¡Descarga procesos de fabricacion piston y más Ejercicios en PDF de Diseño de Sistemas de Producción solo en Docsity!
Proceso de fabricaci
Proceso de fabricaci
ó
ó
n.
n.
Ejemplo de aplicaci
Ejemplo de aplicaci
ó
ó
n.
n.
Escuela de IngenierEscuela de Ingenier
íí
a Industriales a Industriales
UVa UVa
Á Á
rea de Ingenierrea de Ingenier
í í
aa
de los Procesos de Fabricaci de los Procesos de Fabricaci
ó ó
nn
Sistemas de Producción y Fabricación
Valladolid, Septiembre de 2011
Planificaci
Planificaci
ó
ó
n
n
Proceso de fabricaciProceso de fabricaci
ó
ó
n
n
Industrializaci
Industrializaci
óó
n de los productos.
n de los productos.
Se puede considerar Se puede considerar
como el como el
manual de manual de
calidad calidad
de la de la
ingenier ingenier
í í
a de a de
fabricaci fabricaci
ó ó
n. n.
En este ejercicio se analizarEn este ejercicio se analizar
á á
el proceso de mecanizado de un pistel proceso de mecanizado de un pist
ó ó
n, a partir de una n, a partir de una
preforma de aluminio preforma de aluminio
, que tiene la forma final salvo , que tiene la forma final salvo
sobreespesores sobreespesores
. En cada . En cada
seccisecci
óó
n se ir n se ir
á á
n mostrando las caractern mostrando las caracter
íí
sticas de la pieza, las m sticas de la pieza, las m
á á
quinas, lasquinas, las
herramientas, los utillajes de sujeci herramientas, los utillajes de sujeci
ó ó
n, los programas CN, etc., necesarios para la n, los programas CN, etc., necesarios para la
fabricaci fabricaci
ó ó
n de la misma. Asimismo, se plantear n de la misma. Asimismo, se plantear
á á
n algunas cuestiones para su n algunas cuestiones para su
razonamiento y soluci razonamiento y soluci
ó ó
n.n.
Para la correcta realizaciPara la correcta realizaci
ó ó
n del ejercicio, sen del ejercicio, se
deber deber
á á
estudiar detenidamente el plano deestudiar detenidamente el plano de
la pieza, para as la pieza, para as
í í
comprender mejor las comprender mejor las
diferentes posibilidades que existen para diferentes posibilidades que existen para su mecanizado. Posteriormente, se debersu mecanizado. Posteriormente, se deber
áá
realizar
un
an
realizar
un
an
á á
lisis
de
las
superficies
y
lisis
de
las
superficies
y
vol vol
ú ú
menes a mecanizar, y la elecci menes a mecanizar, y la elecci
ó ó
n den de
las las
sujecciones sujecciones
, herramientas y maquinaria, herramientas y maquinaria
necesarias. Finalmente, se debernecesarias. Finalmente, se deber
á á
obtenerobtener
el
programa
de
CN,
antes
de
ver
la
el
programa
de
CN,
antes
de
ver
la
simulaci simulaci
ó ó
n.n.
Fabricaci
ó
ó
n de un pist
n de un pist
ó
ó
n...
n...
1. Descripci1. Descripci
ó
ó
n de la tarea
n de la tarea
Se considera que la fabricaci Se considera que la fabricaci
ó ó
n se realiza en
un taller de mecanizaci
n se realiza en
un taller de mecanizaci
óó
n
y
n
y
montaje de una PYME con una gran variedad de producci montaje de una PYME con una gran variedad de producci
óó
n, trabajando con n, trabajando con
lotes
medianos
lotes
medianos
de
forma
que
no
se
justifica
la
inversi
de
forma
que
no
se
justifica
la
inversi
óó
n
en
m
n
en
m
áá
quinas quinas
especiales.
Aunque
se
podr
especiales.
Aunque
se
podr
í í
a
plantear
la
fabricaci
a
plantear
la
fabricaci
ó ó
n
flexible
mediante
una
n
flexible
mediante
una
c c
é é
lula
de
mecanizado,
consideraremos
que
se
dispone
lula
de
mecanizado,
consideraremos
que
se
dispone
úú
nicamente
de
nicamente
de
m m
á á
quinasquinas
herramienta
convencionales
y
centros
de
mecanizado
CNC
(con
herramienta
convencionales
y
centros
de
mecanizado
CNC
(con
control num control num
éé
rico), por lo que la carga de piezas y fijaci rico), por lo que la carga de piezas y fijaci
ó ó
n de utillajes ser n de utillajes ser
á á
manual. manual.
Fabricaci
ó
ó
n de un pist
n de un pist
ó
ó
n...
n...
1. Descripci1. Descripci
ó
ó
n de la tarea
n de la tarea
Fabricaci
ó
ó
n de un pist
n de un pist
ó
ó
n...
n...
2. Estudio del plano2. Estudio del plano
Para obtener esta pieza, deberemosPara obtener esta pieza, deberemos
mecanizar mecanizar
cinco superficies cinco superficies
en total. en total.
