¡Descarga Práctica de Laboratorio: Secado por Charolas en Procesos de Separación y más Guías, Proyectos, Investigaciones en PDF de Física Matemática solo en Docsity!
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Química e Industrias
Extractivas
(ESIQIE)
Laboratorio de Procesos de Separación por Membranas y
los que Involucran una Fase Solida.
Practica Secador por Charolas.
Profesora: Nora Tofoya Medina
Alumna: López González Virginia Isela
Grupo: 3IM
Fecha de entrega: 01/Junio/
Marco Teórico
Secador de charolas.
También es llamado secador de anaqueles, de gabineteo de compartimientos. El funcionamiento de los secadores de bandejas depende del mantenimiento de una temperatura constante y una velocidad de aire uniforme sobre todo elmaterial que se está secando. Conviene tener una circulación de aire con velocidad de 1 a 10 m/s para mejorar el coeficiente de transmisión de calor en la superficie y con el propósito de eliminar bolsas de aire estancado. La corriente de aire adecuada para este tipo de secadores depende de que el ventilador tenga una capacidad suficiente, del diseño de la red de ductos para modificar cambios repentinos de dirección y de desviadores correctamente ubicados. La corriente de aire no uniforme es uno de los problemas más graves que se presentan en el funcionamiento de los secadores de bandejas. Es el secador más utilizado a nivel planta piloto, con calentamiento directo y modo de funcionamiento discontinuo, el material puede ser un sólido en forma deterrones o pasta, éste se esparce uniformemente sobre una bandeja de metal de 10 a 100mm de profundidad, el aire utilizado es arrojado por un ventilador y calentado mediante resistencias eléctricas, vapor de agua o mediante un gas inerte. Después del secado, se abre el gabinete y las bandejas se reemplazan con otras conteniendo más material para secar. Generalmente los secadores de bandejas operan por cargas, además tienen la desventaja de no secar el producto uniformemente, dependiendo de su posición en el secador. Por ello, se
necesita girar las bandejas durante el proceso para lograr un secado uniforme.
Descripción de las curvas de secado.
Las curvas antes mostradas representan el proceso de secado a condiciones constantes. Empezando en el tiempo cero el contenido inicial de humedad libre corresponde al punto A. Al principio el sólido suele estar a una temperatura inferior de la que tendrá al final y la velocidad de evaporación va en aumento, por el contrario, cuando el alimento está a una temperatura más elevada A’, la velocidad de evaporación disminuye hasta llegar al punto B, en el cual, la temperatura de la superficie alcanza su valor de equilibrio. Este periodo inicial de ajuste en estado estacionario suele serbastante corto y por lo general se pasa por alto en el análisis de los tiempos de secado. La recta entre el punto BC tienen una pendiente y velocidad constante. Durante este periodo, la superficie del sólido está muy húmeda al principio y sobre ella hay una película de agua continua. Esta capa de agua, es agua libre y actúa como si el sólido no estuviera presente. La velocidad de evaporación con las condiciones establecidas para el proceso, es independiente del sólido y esencialmente igual a la velocidad que tendría una superficie líquida pura. Si el sólido es poroso, la mayor parte del agua que se evapora durante el periodo de velocidad constante proviene de su interior. Este periodo continúa mientras el agua siga llegando a la superficie con la misma rapidez con la que se evapora.
Los periodos de velocidad decreciente inician en el punto crítico de humedad C, al concluir los procesos de velocidad constante. En este punto no hay suficiente agua en la superficie para mantener una película continua. La superficie ya no está totalmente húmeda,y la porción húmeda comienza a disminuir durante el periodo de velocidad decreciente hasta que la superficie queda seca en su totalidad, punto D. El segundo periodo de velocidad decreciente empieza en el
punto D, aquí, el plano de evaporación comienza a desplazarse con lentitud por debajo de la superficie. El agua evaporada atraviesa el sólido para llegar hasta la corriente de aire. Es posible que la cantidad de humedad que se elimine durante este periodo sea bastante pequeña, pero aun así, el tiempo requerido puede ser largo.
