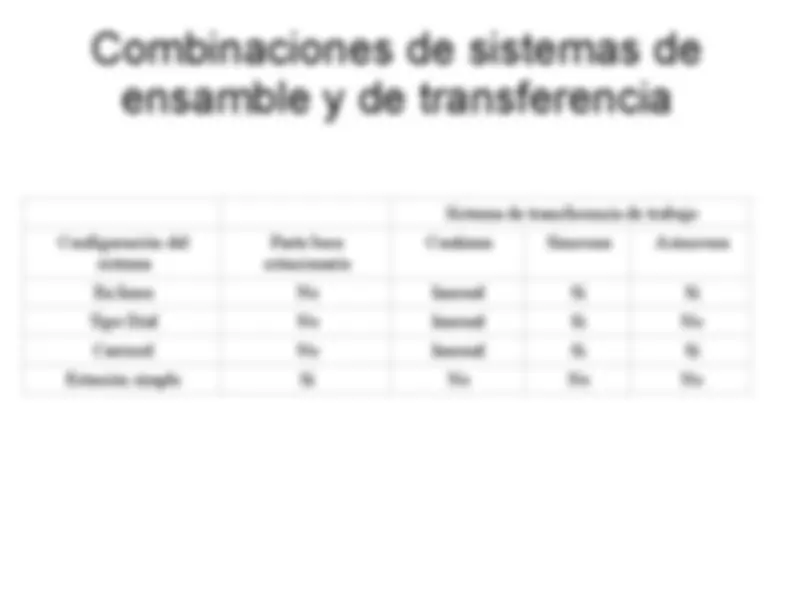
Una línea de producción opera en ciclos, similares al ensamble manual. Cada ciclo consiste de una línea de procesamiento mas el tiempo de transferencia de las partes a la estación siguiente. La estación mas lenta rige el ritmo de la línea. El sistema de transferencia depende de la geometría y tipo de pieza de trabajo. Una fijación o pallet es un dispositivo de sujeción que se diseña para: (a) fijar la parte a una locación precisa referida a su base. Y (b) poder moverse, y precisamente mantener la posición en estaciones de trabajo sucesivas en la transferencia del sistema.
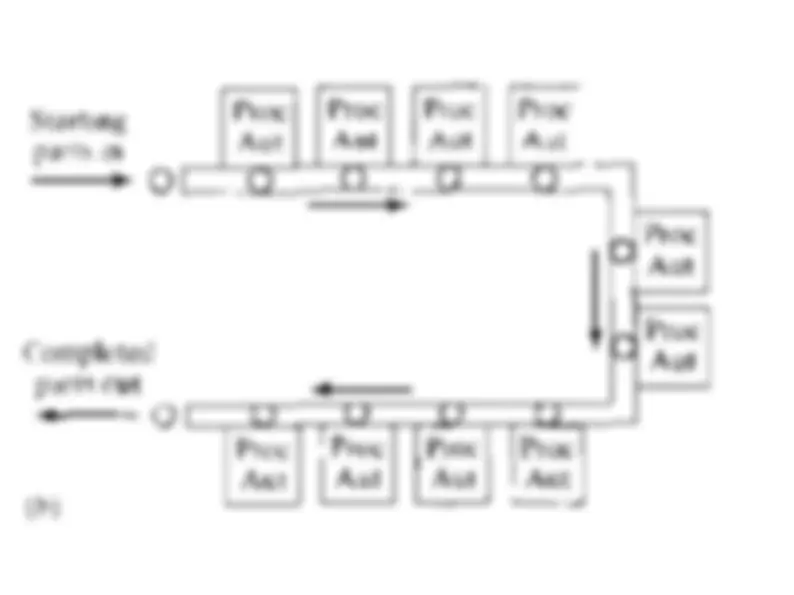
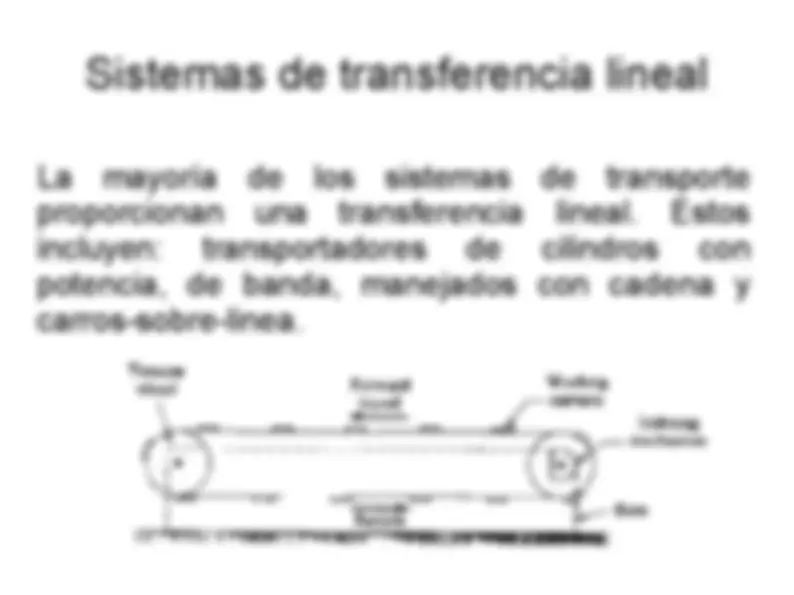
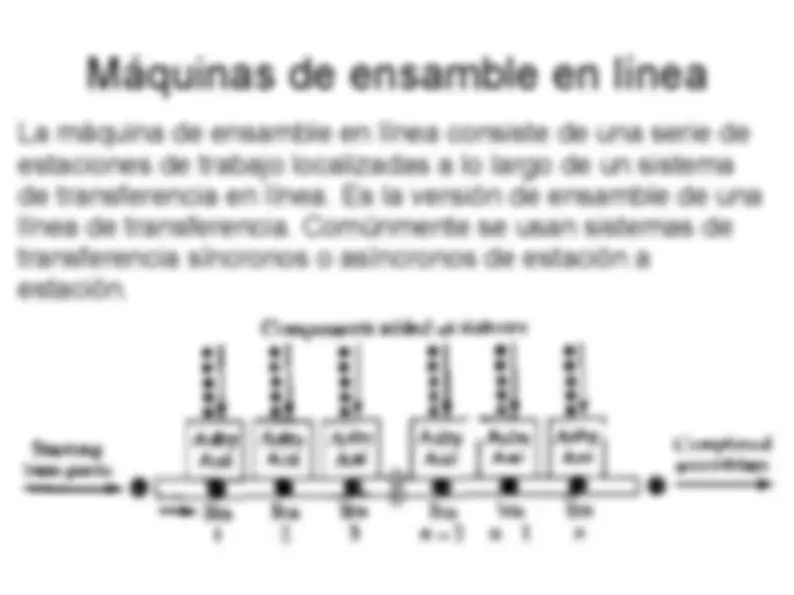
Consiste en una secuencia de estaciones en un arreglo de línea recta. Esta configuración es común para grandes piezas de trabajo a maquinar. Pero estas partes requieren de un gran número de operaciones, una producción, y la línea podría tener múltiples de trabajo. Dicha configuración puede tener grandes cantidades de estaciones y ser integrada con espacios de almacenamiento a lo largo del flujo.
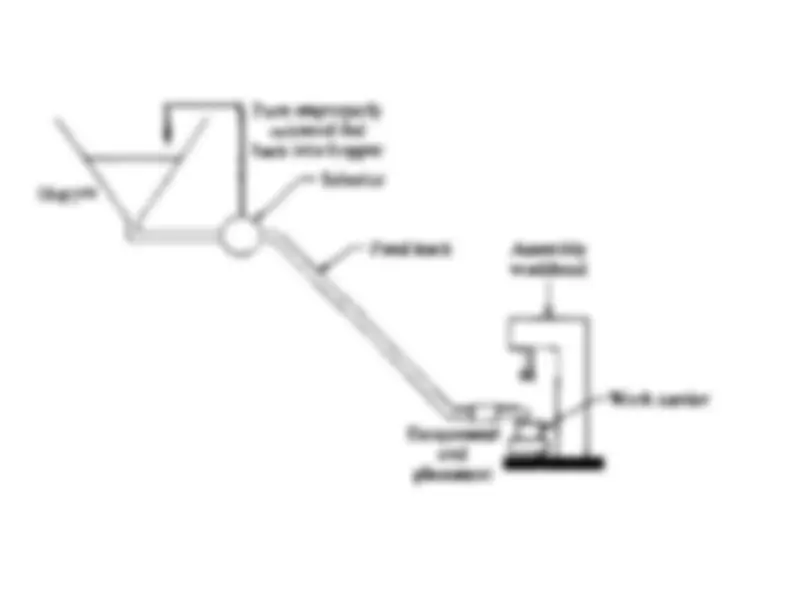
(Video alimentador automático) (Trabajo Terminal de un ex-alumno UPIITA)
Los inicios de estas líneas de transferencia se remontan a la industria automotriz en EU que se convirtió en producción en masa para principios de los 1920's con tendencias similares en Europa. Los pioneros de líneas de transferencia fueron los de la Ford Motor Co., aunque las operaciones en la línea de ensamble eran manuales. La primera línea de producción automatizada fue realizada por L.R. Smith en 1919 al producir marcos para el chasis a partir de láminas de metal usando cabezas de ribeteo neumáticas que rotaban en la posición de cada estación. La línea realizaba un total de 550 operaciones y tenía una capacidad de producir mas de un millón de marcos de chasis al año.
La primera línea multi-estación se instaló en Inglaterra por Archdale Co. Para Morris Engines Ltd. En 1923 para manufacturar el monoblock del motor de un auto, Con 53 estaciones, 224 minutos de maquinada en cada parte, tenía un ritmo de producción de 15 bloques por hora. La transferencia entre estaciones era manual. La primera línea de transferencia automática la construyeron también Archdale Co. Para Morris Engines en 1926.