La superficie n La superficie n
ú ú
mero 1 sufrir mero 1 sufrir
á á
variasvarias
operaciones, correspondientes a laoperaciones, correspondientes a larealizaci realizaci
ó ó
n de losn de los
segmentos segmentos
y de losy de los
agujeros de ajuste con el bul agujeros de ajuste con el bul
óó
n n
, por lo , por lo
que podemos realizar dentro de ella dosque podemos realizar dentro de ella dos subdivisiones, que corresponden a lassubdivisiones, que corresponden a lassuperficies 3 y 4. superficies 3 y 4.
A su vez, dentro de la superficie 4, A su vez, dentro de la superficie 4,
deberemos mecanizar la superficie 5. deberemos mecanizar la superficie 5.
Es importante recalcar, que Es importante recalcar, que
el interior delel interior del
pist pist
óó
n no ser n no ser
á á
necesario mecanizarlonecesario mecanizarlo
ya que la preforma proveniente de ya que la preforma proveniente de fundicifundici
ó ó
n, ya tiene la forma adecuada yn, ya tiene la forma adecuada y
no requiriere mejor acabado superficial. no requiriere mejor acabado superficial.
Fabricaci
ó
ó
n de un pist
n de un pist
ó
ó
n...
n...
2. Estudio del plano2. Estudio del plano
Planificaci
Planificaci
ó
ó
n...
n...
Proceso de fabricaciProceso de fabricaci
ó
ó
n
n
Material Material
Procesos / Operaciones Procesos / Operaciones
M M
á á
quinas quinas
Herramientas / Condiciones Herramientas / Condiciones
Transporte Transporte
Seguridad Seguridad
Inspecci Inspecci
ó ó
n y n y
control de calidad control de calidad
PF PF
2 2
Torneado
Torneado
Desbaste y acabado Desbaste y acabado
Rectificado
Rectificado
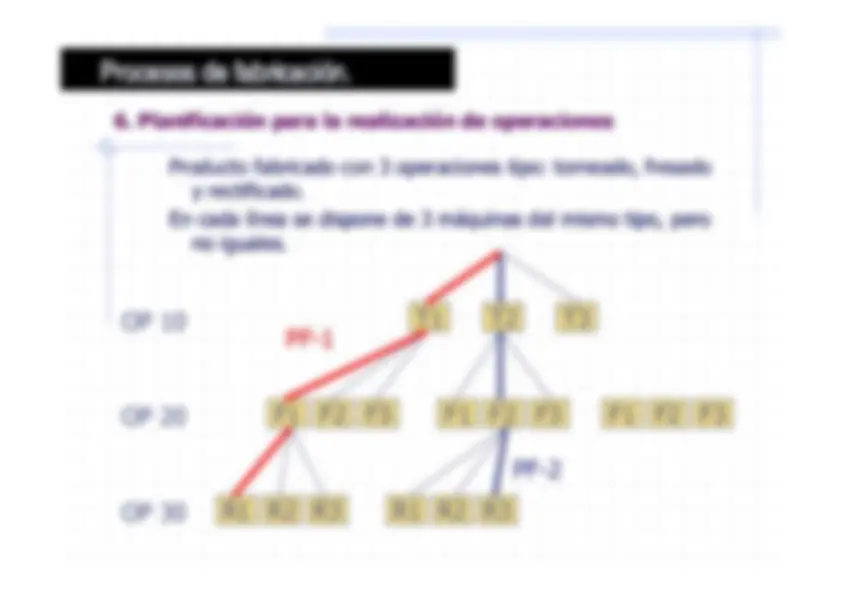
Para conformar el pistón hemos de mecanizar cinco superficies, que han sido
definidas en el apartado anterior; a continuación vamos a desarrollar laoperaciones que se deben realizar sobre cada superficie.
Las superficies 1, 2 y 3 se realizarán en un torno de control numérico.En las superficies 4 y 5 se planteará una discusión sobre cual sería el mejor método
de mecanización.
Hacemos notar de nuevo que la preforma viene de fundición
con 2 mm. de con 2 mm. de
sobreespesor sobreespesor
Superficie 1
Superficie 1Mediante torno CNC se realizar Mediante torno CNC se realizar
á á
n las siguientes operaciones: n las siguientes operaciones:
DesbasteDesbaste
sobre un espesor de sobre un espesor de
1.5 mm1.5 mm
., por lo tanto se dejan 0.5 mm. de., por lo tanto se dejan 0.5 mm. de
AcabadoAcabado
en el espesor de en el espesor de
0.5 mm 0.5 mm
Fabricaci
ó
ó
n de un pist
n de un pist
ó
ó
n...
n...
3. An3. An
á
á
lisis de operaciones elementales
lisis de operaciones elementales
Superficie 3
Superficie 3
Esta superficie comprende las 3 ranuras: por lo tanto habr Esta superficie comprende las 3 ranuras: por lo tanto habr
á á
que realizar unque realizar un
ranurado sobre cada una de estas. ranurado sobre cada una de estas.