La existencia de un primer periodo de secado fue demostrada por la observación de una etapa de velocidad constante de secado. Sin embargo, con materiales altamente moldeables, toda la velocidad de secado es engañosa debido al decrecimiento sustancial de la superficie de intercambio. En frutos como la manzana, no se presenta una primera etapa de secado constante, debido a la alta porosidad del material. Adicionalmente, durante la primera etapa del proceso de
secado, la velocidad del aire es significativa ya que él representa el parámetro que intensifica la transferencia de masa y calor. (Pérez Herrera, 2006)
Tablas de Experimentación
Temperatura Entrada (°C) Salida (°C)
Bulbo Húmedo 13°C 24°C
Bulbo Seco 22°C 60°C
Muestra Área (m^2 ) WSH iniciial (Kg) = WT WSS final (Kg)
1 23.5 cm^2
0.00235 m^2
6.40 gr
0.0064 Kg
1.18 gr
0.00118 Kg
2 29.47 cm^2
0.002947 m^2
9.49 gr
0.00949 Kg
1.66 gr
0.00166 Kg
3 15.9 cm^2
0.00159 m^2
4.53 gr
0.00453 Kg
0.86 gr
0.00086 Kg
4 15.41 cm^2
0.001541 m^2
5.34 gr
0.00534 Kg
1.03 gr
0.00103 Kg
5 8.11 cm^2
0.000811 m^2
1.78 gr
0.00178 Kg
0.40 gr
0.00040 Kg
No.
Corrida
Tiempo
(min)
Muestra
(gr)
Muestra
(gr)
Muestra
(gr)
Muestra
(gr)
Muestra
(gr)
Muestra de Manzana
Tiempo de secado:170 min
Tabla de resultados
Muestra 1
t (min)
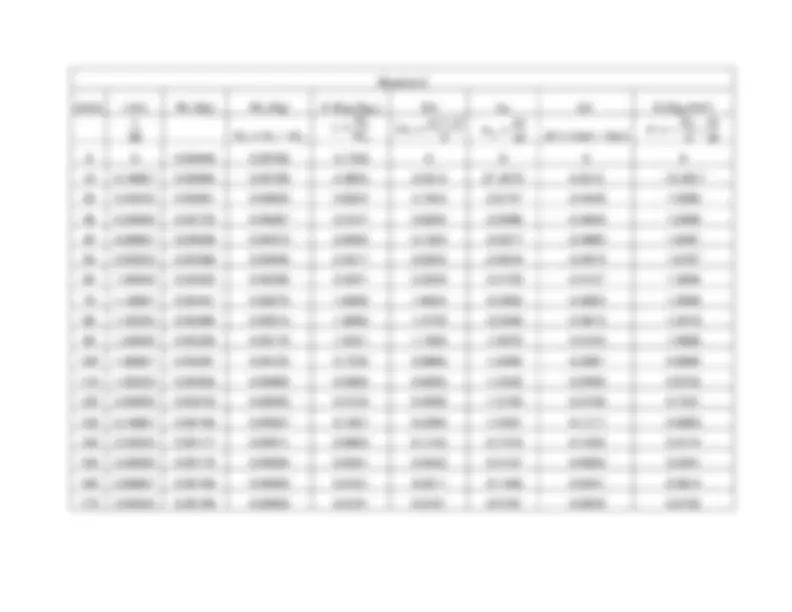
t (hr) WT (Kg) WA (Kg) X (KgA/Kgss) Xm mtx ΔX N (KgA/hm^2 ) 𝑡 60 𝑊𝐴 =^ 𝑊𝑡 −^ 𝑊𝑠𝑠^ 𝑥^ =^
𝑊𝐴 𝑊𝑠𝑠 𝑋𝑚^ =^
𝑥 1 + 𝑥 2 2 𝑚𝑡𝑥^ =^
∆𝑥 ∆𝑡 ΔX^ =^ Xm2^ −^ Xm1^ 𝑁^ =^ −^
𝑊𝑠𝑠 𝐴 ∗^
∆𝑥 ∆𝑡 0 0 0.00640 0.00522 4.4237 0 0 0 0 10 0.16667 0.00576 0.00458 3.8814 4.1525 24.9153 4.1525 - 12. 20 0.33333 0.0 0458 0.00340 2.8814 3.3814 - 4.6271 - 0.7712 2. 30 0.50000 0.00375 0.00257 2.1780 2.5297 - 5.1102 - 0.8517 2. 40 0.66667 0.00308 0.00190 1.6102 1.8941 - 3.8136 - 0.6356 1. 