Esta operaci Esta operaci
óó
n se llevar n se llevar
á á
se llevarse llevar
á á
a cabo en un torno CNC. a cabo en un torno CNC.
Fabricaci
ó
ó
n de un pist
n de un pist
ó
ó
n...
n...
3. An3. An
á
á
lisis de operaciones elementales
lisis de operaciones elementales
Superficie 4 y 5
Superficie 4 y 5
La superficie 4 hace referencia al cajeteado cil La superficie 4 hace referencia al cajeteado cil
íí
ndrico interior y la superficie 5 hace ndrico interior y la superficie 5 hace
referencia al agujero en el que debe ubicarse el bul referencia al agujero en el que debe ubicarse el bul
óó
n. n.
Fabricaci
ó
ó
n de un pist
n de un pist
ó
ó
n...
n...
3. An3. An
á
á
lisis de operaciones elementales
lisis de operaciones elementales
A continuaci A continuaci
ó ó
n se plantea la discusi n se plantea la discusi
ó ó
n sobre las posibles soluciones a la horan sobre las posibles soluciones a la hora
de mecanizar estas dos superficies: de mecanizar estas dos superficies:
Mecanizado de las superficies 4 y 5 en una fresadora CN.
Mecanizado de las superficies 4 y 5 en una fresadora CN.
Las m Las m
á á
quinas est quinas est
á á
ndar mndar m
á á
s apropiadas para la realizaci s apropiadas para la realizaci
ó ó
n de las superficies 4 y 5n de las superficies 4 y 5
son fresadoras CN o centros de mecanizado. son fresadoras CN o centros de mecanizado.
Esta soluci Esta soluci
ó ó
n conlleva el inconveniente de tener que cambiar de m n conlleva el inconveniente de tener que cambiar de m
á á
quina para quina para
mecanizar todas las superficies del pist mecanizar todas las superficies del pist
ó ó
n, con la consiguiente pn, con la consiguiente p
éé
rdida de rdida de
tiempo, que se puede hacer m tiempo, que se puede hacer m
áá
s importante si se trata de fabricar un gran s importante si se trata de fabricar un gran
n n
ú ú
mero de piezas.mero de piezas.
Esta opci Esta opci
óó
n tambi n tambi
é é
n incrementa el inventario en curso y hace necesario un mayor n incrementa el inventario en curso y hace necesario un mayor
control de la producci control de la producci
ó ó
n. n.
Para lotes grandes se podr Para lotes grandes se podr
íí
a pensar en una c a pensar en una c
é é
lula flexible adecuada para esta lula flexible adecuada para esta
familia de piezas, que integrase un torno y un centro de mecaniz familia de piezas, que integrase un torno y un centro de mecaniz
ado, con unado, con un
robot para la alimentaci robot para la alimentaci
ó ó
n de ambos.n de ambos.
Fabricaci
ó
ó
n de un pist
n de un pist
ó
ó
n...
n...
4. An4. An
á
á
lisis de tipo de m
lisis de tipo de m
á
á
quina
quina
herramienta
herramienta
Planificaci
Planificaci
ó
ó
n...
n...
Proceso de fabricaciProceso de fabricaci
ó
ó
n
n
Material Material
Procesos / Operaciones Procesos / Operaciones
M M
á á
quinas quinas
Herramientas / Condiciones Herramientas / Condiciones
Transporte Transporte
Seguridad Seguridad
Inspecci Inspecci
ó ó
n y n y
control de calidad control de calidad
PF PF
2 2
Torno CNC Torno CNC
Fresadora CNC Fresadora CNC
Rectificadora
Rectificadora
Torno Universal
Torno Universal
Se ha elegido este torno paralelo de control num Se ha elegido este torno paralelo de control num
éé
rico porque es capaz de tornear el rico porque es capaz de tornear el
di di
áá
metro requerido por la pieza. Debe de ser de control num metro requerido por la pieza. Debe de ser de control num
éé
rico para que las rico para que las
instrucciones las realice de forma autom instrucciones las realice de forma autom
á á
tica siguiendo una secuencia de tica siguiendo una secuencia de
ó ó
rdenes que se pueden introducir desde el propio monitor del tornrdenes que se pueden introducir desde el propio monitor del torn
o o desde uno o desde un
ordenador remoto conectado mediante red. ordenador remoto conectado mediante red.
Caracter Caracter
í í
sticas del Tornosticas del Torno
Paso de barra de 32 a 110 mm. Paso de barra de 32 a 110 mm.
Di Di
áá
metro metro
torneabletorneable
de 250 a 700 mm. de 250 a 700 mm.
Distancia entre puntos hasta 2000 mm. Distancia entre puntos hasta 2000 mm.
Potencia: 7 Potencia: 7
kW kW
Fabricaci
ó
ó
n de un pist
n de un pist
ó
ó
n...
n...
5. M5. M
á
á
quinas
quinas
herramienta y utillaje
herramienta y utillaje
Torno con CNC
Fabricaci
ó
ó
n de un pist
n de un pist
ó
ó
n...
n...
5. M5. M
á
á
quinas
quinas
herramienta y utillaje
herramienta y utillaje