50 0.83333 0.00242 0.00124 1.0508 1.3305 - 3.3814 - 0.5636 1. 60 1.00000 0.00210 0.00092 0.7797 0.9153 - 2.4915 - 0.4153 1. 70 1.16667 0.00179 0.00061 0.5169 0.6483 - 1.6017 - 0.2669 0. 80 1.33333 0.00152 0.00034 0.2881 0.4025 - 1.4746 - 0.2458 0. 90 1.50000 0.00137 0.00019 0.1610 0.2246 - 1.0678 - 0.1780 0. 100 1. 66667 0.00128 0.00010 0.0847 0.1229 - 0.6102 - 0.1017 0. 110 1.83333 0.00123 0.00005 0.0424 0.0636 - 0.3559 - 0.0593 0. 120 2.00000 0.00121 0.00003 0.0254 0.0339 - 0.1780 - 0.0297 0. 130 2.16667 0.00121 0.00003 0.0254 0.0254 - 0.0508 - 0.0085 0. 140 2.33333 0.00121 0.00003 0.0254 0.0254 0.0000 0.0000 0. 150 2.50000 0.00120 0.00002 0.0169 0.0212 - 0.0254 - 0.0042 0. 160 2.66667 0.00120 0.00002 0.0169 0.0169 - 0.0254 - 0.0042 0. 170 2.83333 0.00120 0.00002 0.0169 0.0169 0.0000 0.0000 0. 0000
Xm N (KgA/hm2)
Xm N (KgA/hm2)
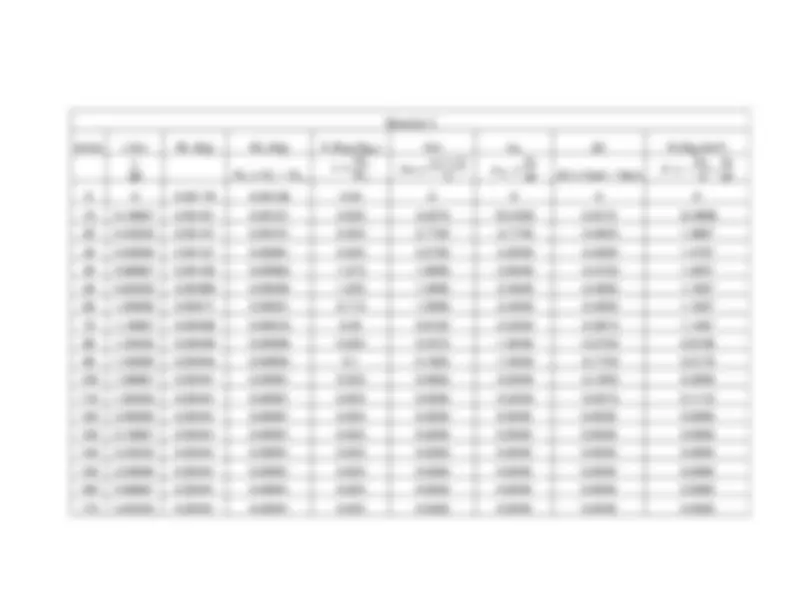
Muestra 3
t(min) t (hr) WT (Kg) WA (Kg) X (KgA/Kgss) Xm mtx ΔX N (KgA/hm^2 ) 𝑡 60
− 𝑊𝑠𝑠^ 𝑥^ =^
𝑊𝑠𝑠 𝑋𝑚^ =^
2 𝑚𝑡𝑥^ =^
∆𝑡 ΔX^ =^ Xm2^ −^ Xm1^ 𝑁^ =^ −^
𝐴 ∗^
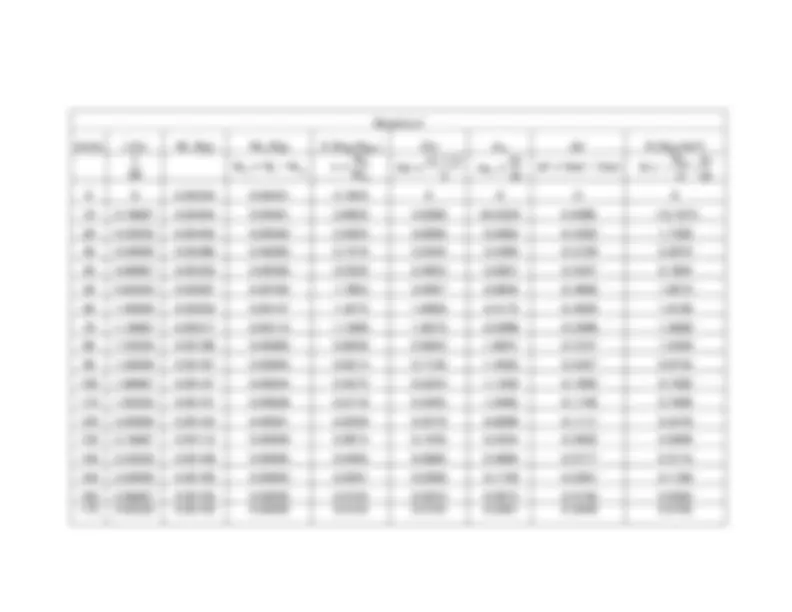
Muestra 4
t(min) t (hr) WT (Kg) WA (Kg) X (KgA/Kgss) Xm mtx ΔX N (KgA/hm^2 ) t 60 WA^ =^ Wt^ −^ Wss^ x^ =^
WA
Wss^ Xm^ =^
x1 + x 2 mtx^ =^
∆x ∆t ΔX^ =^ Xm2^ −^ Xm1^ N^ =^ −^
Wss A ∗^
∆x ∆t 0 0 0.00534 0.00431 4.1845 0 0 0 0 10 0.16667 0.00504 0.00401 3.8932 4.0388 24.2330 4.0388 - 16. 20 0.33333 0.00445 0.00342 3.32 04 3.6068 - 2.5922 - 0.4320 1. 30 0.50000 0.00386 0.00283 2.7476 3.0340 - 3.4369 - 0.5728 2. 40 0.66667 0.00333 0.00230 2.2330 2.4903 - 3.2621 - 0.5437 2. 50 0.83333 0.00287 0.00184 1.7864 2.0097 - 2.8835 - 0.4806 1. 60 1.00000 0.00250 0.00147 1.4272 1.6068 - 2.4175 - 0.4029 1. 70 1.16667 0.00217 0.00114 1.1068 1.2670 - 2.0388 - 0.3398 1. 80 1.33333 0.00186 0.00083 0.8058 0.9563 - 1.8641 - 0.3107 1. 90 1.50000 0.00167 0.00064 0.6214 0.7136 - 1.4563 - 0.2427 0. 100 1.66667 0.00147 0.0 0044 0.4272 0.5243 - 1.1359 - 0.1893 0. 110 1.83333 0.00131 0.00028 0.2718 0.3495 - 1.0485 - 0.1748 0. 120 2.00000 0.00124 0.00021 0.2039 0.2379 - 0.6699 - 0.1117 0. 130 2.16667 0.00112 0.00009 0.0874 0.1456 - 0.5534 - 0.0922 0. 140 2.33333 0.0 0108 0.00005 0.0485 0.0680 - 0.4660 - 0.0777 0. 150 2.50000 0.00106 0.00003 0.0291 0.0388 - 0.1748 - 0.0291 0. 160 2.66667 0.00105 0.00002 0.0194 0.0243 - 0.0874 - 0.0146 0. 170 2.83333 0.00105 0.00002 0.0194 0.0194 - 0.0291 - 0.0049 0.
Xm N (KgA/hm2)
Xm N (KgA/hm2)
X (KgA/Kgss) tiempo (hr) N (KgA/hm2) Xm
- 3.3814 2.
- 2.5297 2.
- 1.8941 1.
- 1.3305 1.
- 0.9153 1.
- 0.6483 0.
- 0.4025 0.
- 0.2246 0.
- 0.1229 0.
- 0.0636 0.
- 0.0339 0.
- 0.0254 0.
- 0.0254 0.
- 0.0212 0.
- 0.0169 0.
- 0.0169 0.
- 4.1054 1.
- 3.6205 1.
- 3.1325 1.
- 2.6355 1.
- 2.2229 1.
- 1.8404 1.
- 1.4729 1.
- 1.1566 1.
- 0.8886 0.
- 0.6295 0.
- 0.4096 0.
- 0.2380 0.
- 0.1145 0.
- 0.0452 0.
- 0.0211 0.
- 0.0181 0.
- 3.6570 1.
- 3.1512 1.
- 2.6047 1.
- 2.1744 1.
- 1.7849 1.
- 1.3895 1.
- 1.0640 1.
- 0.8023 0.
- 0.5640 0.
- 0.3372 0.
- 0.2326 0.
- 0.1802 0.
- 0.0756 0.
- 0.0174 0.
- 0.0058 0.
- 0.0000 0.
- 3.6068 1.
- 3.0340 2.
- 2.4903 2.
- 2.0097 1.
- 1.6068 1.
- 1.2670 1.
- 0.9563 1.
- 0.7136 0.
- 0.5243 0.
- 0.3495 0.
- 0.2379 0.
- 0.1456 0.
- 0.0680 0.
- 0.0388 0.
- 0.0243 0.
- 0.0194 0.
- 2.7750 1.
- 2.2750 1.
- 1.8000 1.
- 1.4000 1.
- 1.0000 1.
- 0.6125 1.
- 0.3375 0.
- 0.1625 0.
- 0.0625 0.
- 0.0250 0.
- 0.0250 0.
- 0.0250 0.
- 0.0250 0.
- 0.0250 0.
- 0.0250 0.
- 0.0250 0.
- 0 0.5 1 1.5 2 2.5
- Muestra Curva de Secado
- Muestra
- Muestra
- Muestra
- Muestra
- 0.0000 0.5000 1.0000 1.5000 2.0000 2.5000 3.0000 3.5000 4.0000 4.
- Muestra Perdida de Humedad
- Muestra
- Muestra
- Muestra
- Muestra